я,
(Л
сд
Од
сд
Rj

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ плоскостной заточки сверл | 1988 |
|
SU1583264A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Устройство для заточки спиральных сверл | 1984 |
|
SU1237386A1 |
| Спиральное сверло | 1987 |
|
SU1668053A1 |
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано при заточке двухзубых сверл, конических зенковок, резцов для торцовых канавок углового профиля, сверл одностороннего резания и др. инструментов, образующих поверхности резания в виде конуса или близких к нему поверхностей. Цель изобретения - повышение качества заточки. На задней поверхности сверла формируют плоскости 2 и 3 заточки. Третья плоскость 4 заточки формируется после поворота сверла в осевой плоскости, проходящей через периферийную точку 6 главной режущей кромки, в направлении, противоположном повороту в осевой плоскости перед формированием первой плоскости 2 заточки на угол Δφ (2), и наклона сверла относительно линии пересечения третьей плоскости 4 с осевой плоскостью на угол ΔΑN(2) . Углы Δφ (2) и ΔαN(2) определяются расчетным путем. Способ обеспечивает получение двухзубых сверл, предназначенных для обработки высокопрочных труднообрабатываемых материалов. 7 ил.
Фиг. 1
Изобретение относится к станкос роению, касается изготовления режущего инструмента и может быть иссюльзованО при заточке двухзубых свер;|. конических замкоЕ ых резцов для торцовых канавок углово1Ч) профиля, сверл одностороннего резания и других инструментов, образующих поверхности резания в виде конуса или близких к нему новерхностей.
Цель изобретения - 1овын1ение качества заточки.
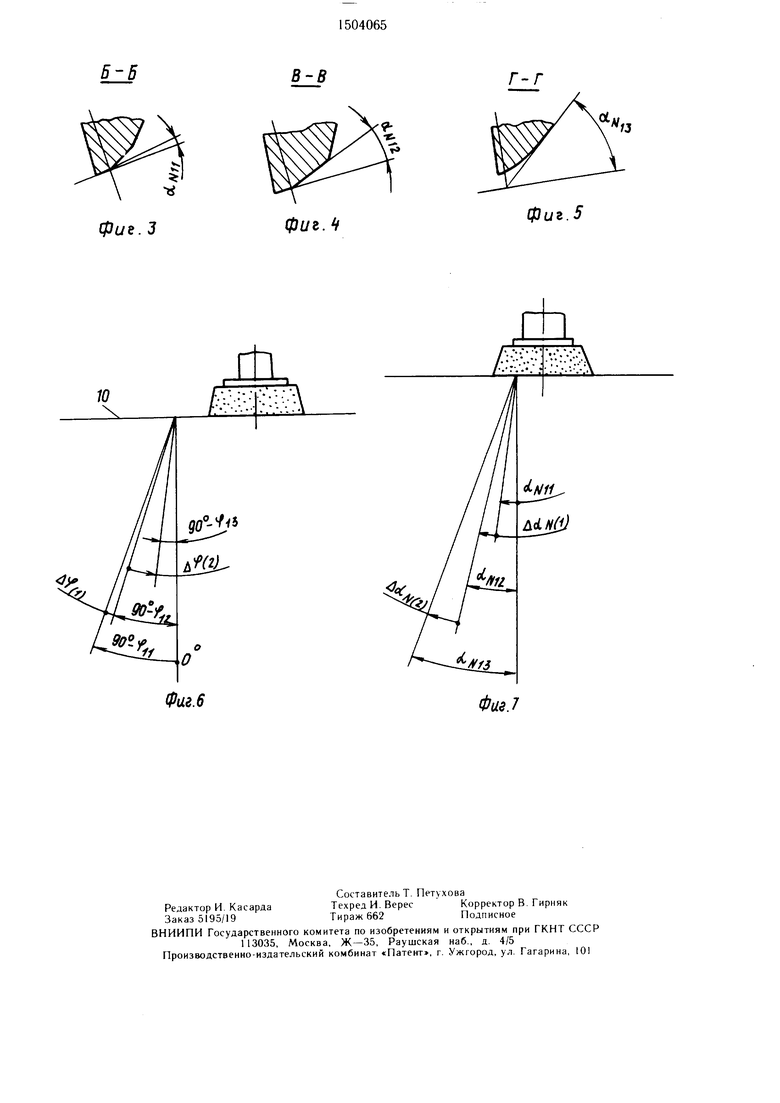
На фиг. 1 показана режущая часть двухперового сверла с заточкой ютрем ii.-ioc- костям, вид с торца; на фиг. 2 вид А на фиг. 1; на фиг. 3 - сечение Б--Б на фиг. 2; на фиг. 4 - сечение В -В на фиг. 2; на фиг. 5 - сечение Г Г на фиг. 2; на фиг. 6 схема поворотов оси заточной головки в горизонтальной плоскости по отношению к рабочей нлоскости чашечного шлифовальною круга; на фиг. 7 схема наклонов оси заточной оловки в вертикальной плоскости по отношению к рабочей нлоскости чашечного шлифовального круга.
Режущая часть двухнерового сверла, но. Н ченная с помона ю предлагаемого способа, содержит (фиг. 1) главную режущую кромку 1 и примыкающие к ней первую плоскость 2 заточки, вторую н. юскость 3 заточки и третью кпоскость 4 заточкп. Осевая плоскость 5 проходит через периферийную точку 6 г.1авной режущей кромки 1. Тонкими линиями с прилегающей к ним нггри- ховкой показано торцовое сечение сверла плоскостью, проходящей через периферийную точку 6 главной режущей кромки. На фиг. 2 ноказаны прямые 7-9, образованные нересечением соответс венно первой, второй и третьей плоскостей с осевой плоскостью 5, и углы в плане , (ji, цмз прямых 7-9 соответственно.
Нос.че формирования первой плоскости 2 заточки производят расчет углов поворота Лф(1) и наклона Aa,j(i) сверла для (образования второй нлоскости
I ( II ч 12 Чи - t /g X X I, 6axs- q4i -feij
IJ -В Я« 1 I OStl:;
A 12 V 1 (,..
At + ki,}t( |,,
В
Лац|) ац12 -a«ii arc/ f X
X
.s ( 11 - /f ij
-n;,s(| IJ;-- -XMI I,
Ar --Btgam -CO.SH
где fei2 - отношение расстояния (ri) от оси сверла до точки на линии пересечения второй и третьей плоскостей задней поверхности, че(1.4 которую проходит контур TOpnOBOI O
5
сечения сверла плоскостью, проходящей через периферийную точку лавиой режущей кромки, измеренное в направлении, параллельном линии пересечения указанной плоскости с осевой плоскостью, к радиусу окружности поверхности резания, образованной этой периферийной точкой. (,5-Ю,7); отношение измеренного в направлении, перпендикулярном осевой плоскости, расстояния (R) от точки на линии пересечения второй и третьей нлоскостей заточки, или от точки на линии пересечения третьей плоскости заточки с поверхностью стружечной канавки, через которые проходит контур торцового сечения сверла плоскостью, проходящей через периферийную точку главной режущей кромки, до точки па окружности поверхности резания, образованной этой периферийной точкой, к радиусу указанной окруж1{ости;
- расчетные задние углы соответственно на первой и второй плоскостях задней поверхности сверла, измеренные по нормали к линиям пересечения этих плоскостей с осевой плоскостью.
Запем сверло поворачивают в осевой 0 плоскости 5 на угол (i) (относительно горизонтальной оси 10 приспособлепия) и наклоняют на угол Aa(i ) относительно линии 8 пересечения второй плоскости 3 заточки с осевой плоскостью 5 (наклопяют ось заточной го. ювки приспособления в вертикальной 5 плоскости). Вводят сверло в контакт с заточным кругом и образуют на задней новерх- ности сверла вторую н. юскость 3 заточки. Затем сверло вновь отводя от круга. Параметры заточки третьей плоскости 4 0 определяют по формулам
0
«и 5 otM
Аф(2)((12 -ф|..
(vl-/eti
f -
+ arctg | -)+k,tSц
а. где A(|i(i)
III , Аац-) о(1.5 -owi2,
ctiii агс1((,-сощ ц), „,..„ .
,:.
угол поворота сверла в осевой плоскости для заточки третьей плоскости;
отноп1ение расстояния от оси сверла до точки на линии пересечения третьей плоскости задней поверхности с поверхностью стружечной канавки, через которую проходит контур торцового сечения сверла плоскостью, проходящей периферийную точку главной режущей кромки, измеренное в направлении, параллельном линии пересечения указанной плоскости с осевой плоскостью, к радиусу окружности поверхности резания, образованной периферийной точкой главной режуи1ей кромки (для двухзубых сверл 1,);
Да(з - угол наклона сверла вокруг линии пересечения третьей плоскости заточки с осевой плоскостью сверла.
а«1з - расчетный задний угол на третьей плоскости задней поверхности сверла, измеренный по нормали к линии пересечения этой плоскости с осевой плоскостью.
Сверло поворачивают в осевой плоскости в направлении, противоположном повороту перед формированием первой плоскости на угол А(({2), наклоняют на угол Асх«( относительно линии 9 пересечения третьей плоскости 4 заточки с осевой плоскостью 5 (наклоняют ось заточной головки в вертикальной плоскости), вводят сверло в контакт со шлифовальпы.м кругом и образуют третью плоскость 4 задней поверхности сверла.
Заточка режущего инструмента по трем плоскостям, а при необходимости и по большему количеству плоскостей, заключается в повторении указанного алгоритма действий и не представляет технических трудностей.
5
0
5
0
5
Использование изобретения обеспечивает возможность получения двухзуб1 1х свер.-, предназначенных для обработки высокопрочных труднообрабатываемых материалов.
Формула изобретения
Способ плоскостной заточки сверл, при котором проходящую через периферийную точку главной режущей кромки осевую n, ioc- кость сверла устанавливают параллельно или перпе}|дикулярно плоскости стола заточного станка, ориентируют сверло путем его поворота в осевой плоскости и вокруг прямой, образованной пересечением осевой плоскости и плоскости задней поверхности, вводят сверло в контакт со пктифовальным кругом и формируют первую плоскость, затем повторяют ориентацию сверла и формируют на задней поверхности сверла вторую плоскость, отличающийся тем, что, с целью повышения качества заточки, на задней поверхности сверла дополнительно формируют третью плоскость, при этом сверло поворачивают в осевой плоскости в направлении, противоположном повороту его в этой плоскости при формировании первой п,юс- кости, на угол Aq:(a)q:i2 -Ч i.i, где и (| 1.) - расчетные углы в плане между осью сверла и линиями пересечения соответственно второй и третье) плоскостей сверла с осевой плоскостью, и затем наклоняют сверло относительно линии пересечения третьей плоскости с осевой п.чос- костью сверла на угол .а.и( a., где и (х«|з - расчетные задние углы соответственно на второй и третьей плоскостях задней поверхности сверла, измеренные по нормали к линиям пересечения этих плоскостей с осевой плоскостью сверла.
Б-В
В-В
Фие. 3
фиг.
г-г
Фиг.5
Физ.7
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
