ция
Изобретение относится к литейному {троизводству и может быть использо- Ьано при конструировании моделей для | зготовления разовых-литейных форм г Иа встряхивакя их или прессово-встря- швающих формовочных машинах . Целью изобретения является дополнительное уплотнение поверхности фор- PJ и облегчение вытяжки модели.Ю
На фиг,, 1 представлена конструк- :я хгитейной постоянной модели, разрез; на фиг, 2 - разрез А-А на фиг. 1; а фиг. 3 - разрез В-Б на фиг 2; а фиг. 4 - разрез В-В на фиг.2.15
1 Литейная постоянная модель содер- неподвижные формообразующие эле- 1енты 1, закрепленные на подмодель- ой плите 2. В подшипниках 3 установ- .тены оси 4, на которых смонтирова ны 20 тодвижные ребра 5 с установленными а них грузами 6. Ребра 5 в исходном :1сшожении прижимаются прикрепленными К ним пружинами к выступу 8 модельной плиты 2 о Подшипники 3, грузы 6 25 л пруж-ины 7 закрыты неподвижными элементами 1, Открытые каналы 9, выполненные в подмодельной плите 2 под зебрами 5, обеспечивают очистку внутренних полостей от формовочной смеси, -JQ
:1опада С8цей в эти полости через зазоры. ,
Литейная постоянная модель работает следующим образоМо
При включении формовочной машины, , на рабочем столе которой установл ена подмодельная плита с моделью и опока, заполненная формовочной смесью (не по- {казаны), при ударных взаимодействиях ртола под действием сил инерции гру- Ьов 6 происходит поворот подвижных ебер 5 вокрзт осей 4. При повороте jpe6pa 5 осуществляют расклинивающее действие в формовочной смеси за счет, TorOj что их формообразующие (рабочие) поверхности вьтолнены с уклоном в сторону движения (t фиг,1). Такое движение увеличивает поверхностную прочность (твердость) формы.
После этого пружины 7 перемещают соединенные с ними ре,бра 5 в исходное положениео Возвратное движение ребер открьшает их фо эмообразующую поверхность от уплотненной формовочной сме- сио При следующем ударе стола колебательное движение ребра повторяется.
Для полного отрыва формообразунлцей поверхности ребра от смеси необходимо, чтобы величина упругой деформации смеси была меньше или равнялась величин уменьшения толщины ребра при его пермещении. Простые расчеты показьгоают, что при толщине болвана формовочной смеси 0,01 м, при перемещении ребра на расстояние ,03 м и величине упругой деформации (0,1-4) 10 , наименьший угол по дайне (развертке) должен быть больше или равен 0°5 - 2°15 „. ,
Для надежной работы модели величину предварительного натяжения пружины необходимо принимать в два раза большей, чем то, которое получается при расчете с использованием коэффициента трения смеси по поверхности трения модели.
Массу груза необходимо выбирать из условия, что частота собственных колебаний устройства больше частоты ударов стола формовочной машины, а возникающая сила инерции превьшает силы сцепления ребер с формовочной смесью.
При изгото влении сложной ребристой литейной формы по предлагаемой модели снижаются требования к ройке нивелируклцего механизма при вытяжке модели, меньшее влияние оказывают возможные перекосы, вызЬШаемы попаданием под поку комочков смеси, появляется возможность применения смесей, обладающих высокой текучестью при пониженных физико-механических свойствах формовочной смеси Изобретение может быть использовано при изготовлении многоместной формы с глубокими болванами между отдельными моделями,
Формула изобретейия
1. Литейная пбстоянная модель, содержащая неподвижные элементы, подвижные элементы в виде ребер, ось и ограничители хода, отличающа- я-с я тем, что, с целью дополнительного- зтшотнения поверхности формы и облегчения вытяжки модели, каждое ребро модели установлено с возможностью его колебательного движения вокруг оси и имеет переменное сечение по длине,
2, Модель по п. 1, отличающаяся тем, что она снабжена гру- зами, установленными на ребрах, и возвратными пружинами для каждого ребра.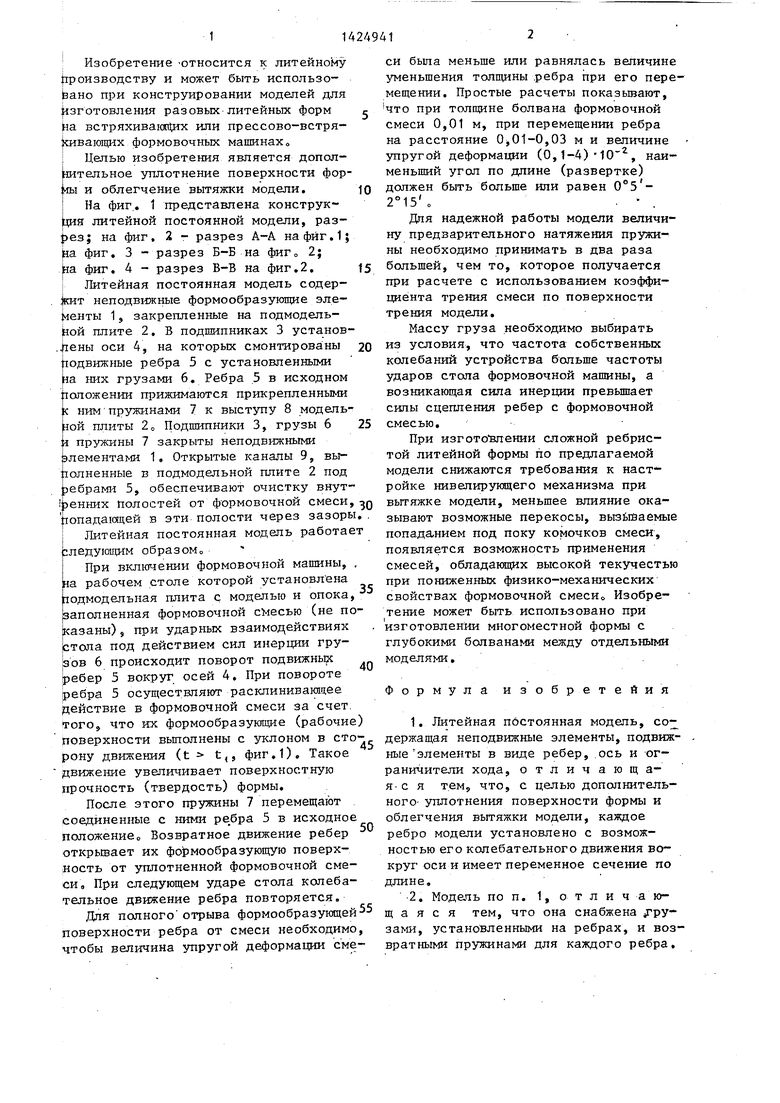
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная постоянная модель | 1989 |
|
SU1643138A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Устройство для протяжки модели | 1972 |
|
SU441092A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Формовочная машина для изготовления литейных форм объемным прессованием | 1977 |
|
SU933188A1 |
| Устройство для уплотнения разовых литейных форм | 1989 |
|
SU1688971A1 |
| Устройство для уплотнения литейных форм | 1990 |
|
SU1759530A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Установка для изготовления литейных полуформ | 1986 |
|
SU1397151A1 |

Изобретение относится к литейному производству и может быть использовано при конструировании моделей для изготовления разов к литейных форм на встряхивающих или прессово- встряхивающих формовочных машинах. Цель изобретения - дополнительное уплотнение поверхности формы и облегчение вытяжки модели. Литейная модель содержит неподвижно закрепленные на подмодельной плите 2 формообразующие элементы 1 и подвижные ребра 5, установленные на осях 4. К ребрам 5 прикреплены грузы 6 и возвратные пружины 7. В ИСХОДНОМ положении ребра 5 под действием возвратных пружин прижимаются к выступу 8 плиты 2. При ударных взаимодействиях рабочего стола с установленной на нем плитой 2 под действием сил инерции грузов 6 ребра 5 поворачиваются вокруг осей 4, а потом возвращаются пружинами в исходное положение. Открытые каналы 9 обеспечивают очистку внутренних по- лос рей модели. 1 з.п.ф-лы, 4 ил (Л С
5-5,
ф1/г,3
2
фигЛ
| Литейная постоянная модель | 1985 |
|
SU1291276A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
