О1
CD
11:зобре 1 е ие от(госится к области и:-зготовле1шя з $готовок большого поперечного сечения из гранулируемых сплавов,.
Цель изобретения устранение анк зотропии прочностных свойств,
Цель достигается за счет того, брикет 1 с-5агократно продавливают через Г-образный канал с Изменением нагфавленил изгиба при каящом последующем продавливании на противоположное по отношению к предьодушему, а , через каждые два продайливания брикет кантуют на 90° вокруг продоль- ной оси, причем суммарное количество продарзливаний кратно четырем,
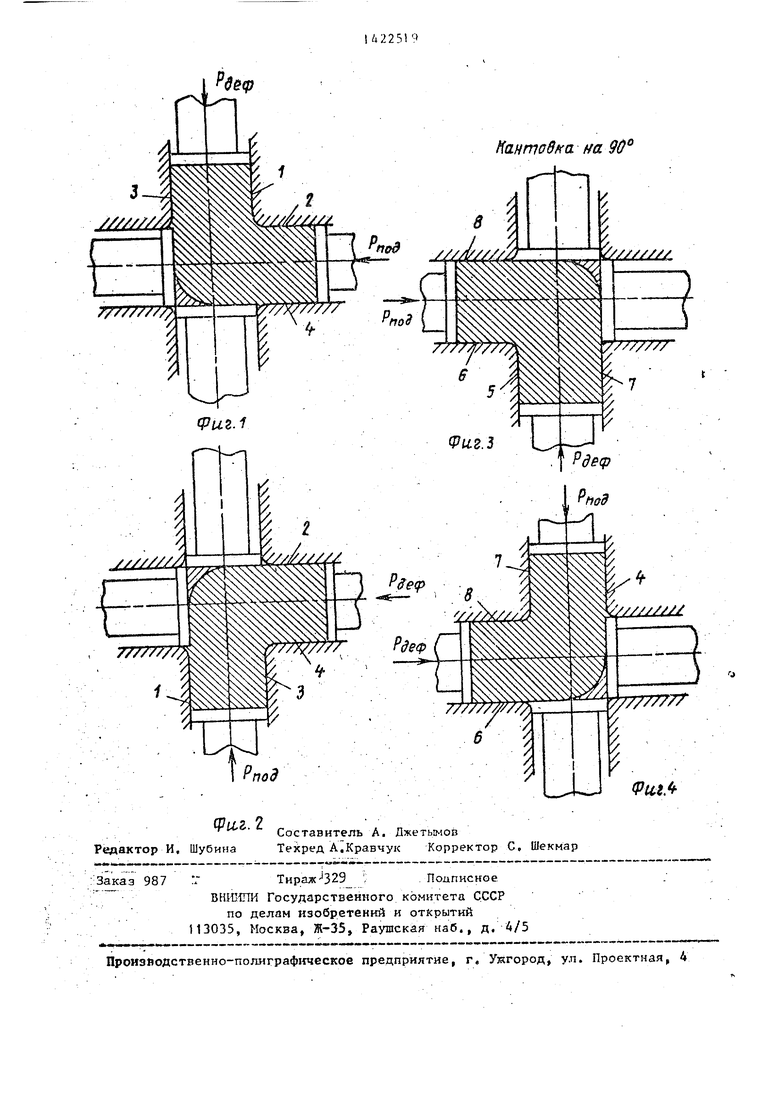
На фиг, i-4 показаны последовательно четыре направления продавли- вания брикета,, где 1,, - грани заготовки; 556,7,8 - противоположные грани.
При первом продавливании брикет изгибается .на .90 . В связи с увеличением протяженности траекторий движения частиц металла -при уда- Ленин от поверхности граней 1,2 к поверхности граней 4,3 при первом нагру кении брикета возникает нердно- родность структуры и прочностных свойств, при -втором продавливании заготовка также изгибаё Тся на 90 , н в направлении, противоположном пер- в ому продавлкванизо. Объемы металла, прилегающие .к поверхности граней 1,2 перемегцаготся по более длинной траектории, в результате чего-происходит вьфавнивание суммарных перемещений во всех точках поперечного сечения за.гс говки, а также .структуры и проч ностных свойств в плоскости изпиба,
Для выравнивания прочностных свойст в направлении, перпендикулярном плос- кости изгиба, перед третьим продав- ливанием заготовку кантуют вокруг продольной оси на 90 а затек осу- п ествляют ее двухкратное продавлива- ние, аналогично первому и второму, При этом противоположные грани 2 и. З, заготовки, перпендикулярные паре
граней и 6,7, располагаются параллельно плоскости дефо.рмации (фиг, 3,4). В результате после четы рех продавливании (с кантовкой заготовки на 90 после второго) добтигается в ыравиирание суммарных переме , тений во всек точках поперечного сечения заготовки, что обеспечивает устранение анизотропии прочностных.
10
ts
20
-
25 о
22519- . 2
свойств заготовки и повышение их однородности.
Брикеты из гранул высокопрочных сплавов системы алюминий - цинк - магний и сплава системы ат миний - Магний - литий ра,змерами 100 1 00 v «300 мм подвергают двух™ четырех-, шести-, восьми- и десятиразоврму продавливанию через Г-йбразный канал на многоплунжерном прессе усилием 2000 тс., при этом в каждом последу- ютем продавливании направление изгиба изме.няют на противоположное, а через каждые два продавливйния осу- шествляют кантойку брикета на 90 вокруг продольной оси.
Анизотропию прочностных свойств Полученных заготовок оценивают отношением прочности металла в конкретном направлении к максимальному значению прочности материала после проведения заданного количества проGB
давливаиий ( SVOKC
-) . После продав
ливания брикета через Г-образньтй канал геометрические размеры его остаются неизменными и равняются 100 1 100300 мм. Для испытаний растяжени ем вырезал1| образцы диаметром 5 мм с длиной рабочей части 50 мм в долевом, поперечном и высотном направлениях. Долевыми образцами считались образцы, вырезанные в направлении ребра
длиной 300 мм, поперечными - образцы, вырезанные в направлении одного из ребер длиной 100 мм, расположенного в плоскости изгиба, высотные образцы вырезались в направлении другого ребра длиной 100 мм, расположенного в плоскости, перпендикулярной плоскости изгиба после последйе- го продавливания, т.е. образцы вырезались в трех взаимно перпе1адику- лярных направлениях. Для оценки однородности свойств Полученной заготовки образцы вырезали из различ- йых ее Сечений, расположенных на различных расстояниях от поверхности
и выходного торца заготовки.
- .
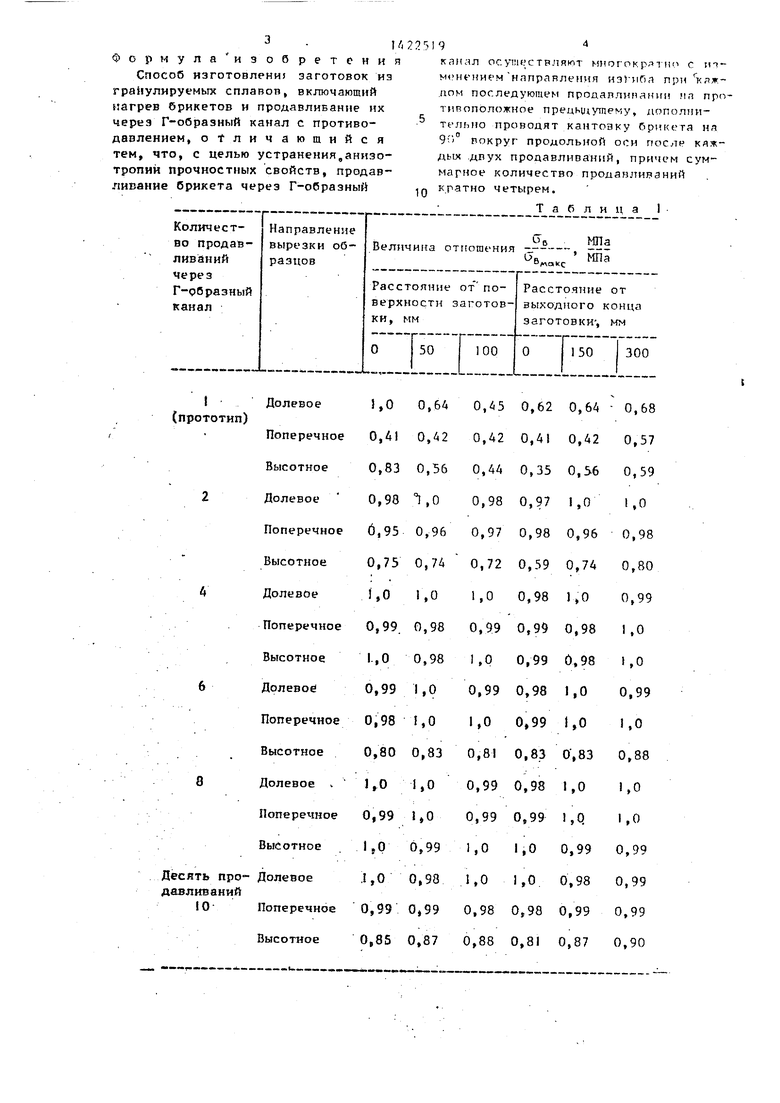
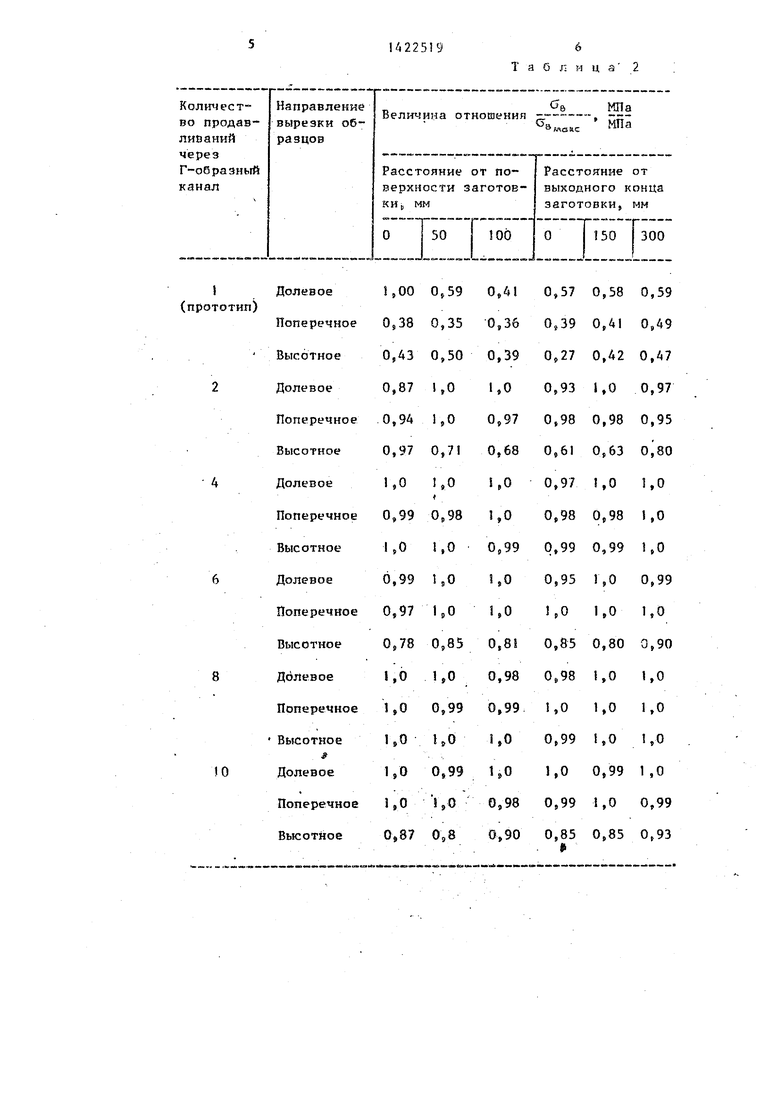
В табл. 1 приведены характеристики сплава Al-Zn-Mg, в табл. 2 - cnrtaaaAl-Mg-Li.;
Как видно из таблиц, изобретение позволяё Г устранить анизотропию и повысить. однородность прочностных свойств во всех сечениях заготовки.
Способ изготовлени заготовок из гранулируемых сплавов, включающий нагрев брикетов и продавливанне их через Г-образный канал с противо- даэлением, otличaюmийcя тем, что, с целью устранения,анизотропии прочностных свойств, продав- ливание брикета через Г-образный
м ненн« м направления нэГибл при кпж- .пом последующем продаплиилнин мл про- тмпоположное npeubinyraeNiy, дополии- тельно проводят кантоаку брикета ня 9 ° вокруг продольной оси после каждых .двух продавливаний, причем суммарное количество проданливаинй кратно четырем.
Таблица I
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЦЕСС ИЗГОТОВЛЕНИЯ УПРОЧНЕННЫХ ПРУТКОВЫХ ИЗДЕЛИЙ ИЗ АМОРФНО-КРИСТАЛЛИЧЕСКИХ ПОЛИМЕРОВ | 2013 |
|
RU2527782C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СО СКАНДИЕМ | 2011 |
|
RU2461642C1 |
| Способ получения полуфабрикатов из гранулируемых сплавов системы алюминий - цинк - магний - медь с добавками переходных металлов | 1987 |
|
SU1497863A1 |
| Способ получения проката | 1988 |
|
SU1554998A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2463116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| Способ определения подверженности металлопроката изгибу и устройство для его осуществления | 2021 |
|
RU2780147C1 |
| Способ получения сортового проката сплавов магния системы Mg-Al | 2016 |
|
RU2631574C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2467830C1 |
Изобретение относится к области заготовок большого поперечного сечения из гранулируемых спЛавов. Цель - устранение анизотропии прочностных свойств. Исходные брикеты многократно продавливают через Г-обраяньгй канал с противодавлением, изменяя направление изгиба после каждого про- давливания на противоположное. Через два продавливания брикет кантуют на 90° вокруг продольной оси, причем суммарное количество циклов деформации кратно четырем. Многократное продавливание брикетов с изменением направления изгиба и кантовкой обеспечивает устранение анизотропии прочностных свойств, ft ил., 2 табл. с s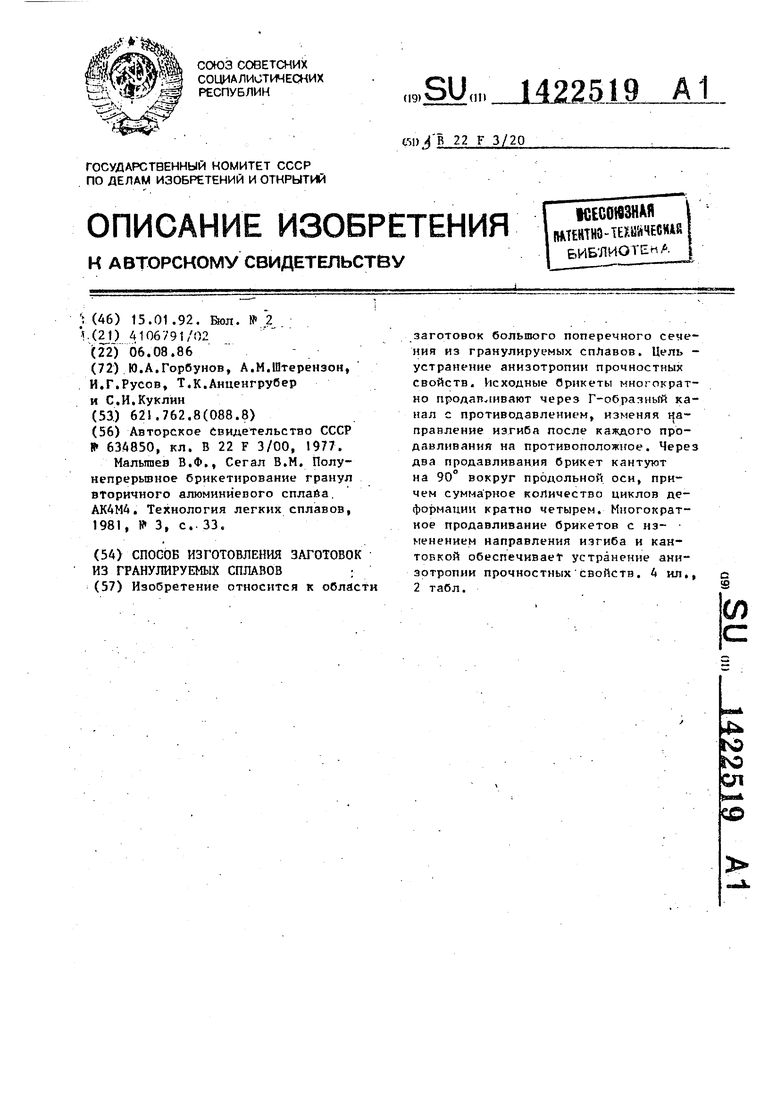
I (прототип)
Долевое
Поперечное0,Д10,А20,420,410,420,57
Высотное0,830,560,440,350,560,59
Долевое 0,981,00,980,971,01,0
Поперечное6,950,960,970,980,960,98
Высотное0,750,740,720,590,740,80
Долевое1,01,01,00,981,00,99
Поперечное0,99.0,980,990,990,981,0
ВысотноеI., О0,981,00,990,981,0
Долевое 0,99 I,0 Поперечное 0,98 ,0 Высотное
0,80 0,83
Долевое
0,990,99,0
Поперечное0,
Высотное1fO6,99 1,0 1,0 0,99
ДолевоеJ,О0,98 1,0 1,0 0,98
Поперечное0,990,99 0,98 0,98 0,99
Высотное
5,0 0,64 0,5 0,62 0,64 - 0,68
I,0 ,0
0,990,981,0
1,00,991,0
0,83 0,810,83О , 83
1,0 0,990,981,0
0,990,99,0
6,99 1,0 1,0 0,99
0,98 1,0 1,0 0,98
0,99 0,98 0,98 0,99
0,87 0,88 0,81 0,87
0,99 1,0
0,88
1,0
1,0
0,99
0,99
0,99
0,90
I
(прототип)
Таблица 2
Пантовке а. на 90°
Фш,
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Малышев В.Ф., Сегал В.М | |||
| Полу- непрерьшное брикетирование гранул вторичного алюминиевого сплайа | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Технология легких сплавов, 1981, № 3, с. | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
