Изобретение предназначено для переворота изделий преимущественно прямоугольно-призматической формы, например литейных полуфорн, в транспорных системах и может быть применено на различных предприятиях машиностроения.
Целью изобретения является расширение технологических возможностей за счёт кантования изделий различных габаритов, .их перемещения на приемное приспособление и разворота как н 180, так и на 90.
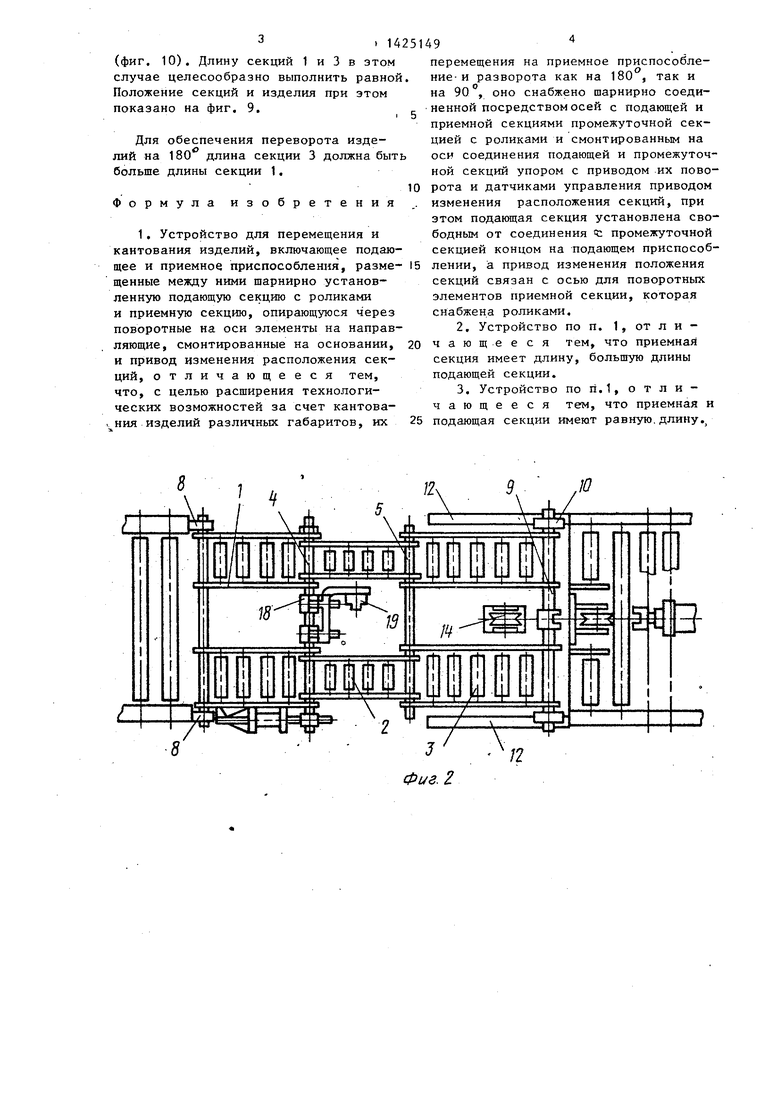
На фиг, 1 изображено предлагаемое устройство, вид сбоку; на фиг, 2 - то же, план; на фиг, 3-10 - схематические изображения устройства с изделием в различные моменты его работы.
Устройство для перемещения и кантования изделий состоит из подающей 1, промежуточной 2 и приемной 3 секций с неприводными роликами, соединенных между собой при помощи осей А и 5. Секции 1-3 смонтированы между подающим и приемным приспособлениями, выполненными в виде гравитационных рольгангов 6 и 7 транспортной системы, расположенных под определенным углом для обеспечения гравитационного перемещения изделий. Подающая секция 1 при помощи шарниров 8 закреплена на металлоконструкции подающего гравитационного рольганга 6 транспортной системы. Торец приемной секции 3 оснащен осью 9 с консольно смонтированными поворотными элементами в виде подшипников 10, опирающимися на установленные на основании 11 направляющие 12. Основание 11 жестко связано с металлоконструкцией приемного гравитационного рольганга 7, Ось 9 секции 3 конвейера соединена при помощи гибкого элемента 13, проходящего через отклоняющие блоки 14, с приводом 15 изменения расположения секции, смонтированным на основании 11 в виде приемного гравитационного рольганга 7.
Ось 4, соединяющая секции 1 и 2, при помощи рычага 16 связана с приводом 17 ее поворота, закрепленньм на металлоконструкции секции 1 конвейера. На оси 4 смонтирован упор 18, оснащенный датчиком 19 управления ПРИВОДОМ. Секция 1 может иметь длину,равную длине секции 3, или длину, мёньщую длины последней.
0
5
Устройство работает следующим об- разом,
В исходном положении секции 1 - 3 под воздействием привода 15 занимают прямолинейное положение, Привод 17 поворота оси 4 устанавливает упор 18 в вертикальное положение (фиг. 1 и 3). Изделие перемещается по подающему рольгангу 6 и секции 1 до взаимодействия с упором 18, Длина секции 1 больще половины длины изделия. При взаимодействии изделия с упором 18 датчик 19 управления дает команду на включение привода 15, При выдвижении щтока привода 15 под действием силы тяжести изделия G и собственного веса секций 1-3 ось 9 перемещается в направляющих 12 в сторону изделия. Изделие занимает положение, изображенное на фиг. 4, опираясь при этом на упор 18, секции 2 и 3 расположены по прямой линии. При дальшей- нем выдвижении штока привода 15 из- 5 делие разворачивается на 90 и опирается на секцию 2 (фиг. 5). Затем изделие поворачивается далее и опирается на секцию 3, противоположной от исходного положения гранью (фиг. 6 и 7). При достижении устройством поло0
0
5
0
5
0
5
жения, изображенного на фиг. 7, осу- ществляется включение привода 15 в противоположную сторону. Секции 1-3 занимают прямолинейное положение (фиг, 8). Изделие перекантовано на 180 и передается на приемный гравитационный рольганг 7.
При необходимости перемещения изделия по транспортной системе и устройству для кантования без переворота, например при перемещении одного из наименований литейных полуформ, изделие, передающееся по подающему гравитационному рольгангу 6, дает команду, привод 17 поворачивает ось 4, опуская упор 18с датчиком 19 управления приводом 15 ниже уровня секций 1-3о Изделие свободно перемещается по секциям 1-3 к приемному гравитационному рольгангу 7.
При необходимости переворота транспортируемого изделия на 90 привод 15 перемещения обеспечивает перемещение оси 9 секции 3 до положения, когда изделие опирается на секцию 2,занимая вертикальное положение (фиг. 5) В данном положении привод 15 включается в обратную сторону, секции 1-3 занимают прямолинейное положение
3. 1425149
секций 1 и 3 в этом зно выполнить равной, и изделия при этом 9.
пе ни на не пр ци ос но ро из эт бо се
Для обеспечения переворота изделий на 180 длина секции 3 должна быть больше длины секции 1.
Формула изобретения
1, Устройство для перемещения и кантования изделий, включающее подаю
0
перемещения на приемное приспособление- и разворота как на 180 , так и на 90, оно снабжено шарнирно соединенной посредством осей с подающей и приемной секциями промежуточной секцией с роликами и смонтированным на оси соединения подающей и промежуточной секций упором с приводом их поворота и датчиками управления приводом изменения расположения секций, при этом подающая секция установлена свободным от соединения tc промежуточной секцией концом на подающем приспособ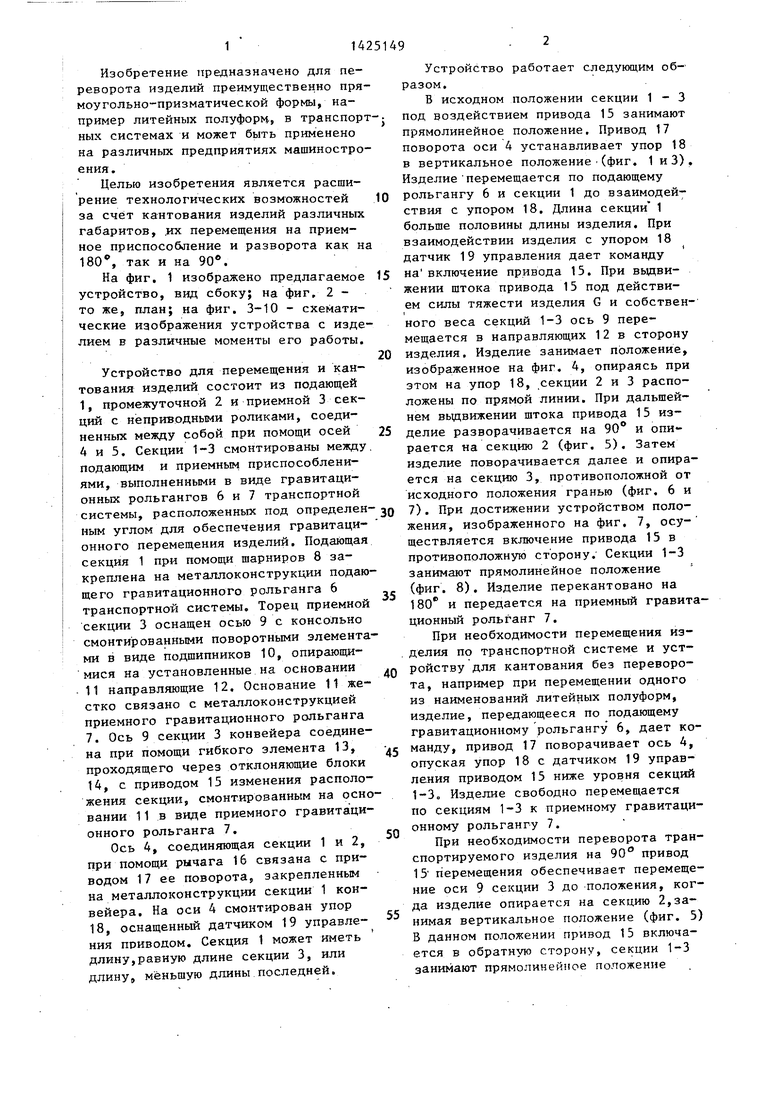
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1979 |
|
SU804316A1 |
| Устройство для кантования деталей | 1988 |
|
SU1546374A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Устройство для кантования листового матриала | 1977 |
|
SU659495A1 |
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для передачи штучных грузов | 1988 |
|
SU1518253A1 |
| Кантователь | 1973 |
|
SU510285A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| Кантователь | 1979 |
|
SU829380A1 |
Изобретение относится к устройствам -для кантования, преимущественно для поворота изделий (И) прямоугольно-призматической формы, м.б. применено на различных предприятиях машиностроения и позволяет расширить технологические возможности за счет кантования И р азличных габаритов,их перемещения на приемное приспособление и разворота как на 180 , так и на 90. Между подающм 6 и приемньм 7 приспособлениями размещены шарнир- но соединенные между собой подающая секция (С) 1, промежуточная С 2, приемная С 3 о, неприводными роликами. ,, / /( tS 6 Фиг.1 Длина С 3 равна или больше длины С 1. Свободным концом С 1 установлена на подающем приспособлении 6. Ось соединения С 1 и 2 связана с приводом (П) 17 ее поворота. На оси смонтирован упор 18, оснащенный датчиком 19 управления П 15 изменения расположения С 1-3, связанного с осью 9. Через поворотные на оси 9 элементы в виде подшипников 10 С 3 опирается на направляющие 12, смонтированные на основании 11.Б исходном положении С 1-3 занимают прямолинейное положение.Упор 18 устанавливается П 17 в верхнее положение. При подаче.И на С 1 до упора 18 датчик 19 дает команду на включение П 15. При вьздвижении последнего, С 1 под действием собственной массы и массы И изменяют свое положение, при этом подшипник 10 перемещается по направляющим 12. Поворачиваясь, И ложится одной своей гранью на С 2. При включении П 15 в обратную сторону С 1-3 занимают прямолинейное положение и И по их роликам перемещается к при- способЛению 7. В случае, если не требуется кантование И, упор 18 от П 17 опускается ниже уровней С 1-3. 2з.п,. ф-лы, 10 ил. (Л с: 4 to СП 4 :о
щее и приемное приспособления, разме- 15 лении, а привод изменения положения
щенные между ними шарнирно установленную подающую секцию с роликами и приемную секцию, опирающуюся через поворотные на оси элементы на направляющие, смонтированные на основании, и привод изменения расположения секций, отличающееся тем, что, с целью расширения технологических возможностей за счет кантования изделий различных габаритов, их
секций связан с осью для поворотных элементов приемной секции, которая снабжена роликами,
секция имеет длину, большую длины подающей секции.
подающая секции имеют равную, длину .
Ф1/е.2
Фиг, ff
Фиг. 5
Фиг.6
Ч--
Фиг. 8
| ВСГГСОЮЗНАЯ 1г;н'Л!1н»-яхауч?::шБ'-1г. | 0 |
|
SU304015A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| КАНТОВАТЕЛЬ ЛИСТОВ НА 180° | 0 |
|
SU304014A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
