5 1623
ISD
00 СП
00
10 3
Изобретение относится к обработке металлов давлением, конкретно к прокатному производству, и может быть использовано при исследовании технологических параметров винтовой (косой) прокатки.
Цель изобретения - повышение эффективности определения скольжения металла путем обеспечения определения скольжения в каждом сечении очаг деформации.
На чертеже схематично изображено устройство для реализации способа.
и
Устройство содержит две штанги 1 1 . Штанга 1, расположенная со
;стороны задачи заготовки, состоит и
двух частей 1-1 и 1-2. Часть 1-1 мжет вращаться вокруг своей продоль; ной оси. Передний конец этой части
I штанги оснащен наконечником 2, ис ключающим проскапьзывание штанги от;носительно заднего торца заготовки
|3, задний конец .части штанги соединен с упорным подшипником 4. Передняя часть штанги 1-2 соединена с этим же упорным подшипником, а зад:Няя с гидравлическим цилиндром 5, т.е. часть 1-2 может перемещаться только вдоль оси прокатки. .Таким
;ббразом, штанга 1 может перемещаться вдоль оси прокатки (часть 1-2) и вращаться вокруг своей продольной оси (часть 1-1).
На части 1-1 штанги укреплены датчики 6 частоты вращения, например, фотоэлектрического типа (ПДФ-3), 600 импульсов за один оборот, а часть 1штанги соединена с помощью подвижног токосъемного контакта 7 с датчиком 8 перемещения (пути), вьшолненным, например, в виде планки, составленной из токопроводящих и диэлектрических участков шириной от 1 до 10 мм (в зависимости от необходимой точности измерения перемещения торцов заготовки) . .
Штанга 1 расположена со стороны выхода заготовки из валков и аналогична по конструкции штанге Л. Однако штанга 1 своей частью l -2 соединена с механизмом перемещения (н-апример, с гидравлическим цилинд- ром), позволяющим после прохождения передним торцом заготовки всего очага деформации (от момента захвата до выхода этого торца из валков) ускоренно, со скоростью, например, в 1,1-1,5 раза большей, чем продольная
товки 3 1 и l ,
5
0
5
0
- где г. -
скорость выхода заготовки из валков, отвести штангу 1 от переднего торца заготовки в крайнее правое (по чере тежу) положение и сместить ее в горизонтальной плоскости с оси прокатки влево или вправо от этой оси. Части l -l и I -Z штанги также оснащены датчиками соответственно часtO тоты вращения и перемещения.
Стан оснащен месдозами для измерения силы прокатки, датчиками 9 частоты вращения валков, отметчиком времени.
5 Способ осуществляют следующим . образом.
Нагретую до температуры прокатки заготовку 3 транспортируют к рабочим валкам 10. Перед очагом деформации к переднему и заднему торцам загоподводят наконечники 2 штанг прижимают их и задают заготовку в валки.
При захвате переднего торца заготовки она начинает вращаться и перемещаться вдоль очага деформации.Вместе с заготовкой перемещаются вдоль очага деформации и вращаются вокруг продольной оси щтанги 1 и 1 . При этом датчик 8 перемещения фиксирует перемещение 1 заднего торца заготовки за время сГ - от захвата Лбред- него торца заготовки до выхода из валков ее заднего торца. Конструкция этого датчика йозволяет определить элементарное перемещение &1з (соответствующее ширине: токопроводящего или диэлектрического участка) в течение элементарного промежутка времени т.е. позволяет с высокой
0
5
точностью определить мгновенную скорость bVj перемещения заднего торца заготовки в любом i-м сечении очага деформации
V,
Датчик 6 частоты вращения фиксирует частоту со3 вращения заднего торца заготовки за время t - от захвата переднего торца заготовки до выхода из валков ее заднего торца.
Окружная скорость з,аднего торца заготовки Uj; в любом i-M сечении павна
-
и
31
со,-г;,
радиус заготовки i-M сечении;
iWj - частота,вращения заднего
торца заготовки.
Теоретическая скорость перемещения заготовки в осевом направлении
V
iiDcO
6Г-
где D - диаметр валка;
COft- частота вращения валков в
минуту;
Р - угол подачи валков. Теоретическая скорость перемещения заготовки в тангенциальном направлении
и.
cos
рТогда коэффициент осевого скольжения заднего торца заготовки в i-м сечении очага деформации равен
015
)
коэффициент тангенциального ния заднего торца заготовки же i-M сечении равен
Г} о и
ъ-ТГ-Датчик 8 перемещения фиксирует перемещение „ переднего торца заготовки за время t - от захвата переднего торца заготовки до выхода из валков ее заднего торца. Аналогично, как и в случае фиксирования перемещения датчиком 8, мгновенная скорость перемещения переднего торца заготовки в любом i-м сечении очага деформации
&V,
Окружная скорость переднего торца ; I
и.
заготовки и„; в любом i-м сечении
п.
СО,
где СЭ„ - частота вращения передне го
торца заготовки; г, - радиус заготовки в данном i-M сечении.
428518
Тогда коэффициент осевого скольжения 1ог переднего торца заготовки в
10
15
20
25
30
35
40
45
50
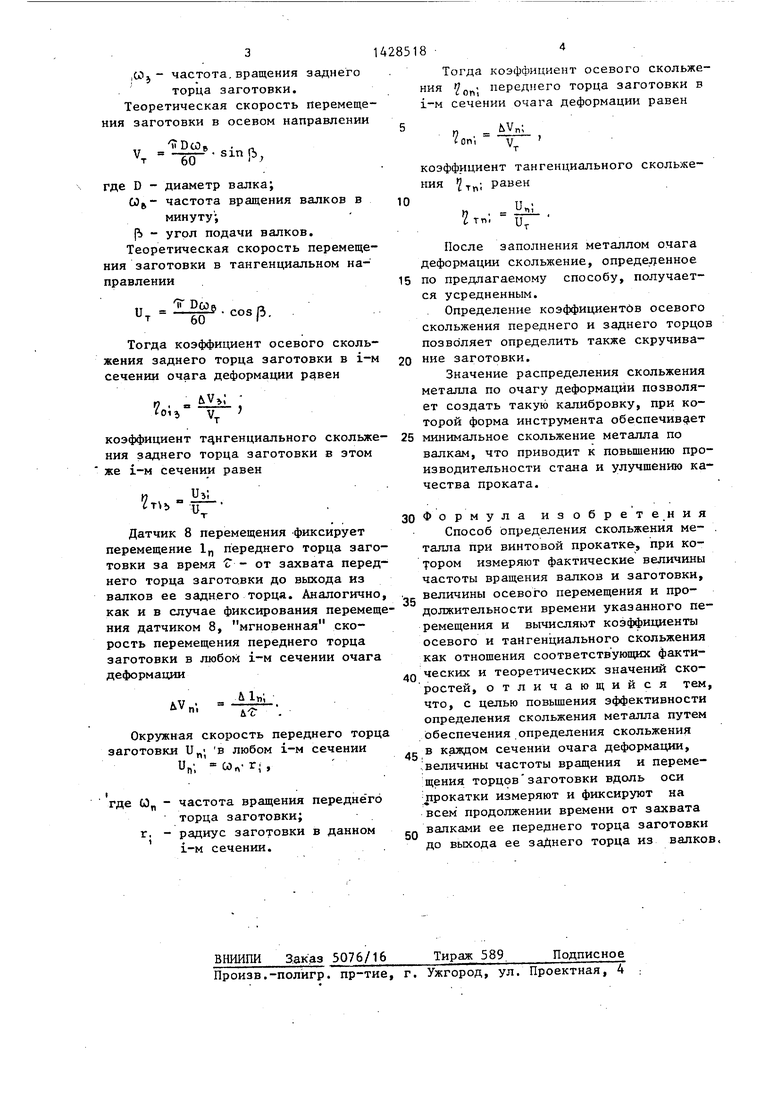
i-M сечении очага деформации равен
- п AbL
t On i V т
коэффициент тангенциального скольжения ; равен
п , nL.
i ТП, UT
После заполнения металлом очага деформации скольжение, опреде.ценное по предлагаемому способу, получается усредненным.
Определение коэффициентов осевого скольжения переднего и заднего торцов позволяет определить также скручивание заготовки.
Значение распределения скольжения металла по очагу деформации позволяет создать такую калибровку, при которой форма инструмента обеспечивает минимальное скольжение металла по валкам, что приводит к повьшению производительности стана и улучшению качества проката.
Формула изобретения
Способ определения скольжения ме- . таяла при винтовой прокатке, при ко- трором измеряют фактические величины частоты вращения валков и заготовки, величины осевого перемещения и продолжительности времени указанного перемещения и вычисляют коэффициенты осевого и тангенциального скольжения как отношения соответствующих фактических и теоретических значений скоростей, отличающийся тем, что, с целью повьш1ения эффективности определения скольжения металла путем обеспечения определения скольжения в каждом сечений очага деформации, величины частоты вращения и переме- щения торцов заготовки вдоль оси прокатки измеряют и фиксируют на всем продолжении времени от захвата валками ее переднего торца заготовки до выхода ее заднего торца из валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения скольжения металла при винтовой прокатке | 1990 |
|
SU1761361A1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| Способ исследования процесса поперечно-винтовой прокатки и устройство для его осуществления | 1989 |
|
SU1683833A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ | 2015 |
|
RU2590437C1 |
| Валок для винтовой прокатки труб | 1981 |
|
SU973200A1 |
| Способ винтовой прошивки заготовки | 2016 |
|
RU2638468C1 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
| Способ определения коэффициента внешнего трения при прокатке и образец для его осуществления | 1977 |
|
SU741969A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
Изобретение относится к обработ- ке металлов давлением и может быть использовано при исследовании техноi логических параметров винтовой прокатки. Цель - повьпнение эффективности определения скольжения металла по винтовой прокатке. Измеряют величину частоты вращения валков и торцов прокатываемой заготовки датчиком частоты вращения 6. Измеряют величину перемещения торцов заготовки вдоль оси прокатки в течение всего времени от захйата валками переднего торца заготовки до выхода заднего из валков с помощью датчика перемещения 8. Затем производят вычисления коэффициентов осевого и тангенциального скольжения как отношения со.ответст- вующих фактических и теоретических значений скоростей. Определение величины распределения скольжения металла по очагу деформации позволяет создать инструмент с рабочей поверхностью, которая обеспечивает минимальное течение металла по валкам. Это повысит производительность и качество проката. 1 ил. (Л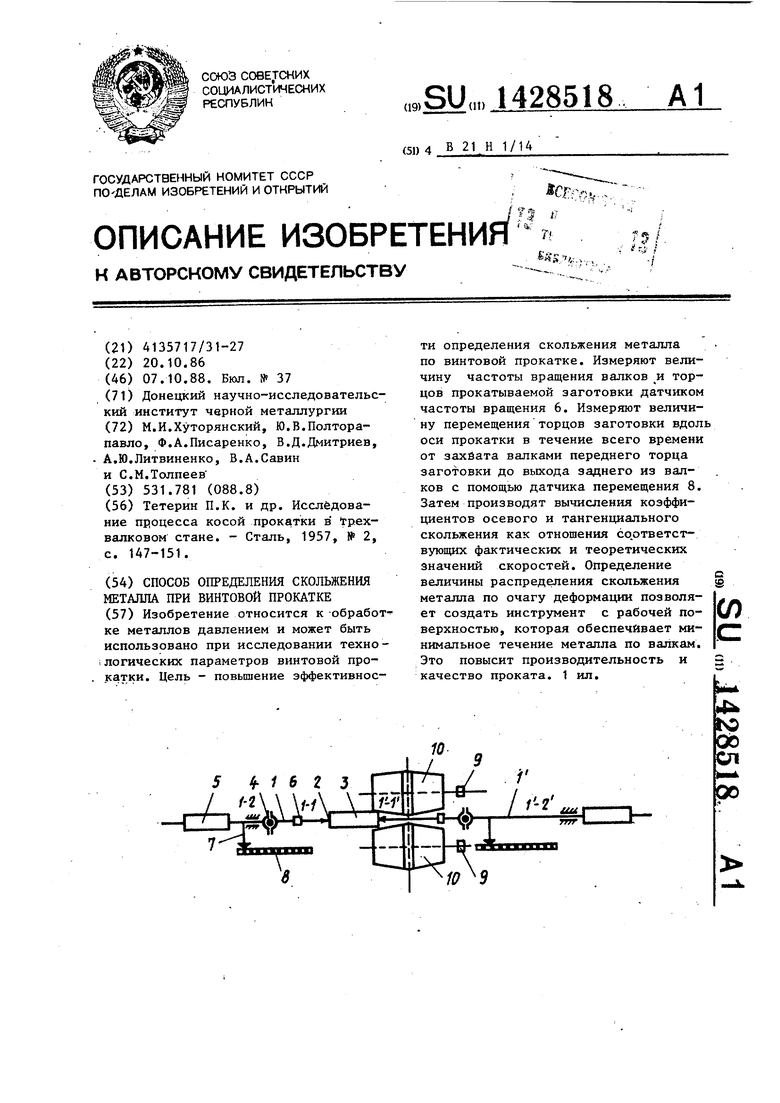
| Тетерин П.К | |||
| и др | |||
| Исследование процесса косой прокатки в грех- валковом стане | |||
| - Сталь, 1957, № 2, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
