Известны способы сборки литейных полуформ с применением опок, центрирующихся между собой при помопди штырей. Однако использование известных способов требует применения ручного труда и длительного времени сборки.
Особенность изобретенного способа заключается в том, что, с целью увеличения производительности, устранения ручного труда и повышения точности сборки литейных полуформ, применяют автоматически действующие механизмы, осуществляющие центрирование полуформ в горизонтальной и вертикальной плоскостях и сборку их перед заливкой.
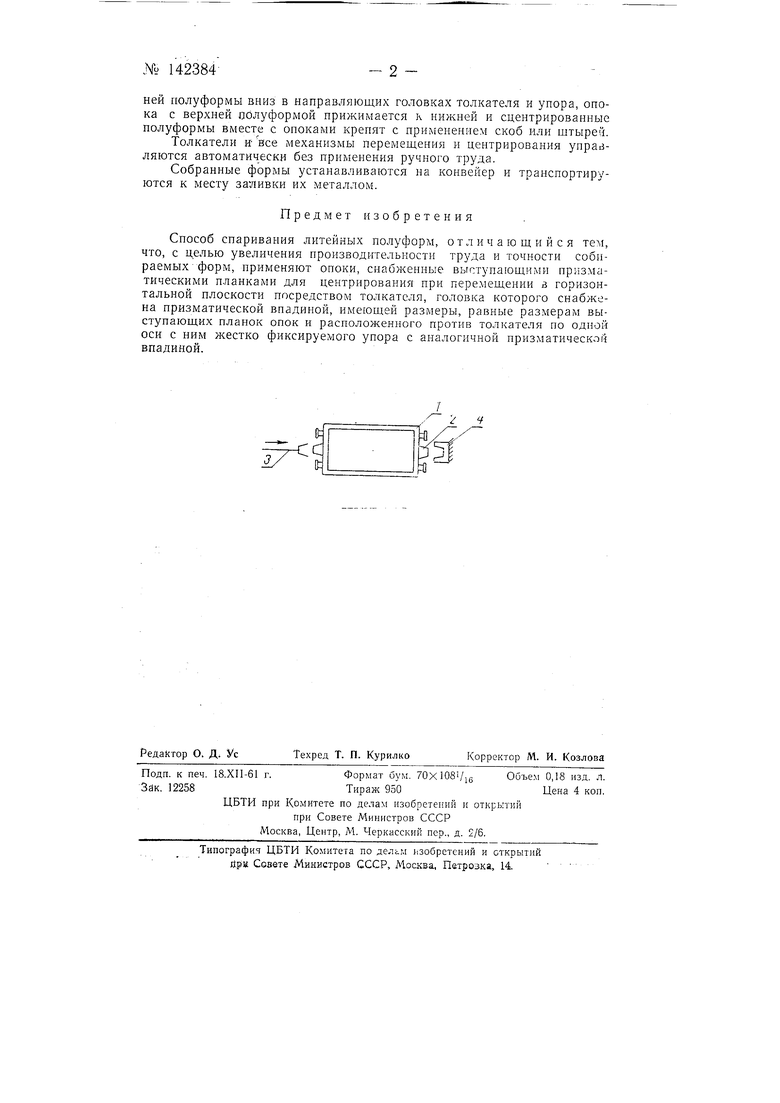
На чертеже приведена схема устройства, при помощи которого осуществляют центрирование и сборку опок с верхней и нижней полуформами.
В применяемом устройстве при центрировании опок / с наличием у них точно обработанных выступов 2 используют перемещающийся толкатель 3 и неподвижный, жестко фиксируемый упор 4. На головке толкателя сделана призматическая впадина, имеющая размеры, равные размерам выступов (планок) опок. Жесткий упор также имеет впадину, в которую входит выступ опоки, центрирующий ее в горизонтальной плоскости. Точная обработка выступов опоки производится в зависимости от конструкции перемещающегося толкателя и неподвижной базы.
Сущность описываемого способа заключается в том, что сборку и центрирование заформованных в опоках литейных полуформ осуществляют при горизонтальном перемещении верхней и нижней полуформ при помощи самоцентрирующегося толкателя и неподвижного жестко закрепленного упора. Затем обе опоки центрируются относительно вертикальной направляющей. После этого производят перемещение верхней полуформы вниз в направляющих головках толкателя и упора, опока с верхней оолуформой прижимается к нижней и сцентрированные полуформы вместе с опоками крепят с применением скоб или штырей.
Толкатели ивсе механизмы перемещения и пентрирования управляются автоматически без применения ручного труда.
Собранные формы устанавливаются на конвейер и транспортируются к месту заливки их металлом.
Предмет изобретения
Способ спаривания литейных полуформ, отличающийся тем, что, с целью увеличения производительности труда и точности собираемых форм, применяют опоки, снабжеппые выступающими призматическими планками для центрирования при перемещении в горизонтальной плоскости посредством толкателя, головка которого снабжена призматической впадпной, имеющей размеры, равные размерам выступающих планок опок и расположенного против толкателя по одной оси с ним жестко фиксируемого упора с аналогичной призматической впадиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ОПОК В ВЕРТИКАЛЬНОЙ СТОПКЕ | 1992 |
|
RU2060856C1 |
| Устройство для сборки форм | 1979 |
|
SU854585A1 |
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматическая литейная линия | 1982 |
|
SU1058713A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
