ю со ISD
со оо
Г
44
CfJuS.I
Изобретение относится к обработке ме- taллoв давлением, а именно к способам Получения коротких тел вращения малого Диаметра на стенах винтовой прокатки, и может быть использовано для получе- 1|)ия шаров.
Цель изобретения - повышение производительности и точности прокатки.
На фиг. 1 изображено положение заготовки и проволоки в момент захвата заготовки валками; на фиг..2 - положение заготовки и проволоки во время прокатки.
Способ осуществляется следующим образом.
Проволоку 1 разматывают из бунта 2 разматывателем 3, правят в правильной мащине 4 и режут на прутки 5 ножницами 6. Во время подачи и правки проволока перемещает в вводном желобе 7 своим торцом 8 пруток к валкам 9. После захвата прутка валками ввиду того, что линейная скорость прокатки vi больше, чем скорость правки и подачи проволоки V2, заготовка начинает вращаться и перемещаться быстрее чем проволока. В результате между ними образуется зазор Д, максимальная величина которого не должна превышать половины долины валка, что обеспечивается, если С|корости v и U2 различаются на величину, определяемую из выражения
u.v,.
где Д и разность между линейной скоростью прокатки и скоростью правки и подачи проволоки; - длина валка; L - длина заготовки; V| - линейная скорость прокатки. Пример. Для холодной прокатки шаров 2)7,9 мм из проволоки 07,3 мм, поставляемой в бу1ггах, используют валки длиной 120 мм. Осевая скорость винтовой прокатки У при частоте вращения валков 125 об/ /:лин составляет 5 м/мин.
I После установки бунта на разматы- вЬтель конец проволоки задается в пра5
вильную машину, которая осуществляет правку и подает проволоку в ножницы и вводной желоб стана. Ножницы отрезают 3 м заготовки, которая торцом проволоки подается по вводному желобу в валки стана. Скорость правки и подачи проволоки, а- значит и заготовки отличается от осевой скорости прокатки на величину, определяемую по указанному выше выражению, т.е. находится в пределах 4,9-5 м/мин.
0 После захвата заготовки валками начинается винтовая прокатка, сопровождаемая вращением заготовки и одновременным ее перемещением со скоростью 5 м/мин, что приводит к образованию между заготовкой и проволокой переменного зазора, величина которого в конце прокатки составляет О-60 мм, что не превыщает половины длины валка.
По сравнению с известным рещением изобретение позволяет осуществлять непре0 рывную винтовую прокатку коротких тел вращения малого диаметра, что приводит к повышению производительности процесса прокатки.
Формула изобретения
Способ производства коротких тел вращения малого диаметра, включающий разматывание бунта проволоки, ее правку и резку на заготовки, осевую подачу в валки и винтовую прокатку щтучных заготовок, отличающийся тем, что, с целью повышения производительности и точности прокатки, подачу заготовки в валки осуществляют торцовой частью проволоки бунта до захвата ее валками со скоростью, определяемой зависимостью
,
где &V - разность между линейной скоростью прокатки и подачи проволоки; 0 1 - длина валка;
L. - длина заготовки;
v - линейная скорость прокатки.
0
5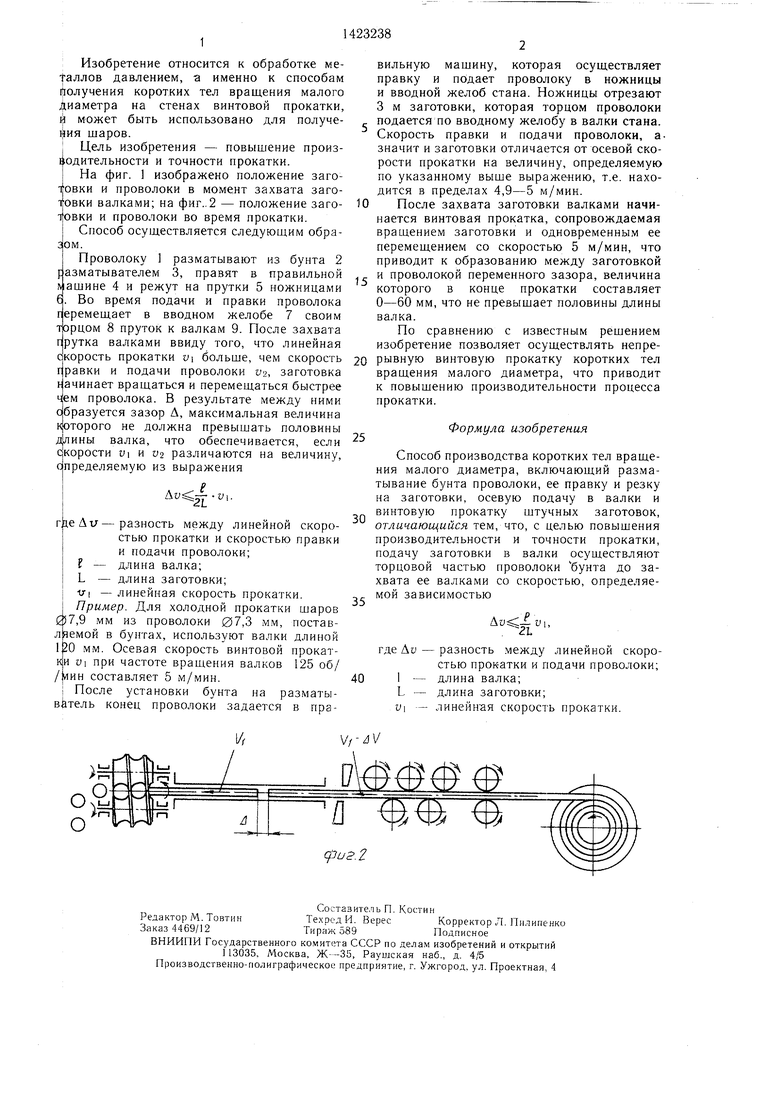
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЗАГРУЗОЧНЫЙ УЧАСТОК СТАНА БЕСКОНЕЧНОЙ ПРОКАТКИ | 1973 |
|
SU371985A1 |
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
Изобретение относится к обработке металлов давлением, а именно к производству коротки.ч тел вращения малого диаметра на станах винтовой прокатки, и м.б. использовано для получения щаров. Цель - повышение производительности прокатки. Проволока 1 разматывается из бунта 2 разматывателем 3. Затем ее правят в правильной .машине 4. Режут на заготовки 5 ножницами 6. При подаче и правке проволока перемещается по вводному желобу 7. Торцом 8 проволоки 1 заготовка 5 подается к валкам 9 стана. После захвата заготовки 5 валками 9 она начинает вращаться и перемещаться быстрее, чем проволока, ввиду того, что линейная скоорость прокатки Ui больше скорости подачи проволоки U l. Величина разности скоростей Ди определяется зависимостью v i/2L-v. где 1 - длина валка; L - длина заготовки. 2 ил. (О (Я С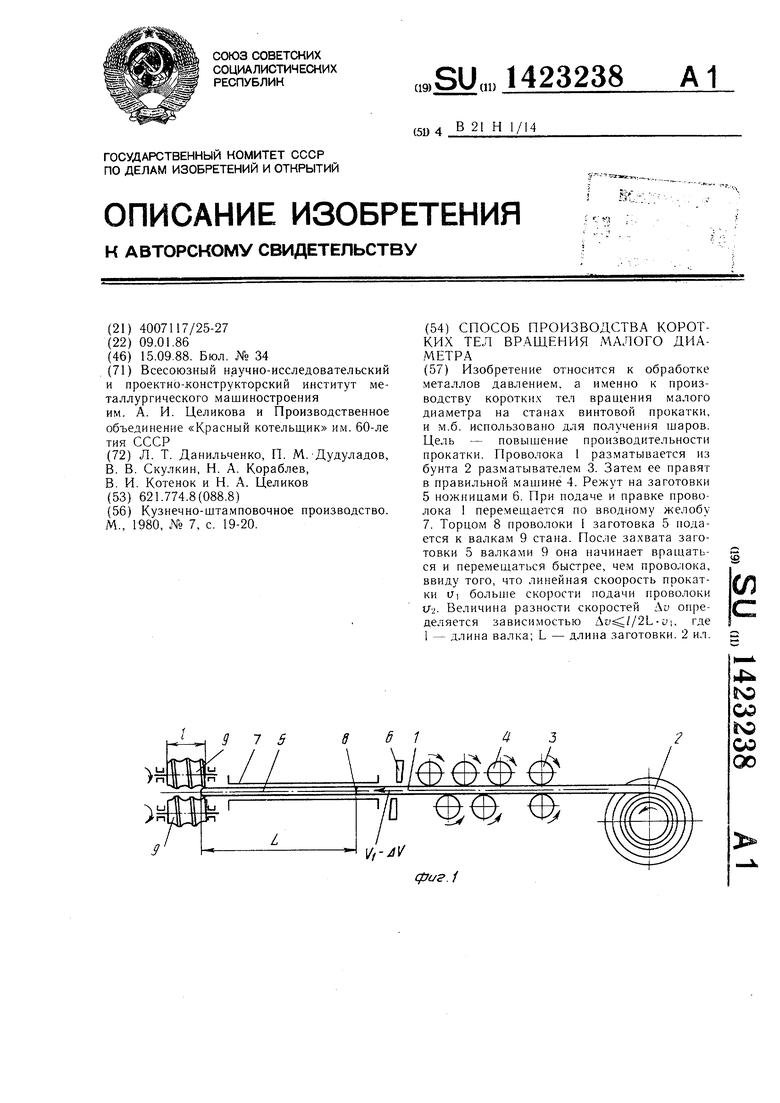
О
| Кузнечно-штамповочное производство | |||
| М., 1980, № 7, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
