Ва А
го
00
со СП
риг.2
Изобретение относится к обработке мате;.;-иалов резанием и касается заточки .режущего инструмента.
Цель изобретения расишрение тех i нологических возможностей путем обес печения заточки криволинейных вспо- могательнь к задних поверхностей от- резньпс резцов
|. -
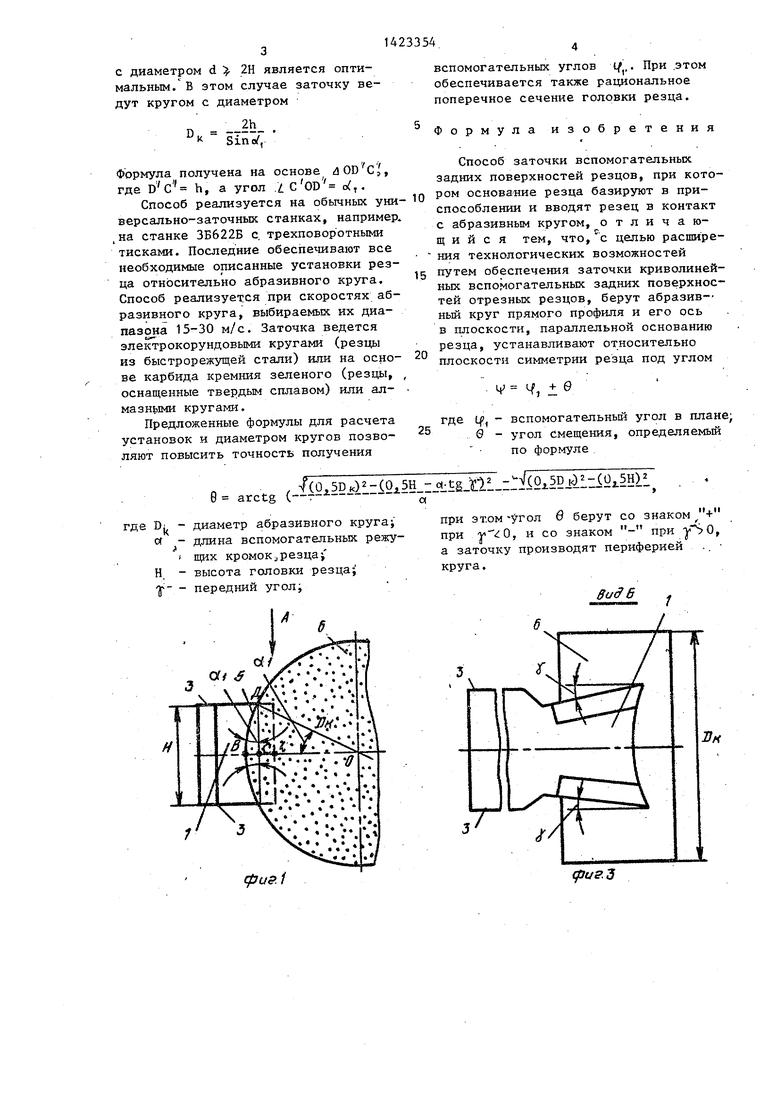
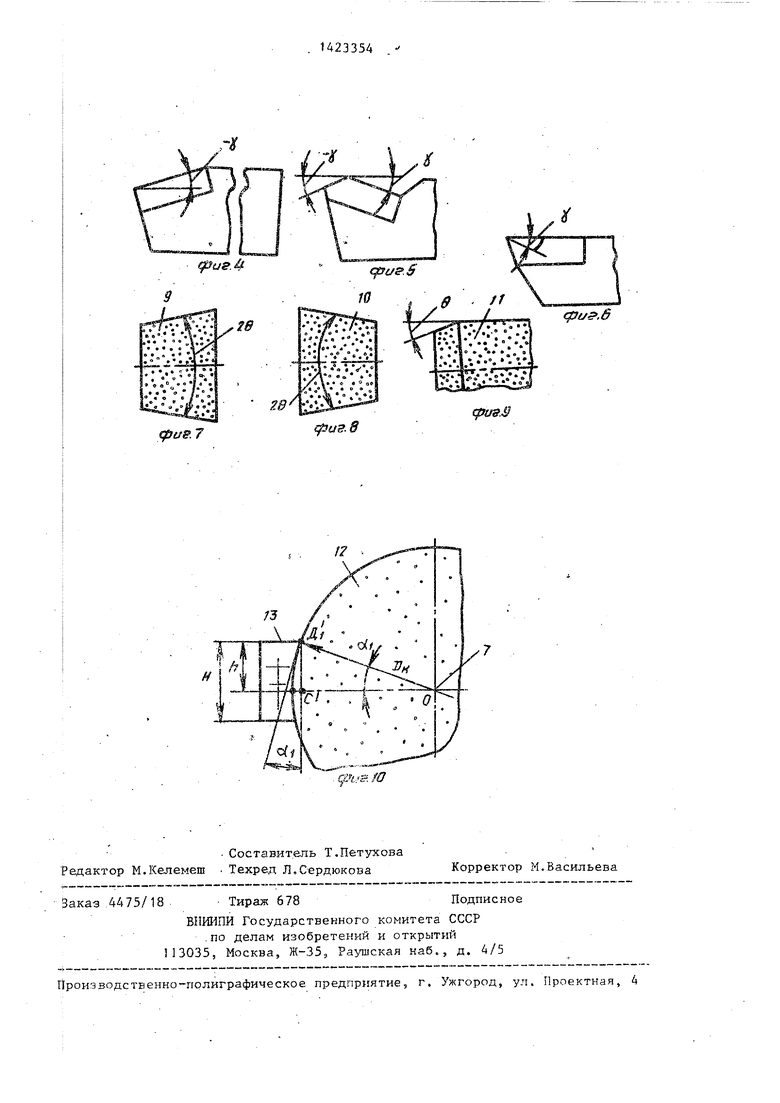
На фиг. 1 представлена схема заточки задней вспомогательной поверхности резца с двусторонним расположением режущих элементовI на фиг.2.,- вид А на фиг, t; на фиг, 3 - вид на фиг. 2; на фиг. 4 - резец с отрицательным передним углом ка фиг. 5 - резец с двойной передней поверхностью на фиг. 6 - резец С канавкой на передней поверхности; на фиг. 7 - аб- разивный круг с прямой конусностью; на фиг. 8 - абразивный круг с обратной конусностью на фиг. 9 абразив- ньш круг с домбинн1эованкой наружной поверхностью; на фиг. 10 заточка вспомогатех:ьиой задней поверхности
резца с односторонним расположением режущих элементов.
Затачиваемый отрезной резец содержит головку 1 с двусторонним распо- ложекием режущих элементов и держав- ку 2, имеющуго основание 3. Плоскость симметрии резца обозначена цoзициeй4
При заточке вспомогательных задних поверхностей 5 абразивный круг плоского прямого профиля подают на резец (показано на фиг. 2 стрелкой) и устанавливают его перед подачей так, чтобы его ось 7 в плоскости, па-- раллельной основанию 3 образовывала угол ( с плоскостью симметр.ии 4 резца, равньй ,
W (J д
г -
де
1
е
вспомогательный угол в плане;
- угол , принимаемый со знаком если передний угол О, и со знаком ,+, если 0. Угол & определяется по формуле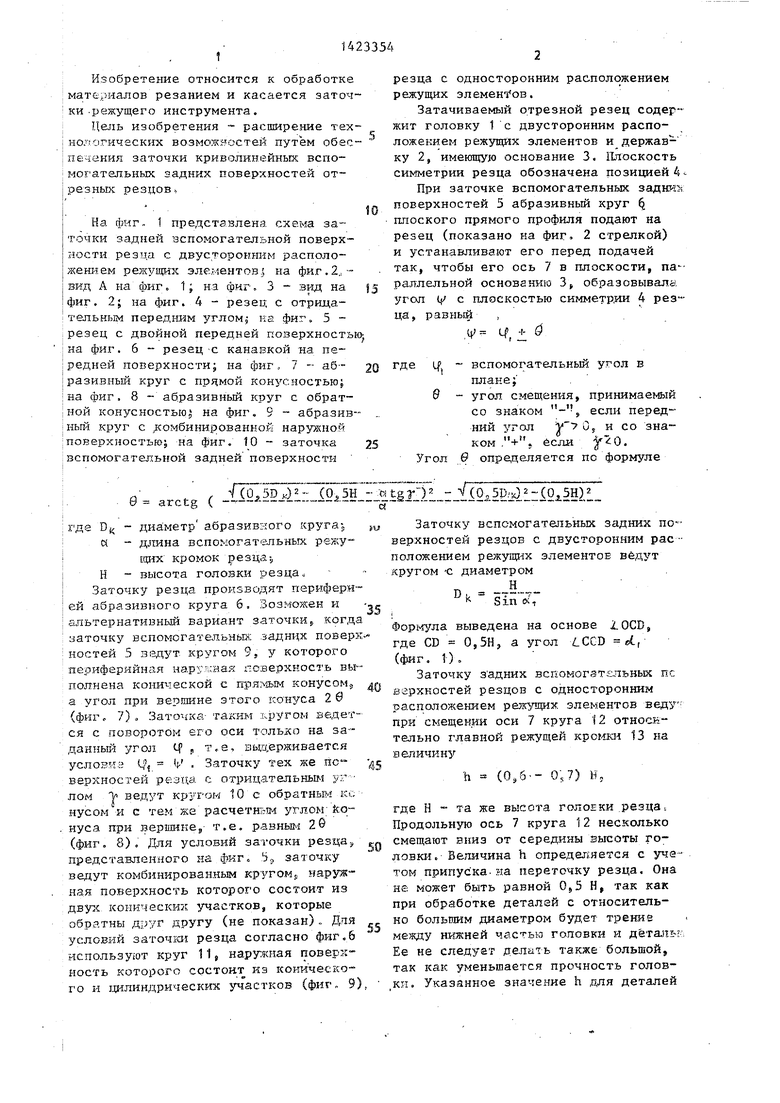
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки резцов по цилиндрическим поверхностям | 1986 |
|
SU1662814A1 |
| Борштанга | 1984 |
|
SU1371790A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Способ заточки задних поверхностей и радиуса при вершине прорезных резцов | 1987 |
|
SU1468721A1 |
| Способ изготовления зуборезного инструмента | 1990 |
|
SU1797532A3 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Способ заточки отрезного резца | 1957 |
|
SU116423A1 |
| ГРАВЕРНЫЙ РЕЗЕЦ | 2008 |
|
RU2399463C2 |
| Резец для разрезки деталей, способ изготовления резца для разрезки деталей и устройство для изготовления резца для разрезки деталей (его варианты) | 1985 |
|
SU1377170A1 |
| Резец | 1985 |
|
SU1311856A1 |
Изобретение относится к области обработки материалов резанием и касается заточки режущего инструмента. Цель изобретения - расширение техно0 arctg (0,5D)2-(J,5H - a-tg где D) - диаметр абразивного круга, а - длина вспомогательных режущих кромок резца, Н - высота головки резлогических возможностей путем обес- печения заточки криволинейных вспомогательных задних поверхностей отрезных резцов. Затачива1емый отрезной резец- содержит головку 1 с двусторонним расположением режущих элементов. Основание резца базируют в приспособлении. Перед заточкой абразивный круг 6 плоского прямого профиля устанавливают .таким образом, чтобы его ось 7 в плоскости, параллельной основанию, образовъгаала угол У с плоскостью симметрии 4 резца V ± д, где вспомогательный угол в ппане-, б, - угол смещения, принимаемьт со знаком + при С и со знаком - при , угол 0 определяется по фор-S муле j.-)2 - |(J,5D) - (0,5Н)2 :а, да. Заточку производят периферией абразивного круга-6. 10 ил. (Л с
0 arctg (
iIo 5Dj4i:: lb 5H3j itsr:)()i::(
где D( а
Н
-диаметр абразивного круга-;
-длшна вспомогательньк ренсу- Eojix кромок резца:,
-высота голозки )резца.
I Заточку резца производят перифери™ ;ей абразивного круга 6. Возможен и альтернативный вариант заточки., когда заточку вспомогательньк поверк : ностей 5 зедз Т кругом 9, у которого периферийная наружная поверхность выполнена конической с конусом, а угол при вершине этого ко нуса 20 (фиг, 7)о Заточка- таким кругом ведется с поворотом его оси только на заданный угол (1 р т..е, ввдаерживается условкэ Ц ф , Заточку тех же пс верхностей резттд с отрицательным углом ведут кругом 10 с обратным ко нусом и с тем же расчетным углом;fee- нуса при вершине - т.е. равньм 2© (фиг. 8). Для условий заточки резца., представленного на фиг. 5,, заточку ведут комбинированным кругом, наружная поверхность которого состоит из двузс коническик участков, которые обратны друг другу (не показан), Для условий заточЕа; резца согласно фиг.б используют круг 11, нару:кная поверз:- йость которого состоит из конического и тдалиндрических участков (фиг, 9)
Заточку вспомогательных задник поверхностей резцов с двусторонним рас положением режущих элементов ведут кругом -с диаметром
Н
D
Sin (x l
Формула выведена на основе 10CD, где CD 0,5Н, а угол i.CCD «i, (фиг. 1).
Заточку з адних вспомогзтельнызс пс верхностей резцов с односторонним расположением режущих элементов веду- при смещении оси 7 круга 12 относительно г лавной режущей кромки 13 ка величину
h (0,6-- O s) Н,
где Н - та же высота ГОЛОЕКИ .резца Продольную ось 7 круга 12 несколько смещают вниз от середины высоты головки. Величина h опредехшется с учетом припус ка. на переточку резца. Она не может быть равной Н, так как при обработке деталей с относительно большим диаметром будет трение между нргжней частью головкн и , Ее не следует делать также большой, так Kasc уменьшается прочность головки. Указанное значение h рдя деталей
с диаметром d 2Н является оптимальным. В этом случае заточку ведут кругом с диаметром
D . х Sino,.
Формула получена на основе dOD c,, где D C h, а угол .с ов о,.
Способ реализуется на обычных универсально-заточных станках, например , на станке ЗБ622Б с, трехповоротными тисками. Последние обеспечивают все необходи1 п 1е описанные установки резца относительно абразивного круга. Способ реализуется при скоростях абразивного круга, выбираемых их диапазона 15-30 м/с. Заточка ведется электрокорундовыми кругами (резцы из быстрорежущей стали) или на основе карбида кремния зеленого (резцы, оснащенные твердым сплавом) или ал- мазньми кругами.
Предложенные формулы для расчета установок и диаметром кругов позволяют повысить точность получения
, ()2-( - cl:ts r) I-i Oi5Di4ii(Oi5H)i Ь arctg (-T--
где Dj - диаметр абразивного круга;
cf - длина вспомогательных режу щих кромок резца Н, - высота головки резца у- - передний угол
при этом -угол б берут со зн при , и со знаком - п а заточку производят перифер круга.
fft/i S
Of/
-.- . ff
(fjtjff.f
вспомогательных углов L( . При .этом обеспечивается также рациональное поперечное сечение головки резца.
Формула изобретения
Способ заточки вспомогательных задних поверхностей резцов, при кото- ром основание резца базируют в приспособлении и вводят резец в контакт с абразивным кругом, отличающийся тем, что, с целью расшире- ния технологических возможностей путем обеспечения заточки криволинейных вспомогательных задних поверхностей отрезных резцов, берут абразив-- ный круг прямого профиля и его ось в плоскости, параллельной основанию резца, устанавливают относительно плоскости симметрии резца под углом
Ц , ± б
где Lf, - зспомогательньп угол в плане; 0 - угол смещения, определяемый по формуле
при этом -угол б берут со знаком / + при , и со знаком - при ySo, а заточку производят периферией .. круга.
fft/i S
iT
дэиг.З
7
cpu.8
17
gjii9.S
тм/17
| Каратыгин A.M | |||
| и др. | |||
| Заточка и доводка инструмента | |||
| М.: Машиностроение, 1977, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| ° | |||
