4
to
оо
1C
1-1
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано при исследованиях процесса поперечно- винтовой прокатки.
i Цель изобретения - измерение вели ч ины скольжения металла в очаге деформации.
I На чертеже изображено предлагаемое устройство.
Устройство состоит из валковр по крайней мере один из которых составлен из двух рабочих частей и 2,, ЖЕСТКО посаженных на вал 3, например, при помощи шпонок. На одном из валков установлен измерительный эле- мгнт в 1виде диска 4, установленного ч грез подшипник 5 В осевом направлении диск (измерительный элемент) зафиксирован при помощи упорных подшипников 6 Собранный таким образом валок зафиксирован на валу при помощи шайбы 7 и гайки 8„ Измерительный элемент (диск) соединен с датчиком 9 скорости его вращения„ соединен с датчиком 10 скорости. Датчики связаны электрически с реги- с -рируютим прибором I 1 .
Устройство работает следующим о6- .
; Заготовку 12 задают в валки, ко™ тЬрые деформируют ее и придают вра щ тельное и поступательное вдоль оси прюкатки движение. Передний конец заготовки, продвигаясь вдоль очага деформации, вступает в соприкосновение с измерительным элементом - дис- К(&м 4, свободно вращающимся на валу в.лка, и придает ему вращательное движение Скорость враш,ения диска С(| ответствует скорости движения час- тйц металла, находящихся на поверх- н(|)сти деформируемого металла Окружную скорость вращения измерительного элемента замеряют датчиком 9s сигнал с которого подают на регистрирующий П1})ибор i 1 р например, осциллограф, Алаалогичным датчиком 10 замеряют ок- p jracHyso скорость вращения валков, показания которого также регистрируют. Разность между показаниями датчи02
ков определяет абсолютную величину скольжения металла относительно валков Произведя запись сигналов, поступающих от датчиков, можно фикси
ровать величину скольжения металла S момент захвата заготовки валками (неустановившийся процесс), на протяжении всего процесса прокатки, так
и в период выброса заготовки из валков. При необходимости возможна установка нескольких измерительных элементов по длине бочки валка, а также нескольких на другом валке, а для
случая трехвалковой клети - и на
третьем, причем каждый измерительный элемент разнесен один относительно другого по длине очага деформации. На основании записей показаний каждого измерительного элемента строится эпюра скольжения металла вдоль очага деформации на протяжении всего периода процесса прокатки, включая периоды захвата заготовки валками,
установившегося и периода выброса металла из клети.
Предлагаемое устройство позволяет определять величину скольжения металла относительно поверхности валков при поперечно-винтовой прокатке и использовать эти сведения для выбора оптимальных режимов прокатки.
ормула изо
р е т е н и я
Устройство для замера кинематических параметров-при поперечно- винтовой прокатке, содержащее прокатные валки, регистрирующий прибор, датчики и измерительный элемент, отличаю щееся тем, что, с целью измерения величины скольжения металла в очаге деформации, измерительный элемент вьшолнен в виде диска, свободно установленного на валу по крайней мере одного из валков между жестко закрепленными его рабочими частями и имеющего рабочую поверхность, соответствующую поверхности рабочих валков на этом участке, при этом диск и вал валка соединены с датчиками скорости, которые связаны с регистрирующим прибором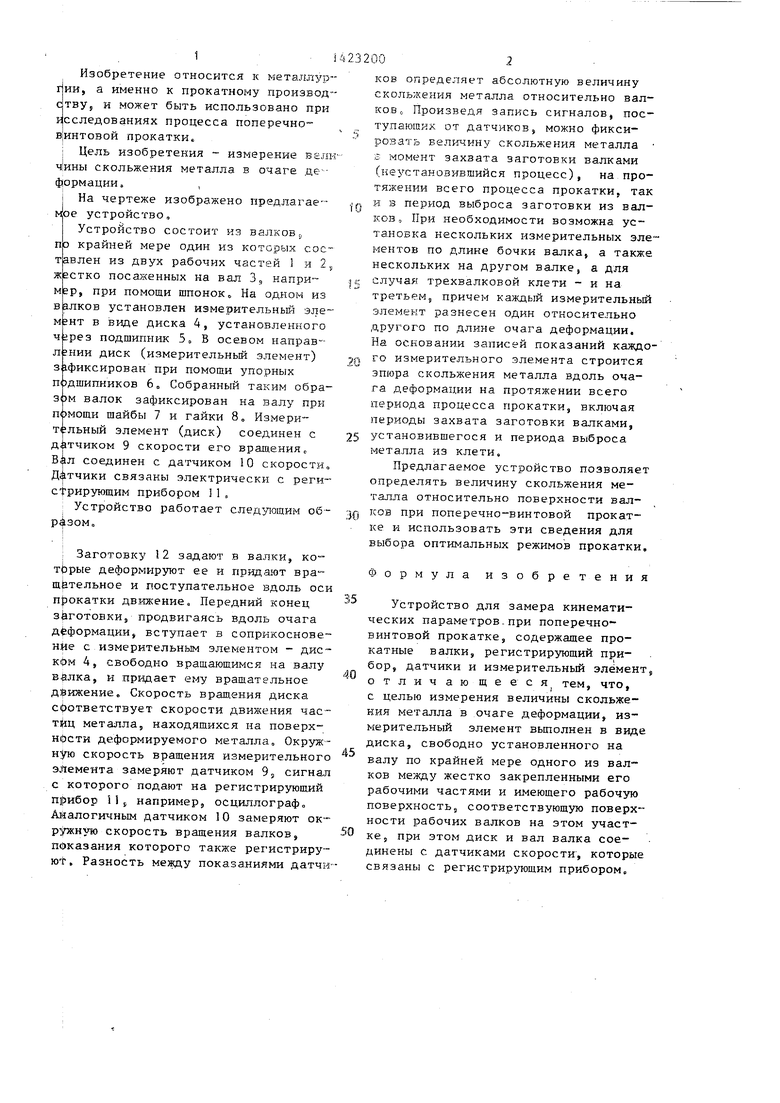
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования процесса поперечно-винтовой прокатки и устройство для его осуществления | 1989 |
|
SU1683833A1 |
| Способ определения скольжения металла при винтовой прокатке | 1990 |
|
SU1761361A1 |
| Способ определения скольжения металла при винтовой прокатке | 1986 |
|
SU1428518A1 |
| Устройство для замера кинематических параметров при поперечно-винтовой прокатке | 1975 |
|
SU530707A1 |
| Способ винтовой прошивки заготовки | 2016 |
|
RU2638468C1 |
| Способ измерения силы и коэффициента трения в очаге деформации при прокатке | 1977 |
|
SU692647A1 |
| СПОСОБ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312722C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Способ контроля профиля валков клети поперечно-винтовой прокатки | 1987 |
|
SU1555006A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |

Изобретение относится к металлургии, конкретно к области прокатного производства, и может быть использовано при исследованиях процесса поперечно-винтовой прокатки. Целью изобретения является измерение величины скольжения металла в очаге деформации. Устройство включает прокатные валки и измерительный злемент в виде диска, свободно установленного на валу по крайней мере одного из валков между жестко закрепленными его рабочими частями и имеющего рабочую поверхность, соответствуюшую поверхности рабочих валков на зтом участке, при этом диск и вал валка соединены с датчиками скорости. 1 ил. (Л
| Способ исследования процесса поперечно-винтовой прокатки | 1980 |
|
SU910240A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для замера кинематических параметров при поперечно-винтовой прокатке | 1975 |
|
SU530707A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
