Изобретение относится к литейному производству, а именно к оборудованию для изготовления разовых литейных форм.
Целью изобретения является улучше- цш качества форм.
На чертеже изображена формовочная машина,
Формовочная машина состоит из газоимпульсной камеры 1 с открытой снизу полостью пустотелого пуансона 2, дозатора 3 газовоздушной смеси с устройствами подачи газа и воздуха (не показаны) через патрубки 4 и 5, запального устройства 6, Системы вакуумирования (не показаны) с клапаном 7 отсечки вакуума, клапана 8 подачи газовоздушной смеси, патрубка 9 выброса продуктов горения, наполнительной рамки 10, опоки 11, подмодельной плиты 12 С моделью стола 13 прижима и пружины 14.
Устройство работает следующим образом.
Опоку 11 и наполнительную рамку 10, установленные на подмодельной плите с модельной плитой 12, заполняют формовочной смесью. Затем весь комплект, т.е. наполнительная рамка, опока, подмодельная плита с моделью прижимаются к фланцу газоимпульсной камеры 1 при помощи стола 13 прижима. Включается система вакуумирования камеры, т.е. открывается клапан 7 при закрытом клапане 8 и клапане сброса продуктов горения. Одновременно через патрубки 4 и 5 подаются газ и воздух в дозатор газовоздушной смеси, при достижении необходимого разрежения в газоимпульсной камере клапан отсечки закрывается и дает команду на открытие клапана подачи газовоздушной смеси, которая и поступает из дозатора в газоимпульсную камеру, где происходит интенсивно смешивание горючего газа и воздуха. Пом- .- мо воздуха в качестве окислителя возможно использовать кислород, что позволяет создать в камере 1 давление до 0,40-0,55 МПа за 0,005-0,015 с. В свою очередь при использовании в качестве окислителя воздуха давление в камере 0,4-0,55 МПа достигается лишь за время 0,02-0,35 с.
После смешивания газа с окислителем клапан подачи закрывается, и от запального устройства б происходит воспламенение газообразной смеси одновременно по всему объему камеры, вызывающее резкое увеличение давления, под действием которого пустотелый пуансон 2 перемещается а пространство закрытого объема между ним и формовочной смесью, вызывая резкое по, вышение давления воздуха над смесью, при этом происходит динамическое движение формовочной смеси в направлении модельной плиты.
При торможении формовочной смеси о
модельную плиту на ней возникает давление 1,0-1,20 МПа, достаточное для качественного уплотнения формы.
Верхние слои смеси уплотняются с помощью пуансона 2, выполняющего вертикальное возвратно-поступательное перемещение, что устраняет операцию срезки неуплотненного слоя.
Причем давление воздуха, возникающее между пуансоном 2 и смесью, находящейся в опоке 11 и наполнительной рамке 10, возможно регулировать давлением в камере 1 посредством различного соотношения газа и окислителя, а также использованием различных окислителей,
например кислорода,
После уплотнения формовочной смеси, пуансон возвращается в исходное положение с помощью пружин 14, открывается клапан сброса продуктов сгорания череь
патрубок 9. Стол 13 прижима опускает наполнительную рамку 10, опоку 11 и подмо- дельную плиту 12 с моделью,
Таким образом, предлагаемая конструкция формовочной машины позволяет
, стабилизировать технологический процесс формообразования, использовать формовочные смеси с широким диапазоном физико-механических свойств, использовать различные окислители и горючие газы в га.. зои мпульсной камере,
Формула изобретения Устройство для уплотнения разовых литейных форм, содержащее рабочий стол,
прессовую колодку с приводом ударного действия, отличающееся тем, что, с целью улучшения качества форм, приаод прессовой головки выполнен в виде пульсной камеры с открытой снизу полостью, в которой размещена прессовая головка в виде пустотелого пуансон, подпружиненного относительно зы:ие упомянутой камеры.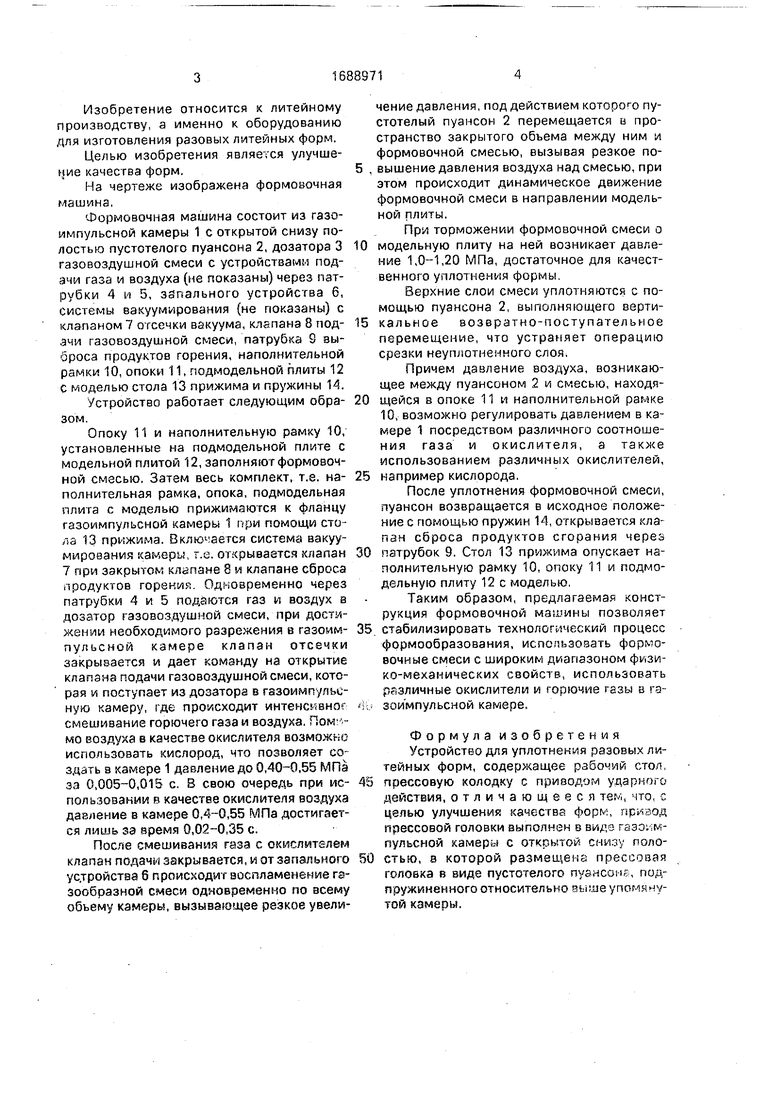
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
Изобретение относится к литейному производству, а именно к оборудованию для изготовления разовых литейных форм. Цель изобретения - улучшение качества форм. Формовочная машина состоит из гаВыйвбс зоимпульсной камеры 1, пустотелого пуансона 2, дозатора 3 газовоздушной смеси с устройством подачи газа и воздуха через патрубки 4 и 5, запального устройства 6, системы вакуумирования с клапаном 7 отсечки вакуума, клапана.8 подачи газовоздушной смеси, патрубка 9 выброса продуктов горения, наполнительной рамки 10, опоки 11, подмодельной плиты 12 с моделью, стола 13 прижима и пружины 14. Предложенная конструкция формовочной машины позволяет стабилизировать технологический процесс формообразования, использовать формовочные смеси с широким диапазоном физико-механических свойств, использовать различные окислители и горючие газы в газоимпульсной камере. 1 ил. з W Ё Оч 00 со ю XI
| Авторское свидетельство СССР № 761123, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
