и
r1$
Изобретение относится к металлургии и может быть использовано для получения полупродукта при прокатке металла на блюминге. .с
Цель изобретения - улучшение качества раската.
На чертеже показана конструкция слитка для осуществления предложенного способа.to
К днищу 1 слитка 2 прямоугольного поперечного сечения, вьтолненного уши- рением вниз, через переходную грань 3 примыкает кюмпель 4. Переходная грань 3 плоская, наклонена под углом( -|5 50 к продольной оси слитка 2 и имеет ширину Ь(0,5 - 1) С, где С()/2- ширина плоского горизонтального участка 5 донной части.
Слиток указанной конструкции зада-20 ется в валки блюминга донной (широкой) частью вперед, прокатьтается первым проходом с обжатием, равным 0,48 - 0,56 максимально возможного по условиям захвата, и с такой же величиной 25 обжатия прокатывается после первой его кантовки.
Использование предложенного способа при прокатке слитков на блюминге позволяет уменьшить технологическую Q обреэь до 1,3% и Менее и глубину поверхностных трещин до 1,0 мм и менее.
Существенное значение имеет условие способа: осуществление прижатия слитка головной частью вперед вызывает возрастание глубины поверхностных трещин до 2 - 4 мм, прокатка с величинами обжатий менее 0,48 максимального - до 2-6 мм; величина обжа
o
5
0 5
Q
5
0
тий более 0,56 максимального вызывает появление з.акатов.
Существенен выбранный диапазон конструктивных элементов слитка. При влияние переходной грани на качество полупродукта мало, при происходит появление закатов. Использование углов ui 50° и ct 40° не приводит к улучшению качества полупродукта и практически не отличается от прокатки слитка с тепляком традиционной формы (без переходной грани) .
Формула изобретения
1.Способ прокатки на блюминге слитков, уширенных к донной части, включающий последовательное обжатие и кантовки раската, отличающийся тем, что, с целью улучшения качества раската, обжатие осуществляют начиная с уширенной части . слитка, а величины обжатий в первом проходе и проходе после первой кантовки принимают одинаковыми и равными 0,48 - 0,56 его максимально возможной по условиям захвата величины.
2.Слиток для прокатки на блюминге с плоскими боковыми гранями, уширенный к донной части и с кюмпелем, отличающийся тем, что,
с целью улучшения качества раската, в месте соединения тела слитка с кюмпелем вьтолнены плоские переходные грани, наклоненные под углом 40 - 50 к продольной оси слитка и шириной 0,5 - 1,0 ширины плоского горизонтального участка донной части слитка, смежного с этой гранью.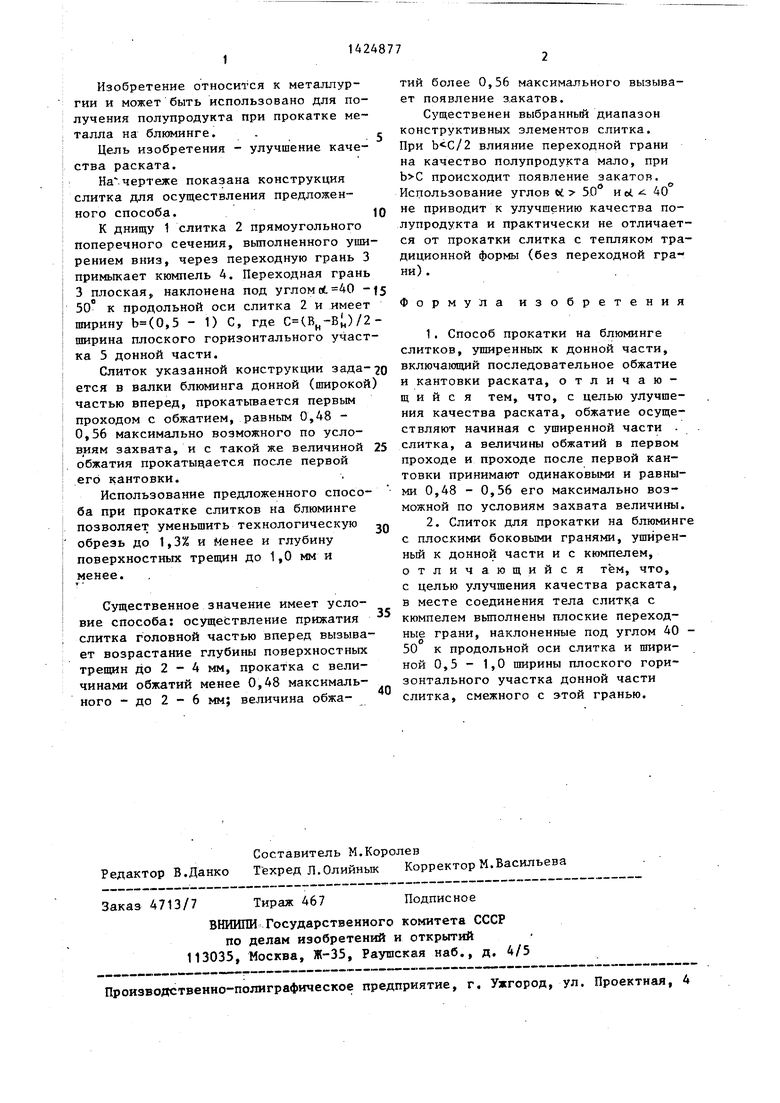
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Способ прокатки на блюминге уширенных книзу слитков | 1990 |
|
SU1713694A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Слиток | 1985 |
|
SU1297955A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Способ прокатки на блюминге | 1983 |
|
SU1176979A1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Слиток для горячей деформации | 1983 |
|
SU1210922A1 |
| Способ прокатки на блюминге уширенных книзу слитков стали | 1990 |
|
SU1784288A1 |
Изобретение относится к металлургии и может быть использовано для получения полупродукта при прокатке металла на блюминге. Цель изобретения - улучшение качества раската. Отличительная .особенность слитка - наличие плоской переходной грани 3 между дном слитка 2 и кюмпелем 4. Слиток прокатывают на блюминге донной частью вперед с равными и регламентированными обжатиями в первом проходе и проходе после первой кантовки. Использование способа позволяет исключить об- разование закатов на поверхности готовой продукции, уменьшить глубину поверхности дефектов полупродукта и ве- , личину технологических отходов. 1 с.п. ф-лы, t ил. С/ С
| Полухин П.И | |||
| и др | |||
| Прокатное производство | |||
| М.: Металлургия, 1982, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Способ прокатки на блюминге | 1983 |
|
SU1176979A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
