00
со
Изобретение относится к литейному производству, в частности к установкам для изготовления разовых литейных полуформ прокатной формовочной смеси.
Целью изобретения является расширение технологических возможностей путем создания условий для применения безрпочной формовки, а также прида- НИН установке технологической гибкости за счет регулировки режимов прокатки.
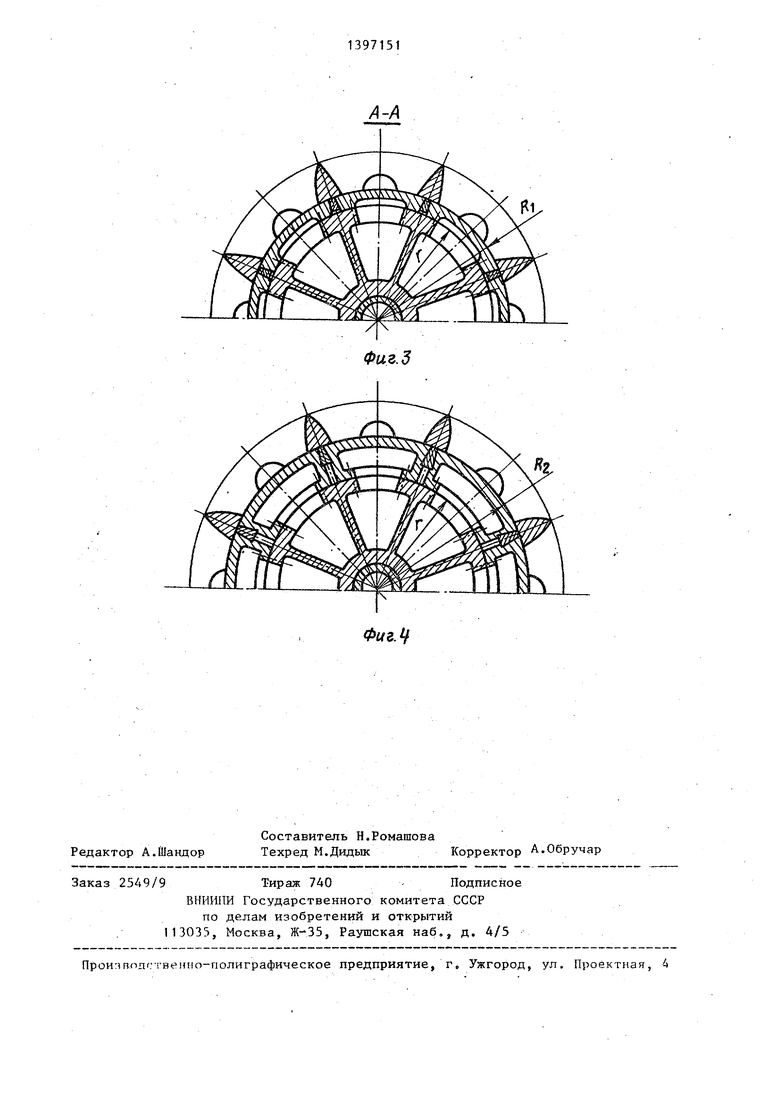
; На фиг.1 изображена схема установки для изготовления литейных полу форм; на фиг.2 - то же, вид сбоку на фиг.З - разрез А-А на фиг.2j на фиг.4 - схема установки на-барабане сменных сегментных плит с различным радиусом.
J В состав установки входят ленточный конвейер 1, бункер 2 формовочной смеси 3, заслонка 4, барабан 5 с сегментными сменными модельными плитами 6 и разделительными ребрами 7. Бара- бак 5 вращается в вертикально-подвижных подшипниках 8, перемещаемых, например, с помощью винтов 9. Под ветвью конвейера 1 размещена опора, представляющая собой, например, неприводной .пластинчатый конвейер 10.
Приводы барабана и ленточного конвейера включают электродвигатели 11 и 12, редукторы 13 и 14 и вариаторы 15 и 16.
Возможность вертикального перемещения оси барабана относительно установленного привода обеспечивается, например, клиноременной передачей 17 и перемещением двигателя на салазках.
Установ-ку настраивают следующим образом.
На ба5 абане 5 закрепляют подмо- дельные плиты 6, определяющие радиус прокатки R, и разделительные ребра 7, определяющие высоту полуформы Ьф. В соответствии с R, особенностями модельных комплектов определяют режим прокатки и настраивают механизмы установки.
Возможность установки на одном барабане радиусом г сегментных плит (подмодельных плит) с различным радиусом R и разделительных ребер различной высоты представлена на фиг.З и «
Дугообразные поверхности подмо- , дельных плит образуют формообразукяций цилиндр с радиусом, минимум в четыре раза превышающим высоту модели« Дели-
Q
0
5 0
5
0
5
5
0
тельные ребра размещены между моделями, профиль которых является, например, удлиненной циклоидой, а высота превьшает высоту модели минимум на 10-15%.
В соответствии с выбранной высотой полуформ h ф (высотой разделительных ребер 7) регулируют положение оси барабана 5 с помощью винтов 9.
В соответствии с выбранной угловой скоростью W вращения барабана 5 и линейной скоростью V перемещения ленты конвейера 1 (равной скорости перемещения пластинчатого конвейера опоры) устанавливают необходимые передаточные числа вариаторов 15 у приводов барабана и ленточного конвейера.
В соответствии с заданной степенью уплотнения смеси устанавливают заслонку 3 на нужной высоте.
Установка работает следующим образом.
Формовочная смесь 3 из бункера 2 попадает непрерьшным сплошным слоем 8 на непрерывно движущийся ленточный конвейер 1, который проходит под заслонкой 4 и затем под барабаном 5, опираясь на неприводной пластинчатый конвейер 10. Силы трения заставляют двигаться пластинчатый конвейер вместе с лентой. Проходя под барабаном, слой формовочной смеси уплот няется за счет сжатия, на ней формуются отпечатки моделей 19, а разделительные ребра 7 делят слой смеси на безопоч- ные полуформы 20, транспортируемые далее для сборки любым из известных спосо.бов.
Предложенная конструкция позволит использовать ее для безопочного формования .
Формула изобретения
1. Установка для изготовления литейных полуформ, содержащая транспортер с боковинами для перемещения формовочной смеси и барабан, установленный на оси с возможностью поворота, на котором закреплена подмодельная плита с моделью, отличающая- с я тем, что, с целью расширения технологических возможностей путем создания условий для применения беэ- опочной формовки, она снабжена дополнительными сменными подмодельными лшитами с моделями, закрепленными по периметру барабана, дугообразные по31
верхности которых образуют формообразующий цилиндр с радиусом, минимум в четьф ё раза превьшающим высоту модели, и делительными ребрами, разме- i щенными между моделями, профиль которых является, например, удлиненной циклоидой, а высота превьппает высоту модели минимум на 10-15%, причем ось барабана установлена неподвижно относительно транспортера.
971514
2 . Установка по п . 1, отличающаяся тем, что, с целью придания ей технологической гибкости за счет регулировки режимов прокатки, она снабжена вариаторами и планкой для регулировки высоты слоя смеси, а ось барабана установлена с возможностью регулировки его положения по 10 вертикали, при этом планка установлена перед барабаном.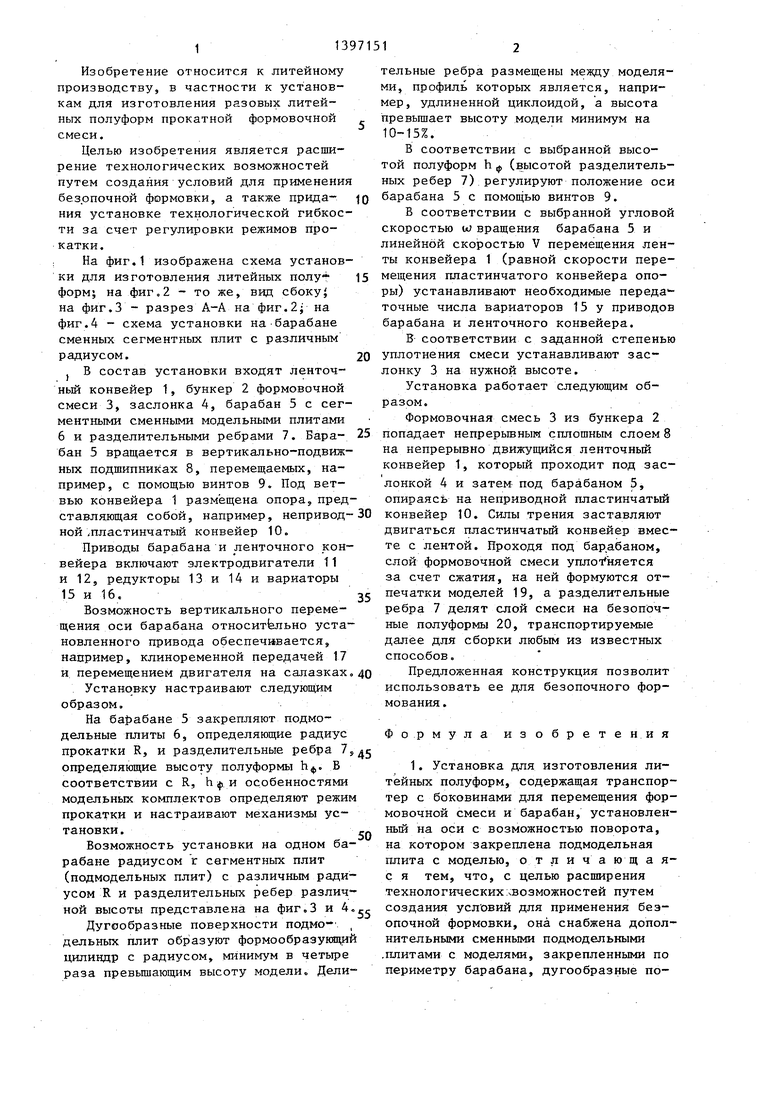
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Способ сборки горизонтально-стопочных безопочных форм и устройство для его осуществления | 1985 |
|
SU1261740A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Установка для формовки изделий из сыпучего материала | 1990 |
|
SU1822359A3 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Устройство для засыпки опок песком при вакуумно-пленочной формовке | 1990 |
|
SU1743672A1 |
| Установка для изготовления оболочковых полуформ | 1956 |
|
SU107162A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Устройство для изготовления полуформ с высокими болванами | 1982 |
|
SU1066725A1 |

Изобретение относится к области литейного производства, в частности к установкам для изготовления разовых литейных полуформ прокаткой формовочной- смеси. Целью изобретения является расширение технологических возможностей путем создания условий для применения безопочной формовки, а также придания установке технологической гибкости за счет регулировки режимов прокатки. Установка для изготовления литейных полуформ, преимущественно безопочных, содержит ленточный конвейер для подачи и перемещения формовочной смеси к формоообразующему устройству, представляющему собой вращающийся вокруг оси цилиндричесгг кий барабан для уплотнения формовочной смеси прокаткой, подмодельные плиты с моделями, закрепленные на барабане. В установке имеется возможность изменять скорости благодаря оснащению приводов вариаторами и установки на барабане сегментных плит различного радиуса. 1 з.п. ф-лы, 4ил. с (Л
. . Разделительные ребра /условно не локазв.ны
Фиг. 2
Фцг.Ц
| Самовспенивающаяся композиция для получения эпоксидного пенопласта | 1974 |
|
SU528315A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
