0U9.2
j Изобретение относится к прокат- jному производству, конкретно к произ jBOActBy тонких листов и полос на ста нах горячей прокатки,
Цель изобретения - улучшение плос |костности готового проката за счет предотвращения накопления неравномер Iности деформаций по длине и ширине |по ходу прокатки.
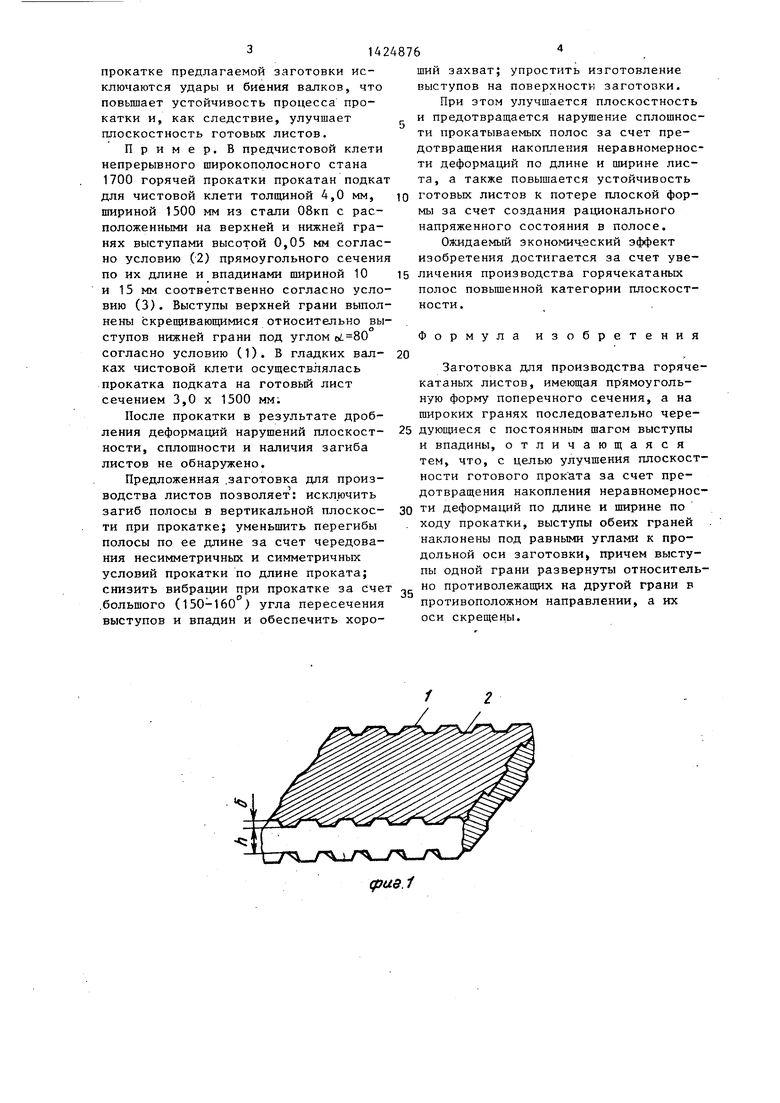
i На фиг. 1 изображена заготовка с чередующимися выступами и впадинами на широких гранях; на фиг. 2 - схема дробления объема прокатанного листа на лока,пьные участки с разным уровнем деформаций.
Заготовка для производства листов |вьтолнена в форме полосы шириной В I с расположенными на широких гранях с постоянным шагом выступами 1 высотой }R равного сечения по их длине и впа- 1 динами 2 шириной а и b соответственно (Причем выступы верхней грани вьтолне Iны скрещивающимися относительно вы- Iступов нижней грани под острым уг- лом (3d . Объем заготовки дробится на участки 3 с большей толпщной по двум I граням; участки 4 с большей на одной грани, меньшей - на другой; y4acTKti 5 с наименьшей толщиной по двум граням,
Для достижения поставленной цели при прокатке необходимо дробить де - I формации по ширине и длине листа. Это может быть достигнуто в том случае, если число участков по ширине и дли- не прокатываемых полос с разным уров- нем деформации по меньшей мере рав- но трем. Исходя из этого условия и геометрических соотношений (фиг.2), получаем
3(а+Ь) В
oi. arctg(1)
При невыполнении условия (1) снижается эффект от дробления деформа- цин за счет уменьшения числа участ ков с разным уровнем деформации. Кроме того, увеличивается биение валков при прокатке за счет более резкого перепада толщины заготовки по ее длине.
Отношение высоты выступов к толщине заготовки выбирается из условия исключения нарушения сплошности проката на участках действия растягиваю- 1ЦИХ остаточных напряжений, т.е.
Ь Е
(2)
.
fO
5
0 5 0
Q
5
5 O
5
где h - толщина заготовки;
CTg - временное сопротивление на разрыв материала заготовки; Е - модудь упругости материала
заготовки.
Невыполнение условия (2) приводит к нарушению сплошности проката.
Ширина выступов а и впадин b выбирается из условия устойчивости к потере плоской формы локальных участков 3, на которые после прокатки действуют остаточные сжимающие напряжения. Используя известную зависимость из теории упругости для расчета кри-:/ тических (по плоскостности) напряже- , НИИ, имеем
(u3i) (3, .
h 2(У)a Ъ
где - - коэффициент Пуансона материала заготовки.
Невыполнение условия (3) приводит к образованию локальной неплоскост- ° ности листа.
При прокатке на лист заготовка, выполненная со скрещивающимися осями выступов5 преобразуется в полосу с прямоугольным поперечным сечением. Участки 3 прокатываются с большим уровнем деформации, участки 5 - с i меньшим уровнем деформации, участки 4 - со средним (относительно уровней деформаций участков 3 и 5) уровнем деформации. Это позволяет предотвратить накопление неравномерности деформаций по длине и ширине листа, вызывающих появление в полосе остаточных напряжений и, как следствие, нарушение плоскостности проката. Кроме того, в листе в месте прокатк-и участка 3 образуются сжимаюшне, а участка 5 - растягивающие напряжения, локализованные на участках, расположенных друг относительно друга в шахматном порядке. Такое напряженное состояние полосы обладает повышенной устойчивостью к потере плоской формы. Плавное изменение напряжений от растягивающих к сжимающим обеспечивается наличием переходных участков 4, что снижает вероятность появления локальной неплоскостности и нарушения сплошности проката. Расположение участков с остаточными напряжениями симметрично по толшлне листа обеспечивает его устойчивость к изгибу в вертикальной плоскости. При
прокатке предлагаемой заготовки исключаются удары и биения валков, что повышает устойчивость процесса прокатки и, как следствие, улучшает плоскостность готовых листов.
Пример. В предчистовой клети непрерывного широкополосного стана 1700 горячей прокатки прокатан подкат для чистовой клети толщиной 4,0 мм, шириной 1500 мм из стали 08кп с расположенными на верхней и нижней гранях выступами высотой 0,05 мм согласно условию (2) прямоугольного сечения по их длине и впадинами шириной 10 и 15 мм соответственно согласно условию (3). Выступы верхней грани выполнены скрещивающимися относительно выступов нижней грани под углом ы.80 согласно условию (1). В гладких валках чистовой клети осуществлялась прокатка подката на готовый лист сечением 3,0 х 1500 мм;
После прокатки в результате дробления деформаций нарушений плоскостности, сплошности и наличия загиба листов не обнаружено.
Предложенная .заготовка для производства листов позволяет: исключить загиб полосы в вертикальной плоскости при прокатке; уменьшить перегибы полосы по ее длине за счет чередования несимметричных и симметричных условий прокатки по длине проката; снизить вибрации при прокатке за счет .большого (150-160 ) угла пересечения выступов и впадин и обеспечить хоро876
ший захват; упростить изготовление выступов на поверхности заготовки. При этом улучшается плоскостность
и предотвращается нарушение сплошнос5
ти прокатываемых полос за счет предотвращения накопления неравномерности деформаций по длине и ширине листа, а также повышается устойчивость
10 готовых листов к потере плоской формы за счет создания рационального напряженного состояния в полосе.
Ожидаемый зкономичйский эффект изобретения достигается за счет уве15 личения производства горячекатаных полос повьшденной категории плоскостности.
Формула изобретения
Заготовка для производства горячекатаных листов, имеющая прямоугольную форму поперечного сечения, а на широких гранях последовательно чередующиеся с постоянным шагом выступы и впадины, отличающаяся тем, что, с целью улучшения плоскостности готового прок ата за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки, выступы обеих граней наклонены под равными углами к продольной оси заготовки, причем выступы одной грани развернуты относительно противолежаш 1Х на другой грани в
противоположном направлении, а их
оси скрещены.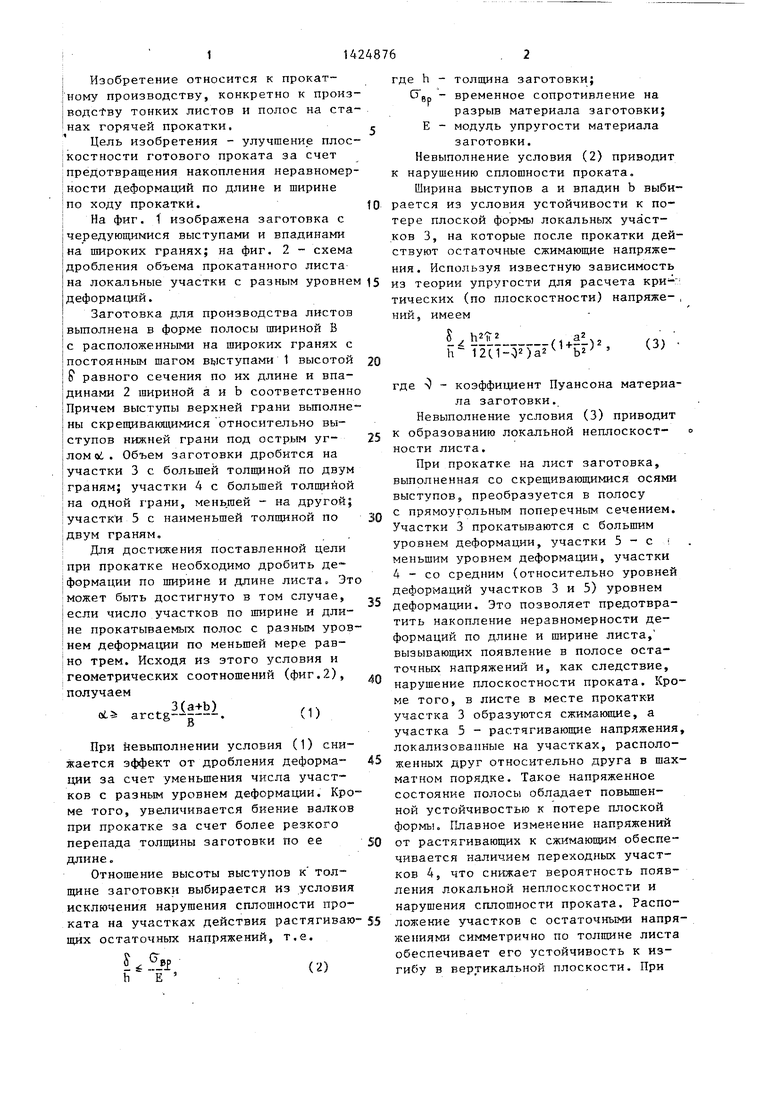
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листового металла | 1987 |
|
SU1470370A1 |
| Прокатный валок | 1987 |
|
SU1431882A1 |
| Способ получения плоского проката | 1986 |
|
SU1342541A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2209125C1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ получения листового проката | 1987 |
|
SU1526855A1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| Способ прокатки полос | 1984 |
|
SU1214256A1 |
| Способ прокатки | 1983 |
|
SU1135502A2 |
Изобретение относится к прокатному производству, конкретно к производству тонких листов и полос на станах,горячей прокатки. Цель изобретения -. улучшение плоскостности готового проката за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки. Заготовка имеет прямоугольную форму поперечного сечения. На проти- волежащих широких гранях с постоянным шагом расположены выступы равного сечення по длине и впадины с шириной а и b соответственно. Выступы верхней грани развернуты в противоположном направлении относительно выступов нижней грани так, что их оси скрещиваются под углом 80 . В гладких валках предложенная заготовка прокатывается на готовьй лист. Из условий деформации объем заготовки дробится на участки 3 с большей толщиной по двум граням: участки 4 с больпип толщиной на одной грани, меньшей - на другой; участки 5 с наименьшей толщиной по двум граням. Это позволяет предотвратить накопление неравномерности деформаций по длине и ширине листа, вызывающих появление в полосе остаточных напряжений и,. как следствие, нарушение плоскостности проката. На участках 3 при прокатке образуются сжимающие, а на участке 5 - растягивающие напряжения при плавном изменении напряжений от растягивающих к сжимающим через переходные учайтки 4, что снижает вероятность появления локальной неплоскостности и нарушения сплошности проката. 2 ил. . (Л с 4 tsD Ni 00 О5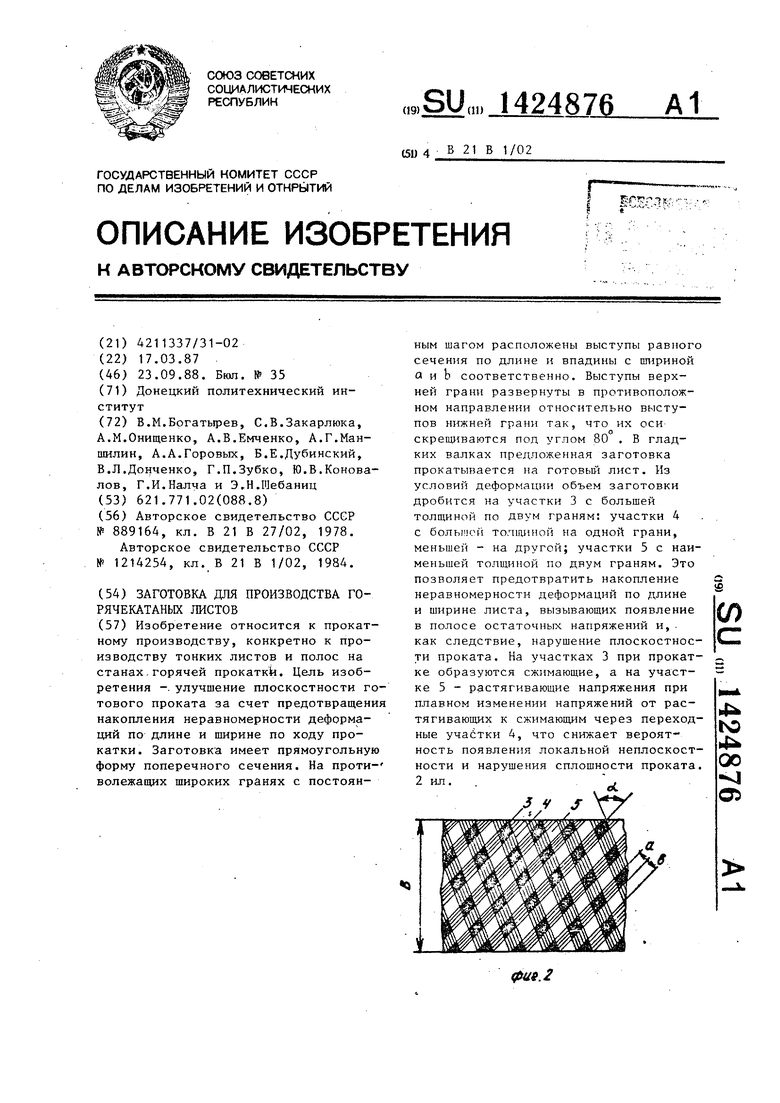
| Прокатный валок | 1980 |
|
SU889164A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Заготовка для производства горячекатаных листов | 1984 |
|
SU1214254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
