1Ч
Изобретение относится к порошковой металлургии, в частности к производству металлического порошка, и является усовершенствованием способа по авт.св. № 1082566.
Цель изобретения - увеличение выхода порошка несферической формы путем увеличения скорости охлаждения распыленных капель металла.
На чертеже схематически показано устройство для реализации предлагаемого способа, поперечный разрез.
Устройство включает р.есиверные полости 1 и 2 соответственно основной и дополнительной частей распылительного устройства, связанных с каналами тангенциальных завихрителей 3 и 4. вакуумной зоны 5, соединенной с каналом металлопровода 6.
Устройство работает следующим образом.
Энергоноситель (сжатый газ) вместе с хладагентом, например водой, одно- временно подают в ресиверные полЬсти 1 и 2 соответственно основной и дополнительный частей распылительного устройства. Хладагент вместе с энергоносителем, пройдя через завихрите- ли 3 и 4 тангенциального типа, распыляется до тумаНообразного состояния.
Два закрученных в одном направлении туманно-газовых потока подают один навстречу другому, образуя вакуумную зону 5, после чего по каналу металлопровода 6 подают расплав металла. Развернутый в радиальном направлении металло-газовьш факел сверху и снизу интенсивно охлаждают хладагентом в туманообразном состоянии, который подают -с основным и дополни-; тельным вращающимися газовыми потоками. При этом ввиду высоких скоростей охлаждения, поверхностное натяжение расплавленных сдеформированных частиц металла не успевает сфероиди- зировать их и они застывают, сохраняя при этом несферическую форму. Насыпная плотность таких порошков уменьшается, а формуемость улучшается.
В результате распыления, например, латуни Л80 при и добавлении энергоносителя 0,3 МПа улучшаются технологические характеристики порошка (насьшная плотность и формуемость) за счет увеличения несферических частиц и составляют соответственно
с подачей хладагента (воды) 3,1 4,5
без подачи хладагента (по извест- ному способу) - 3,6 г/см ; 5,5г/см.
Таким образом,применение предлагаемого способа получения металлического порошка позволяет увеличить выход порошков несферической формы путем увеличения скорости охлаждения распыленных капель металла, что значительно улучшает технико-экономические показатели выпускаемой из этого порошка продукции.
Формула изобретения
Способ получения металлического порошка по авт.св. № 1082566, отличающийся тем, что, с целью увеличения выхода порошков несферической формы путем увеличения скорости охлаждения распьшенных капель металла, в каждый газовый поток дополнительно вводят жидкий хладаген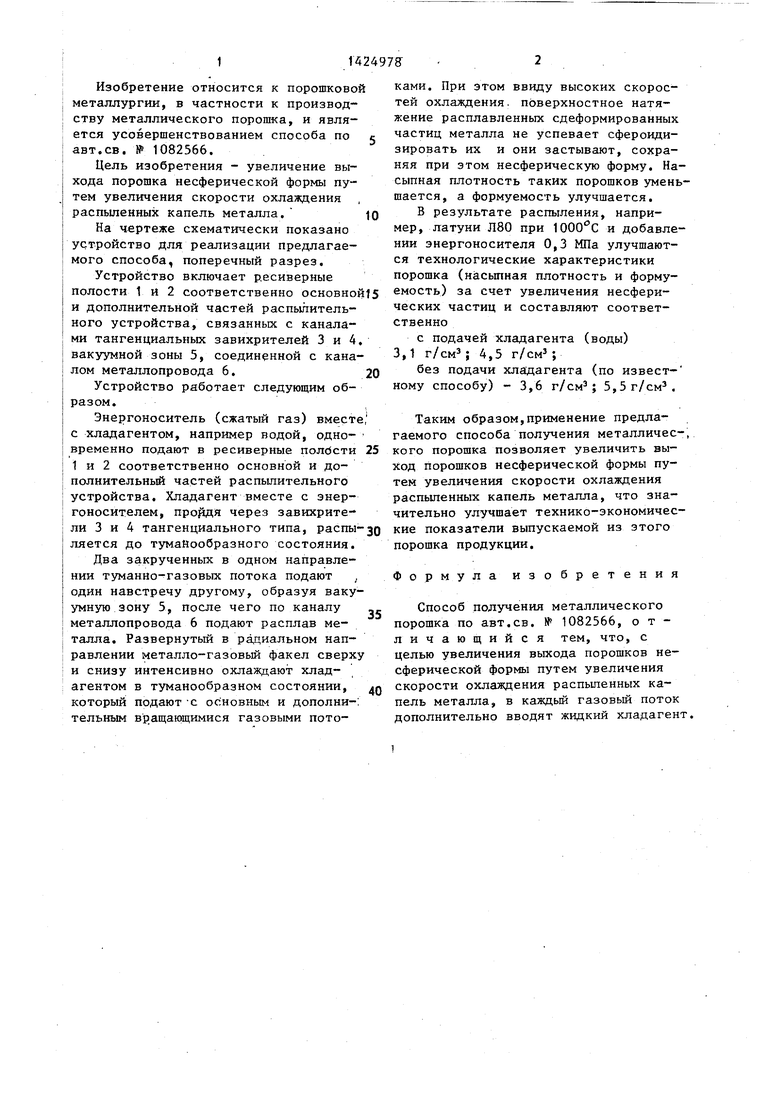
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства металлических порошков | 1982 |
|
SU1090501A1 |
| Устройство для производства металлического порошка | 1984 |
|
SU1210989A2 |
| Способ получения композиционного металлического порошка и устройство для его осуществления | 1983 |
|
SU1073002A1 |
| Установка для получения металлических порошков из расплавов металлов и сплавов | 2020 |
|
RU2730313C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ЧЕШУЙЧАТОЙ ФОРМЫ | 1993 |
|
RU2073591C1 |
| Способ получения порошка углеродсодержащего сплава на основе железа | 1978 |
|
SU676388A1 |
| Способ получения дисперсного порошка ферросилиция - утяжелителя | 2020 |
|
RU2741879C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1991 |
|
RU2017588C1 |
| Устройство для получения порошков | 1981 |
|
SU1014662A1 |
| Способ получения порошка на основе алюминия для 3D печати | 2021 |
|
RU2754258C1 |
Изобретение относится к производству металлического порошка. Цель изобретения - увеличение выхода порошка несферической формы. Достигается путем использования хладагента (воды) при распылении жидкого металла совместно с энергоносителем (сжатый воздух) за счет высоких скоростей охлаждения металла. Насыпная плотность таких порошков уменьшается, а .формуемость улучшается. При распылении, например, латуни с помощью хладагента уменьшается насыпная плотность с 3,6 г/см до 3,1 г/см и улучшае т- ся формуемость с 5,5 г/см до 4,5 г/см . Таким образом, предлагаемый способ позволяет увеличить выход порошков несферической формы, что улучшает технико-экономические показатели выпускаемой из этого порошка продукции. 1 ил. ( (Л
| Патент США № 3639548, кл.264-12, опублик | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Способ получения металлического порошка | 1982 |
|
SU1082566A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
