«1253699
Изобретение относится к обработке металлов давлением и -может быть использовано в различных областях машиностроения при автоматизации процессов листовой штамповки с использованием промьшшенных роботов.
Цель изобретения - увеличение производительности.
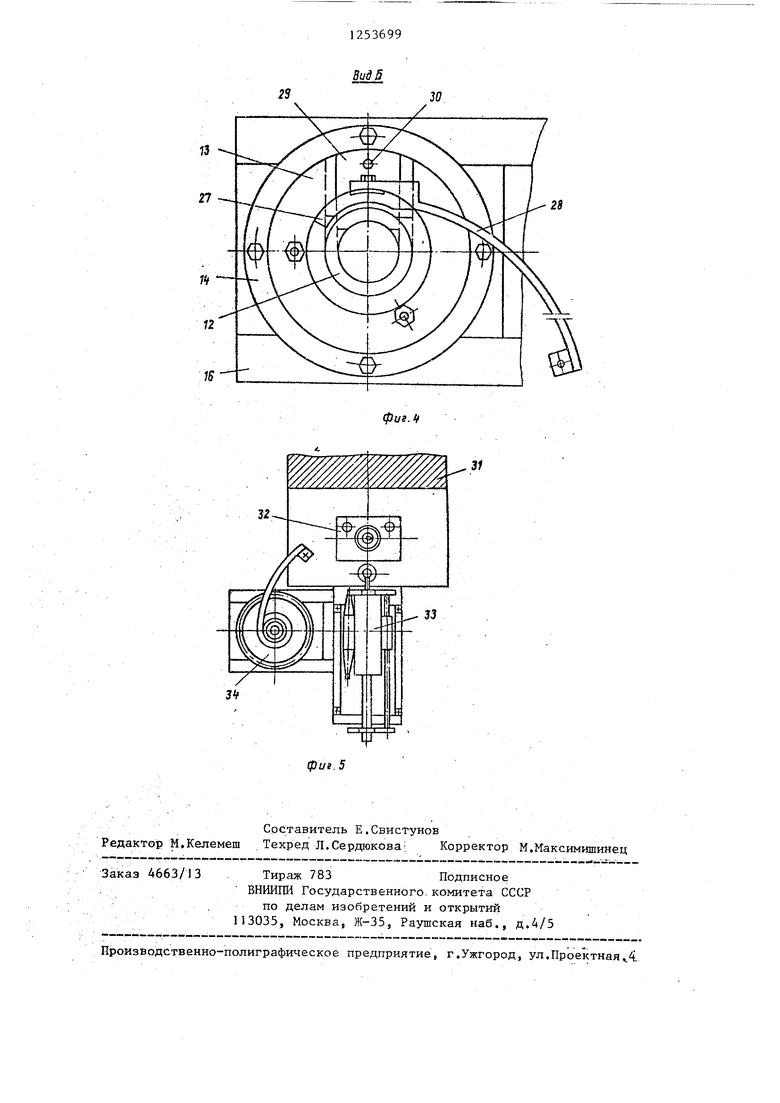
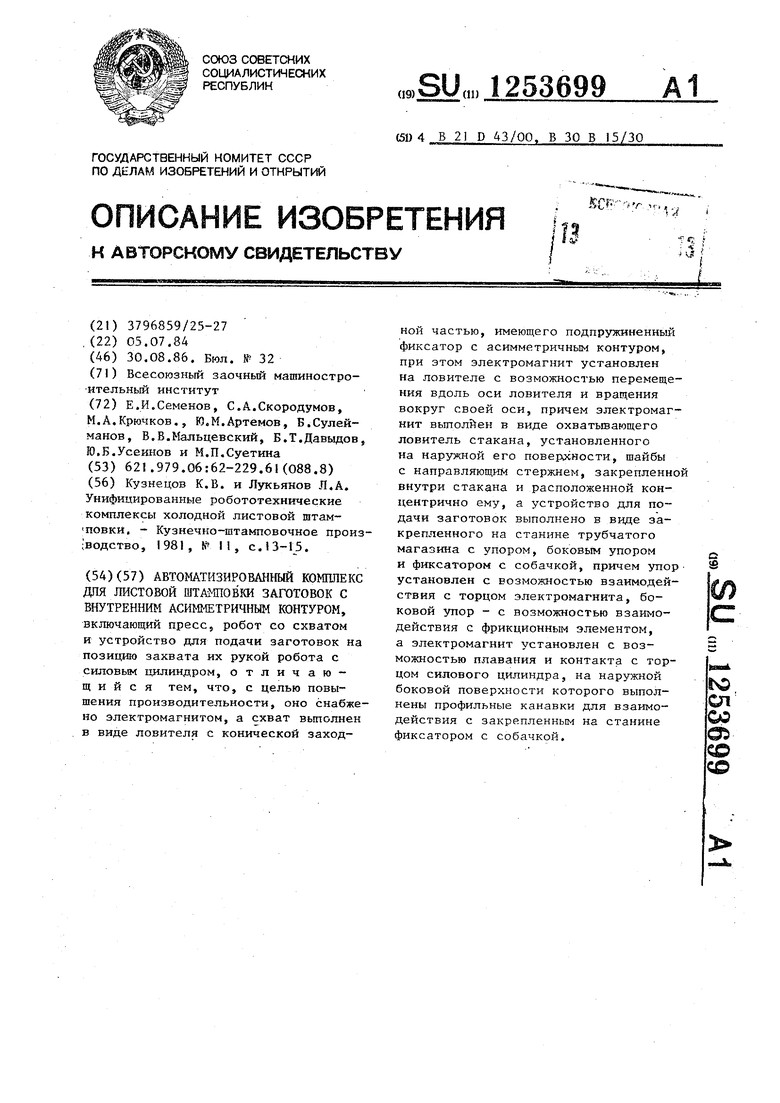
На фиг о 1 показаны исходная заготоввиде резинового кольца, а также фланец 11. Устройство для подачи исход-, ной заготовки на позицию захвата ее рукой робота выполнено в виде трубчатого, магазина 12, закрепленного на станине, которая выполнена в виде плит 13 и 14, связанных стойками.15. Станина крепится к раме 16, установленной на фундаменте. Внутренний диа ка р;ля штамповки шайб и готовое изде- метр магазина соответствует наружнолие; на фиг,2 - схема схвата; на фиг. З - схема устройства для подачи на позицию захвата их рукой робота; на фиг,4 вид Б на фиг.З; на фиг.5 схема планировки РТК листовой штамповки шайб,
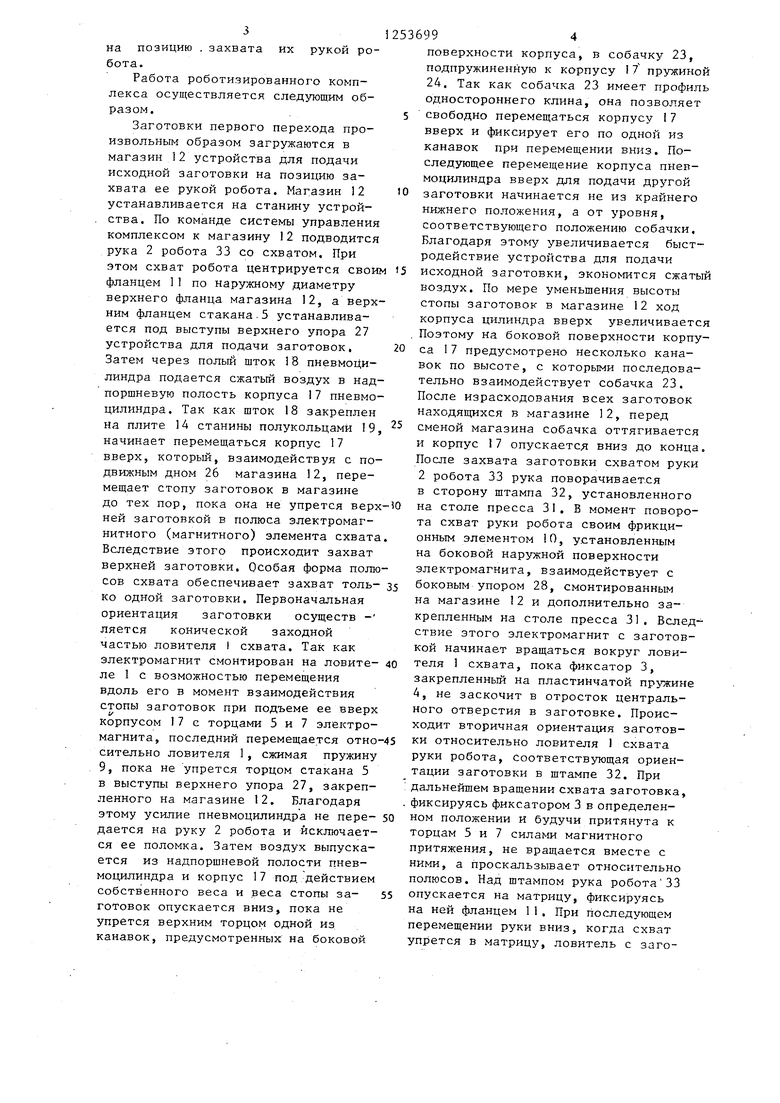
Схват руки промьшленного робота выполнен в виде ловителя 1, жестко закрепленного на руке 2 робота. Ловитель снабжен конической заходной частью и эксцентричным фиксатором 3 на конце по форме отростка центрального отверстия заготовки, жестко связанным с пластинчатой пружиной 4. На ловителе с возможностью перемещения вдоль и вращения вокруг оси ловителя смонтирован электромагнит, вьшолненный в виде стакана 5 и закрепленной с помощью npy)iCHHHorj кольца 6 шайбы 7 с направляющим стержнем охватывающим ловитель, на которьш намотана обмотка 8. Вместо обмотки на направляющий стержень шайбы 7 могут быть установлены постоянные магниты. Торцы стакана 5 и шайбы 7, обращенные к заготовке и образующие полюса магнитов, выполнены зауженными и имеют толщину, равную толщине захватываемой заготовки, что обеспечивает захват только одной заготовки так как при такой конфигурации полюсов магнитное поле не проникает на глубину,; большую чем толщина заготовки. Стакан 5 электромагнита подпружинен относительно руки робота 2 пружиной 9, которая установлена с зазором между нижним торцом пружины и торцом кольцевой вытачки, предусмотренной в стакане 5, что не препятствует свободному вращению электромагнита вокруг ловителя. Пружина 9 соединяется с рукЬй 2 робота при помощи резьбовой нарезки, предусмотренной в вытачке руки и выполненной с шагом, равным шагу навивки пружины.: На боковой поверхности ста-- кана 5 установлен фрикционный элемент 10, выполненный, например, в
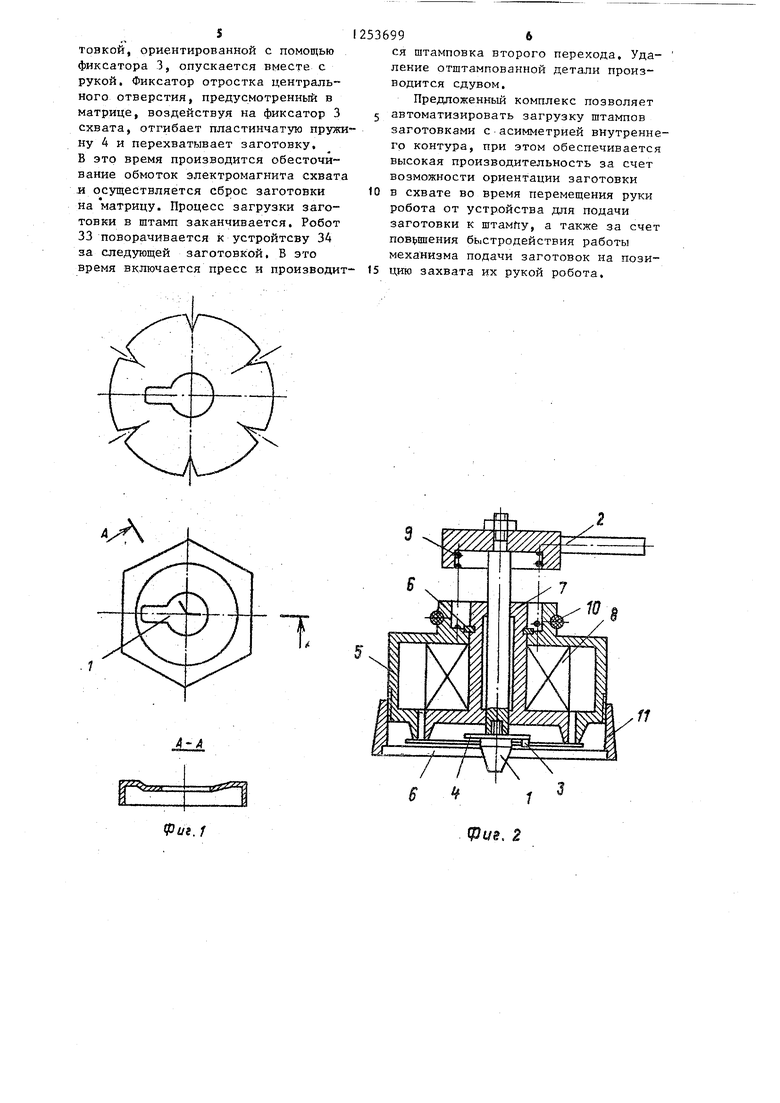
виде резинового кольца, а также фланец 11. Устройство для подачи исход-, ной заготовки на позицию захвата ее рукой робота выполнено в виде трубчатого, магазина 12, закрепленного на станине, которая выполнена в виде плит 13 и 14, связанных стойками.15. Станина крепится к раме 16, установленной на фундаменте. Внутренний диаметр магазина соответствует наружно
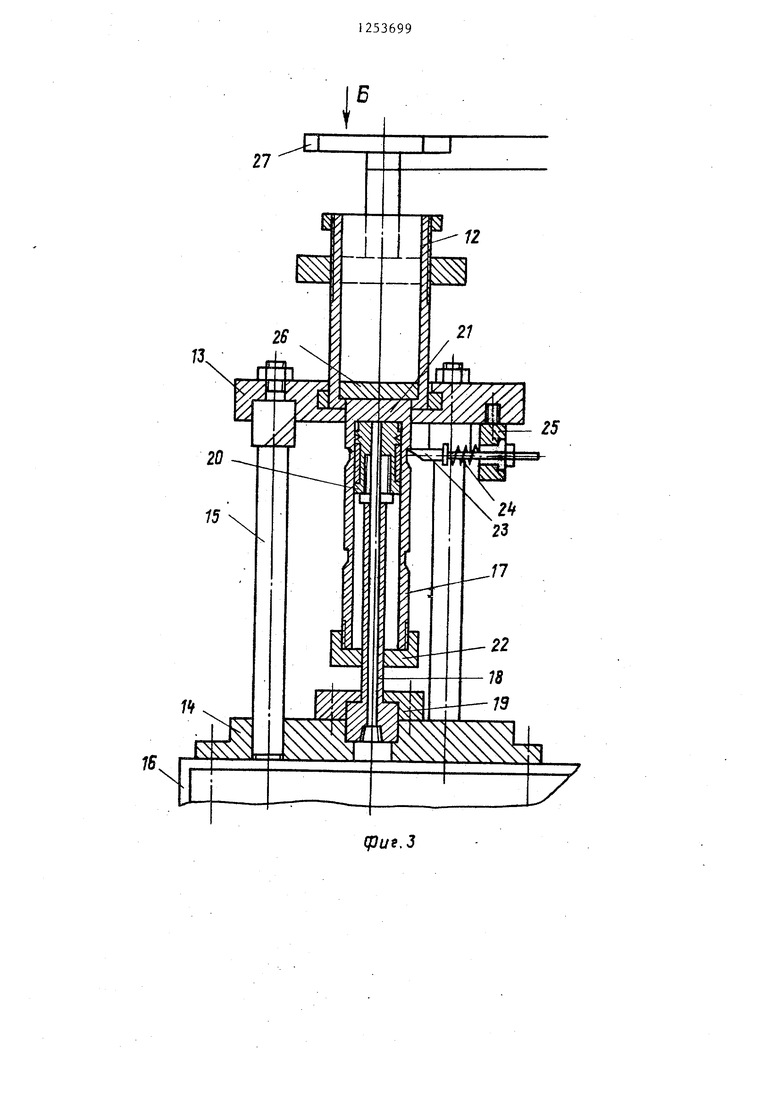
му диаметру исходной /заготовки, получаемой после первого технологического перехода. Соосно магазину 12 смонтирован с возможностью вертикального перемещения вдол оси магазина корпус 17 пневмоцилиндра, шток 18 которого закреплен на плите 14 с помощью полуколец 19. Шток 18 связан жестко с поршнем 20, снабженным правляющей втулкой и уплотнительным к.ольдом, и выполнен с внутренним осевым отверстием, предназначенным для подвода воздуха в надпоршневую полость. Корпус 17 пневмоцилиндра снабжен крьшпсой 21 с уплотнительным кольцом, а также ограничителем 22 хода. На боковой поверхности корпуса 17 на определенном расстоянии одна от другой выполнены канавки, взаимодействующие по мере подъема корпуса с собачкой 23, подпружиненной к кор- пусу пружиной 24. Собачка смонтирована в направляющих стойки 25, закрепленной на плите 13, и имеет форму одностороннего клина. Корпус пневмоцилиндра взаимодействует верхним торцом крышки 21 с щайбой 26, выполняющей функцию подвижного магазина 12. На магазине 12 закреплен с возможностью регулировочного перемещения вдоль оси магазина верхний упор 27 и боковой упор 28. Магазин 12 выполнен с верхним и нижним фланцем. Верхний фланец предназначен для фиксации схвата руки промьщ1лен- ного робота по внутренней проточке, предусмотренной во фланце 11 схвата. Нижним фланцем магазин вставляется в Т-образный паз, предусмотренньй в плите 13, и закрепляется окончательно в ней с помощью накладки 29 и .фиксатора 30. На планировке РТК штамповки шайб (фиг.5) показана кбм- поновка оборудования РТК, которое включает пресс 31, штамп 32 для штамповки шайб, установленный на столе пресса, промьшшенный робот 33, устройство 34 для подачи заготовки
3i
а позицию . захвата их рукой роота.
Работа роботизированного комплекса осун1;ествляется следующим образом.
Заготовки первого перехода произвольным образом загружаются в магазин 12 устройства для подачи исходной заготовки на позицию захвата ее рукой робота. Магазин 12 устанавливается на станину устройства. По команде системы управления комплексом к магазину 12 подводится рука 2 робота 33 со схватом. При этом схват робота центрируется своим фланцем 11 по наружному диаметру верхнего фланца магазина 12, а верхним фланцем стакана.5 устанавливается под выступы верхнего упора 27 устройства для подачи заготовок. Затем через полый шток 18 пневмоци- линдра подается сжатьш воздух в над- поршневую полость корпуса 17 пневмо- цилиндра. Так как шток 18 закреплен На плите 14 станины полукольцами 19, начинает перемещаться корпус 17 вверх, который, взаимодействуя с подвижным дном 26 магазина 12, перемещает стопу заготовок в магазине до тех пор, пока она не упрется верхней заготовкой в полюса электромагнитного (магнитного) элемента схвата Вследствие этого происходит захват верхней заготовки. Особая форма полюсов схвата обеспечивает захват только одной заготовки. Первоначальная ориентация заготовки осуществ - яется конической заходной частью ловителя I схвата. Так как электромагнит смонтирован на ловителе 1 с возможностью перемещения вдоль его в момент взаимодействия стопы заготовок при подъеме ее вверх корпусом 17 с торцами 5 и 7 электромагнита, последний перемещается относительно ловителя 1, сжимая пружину 9, пока не упрется торцом стакана 5 в выступы верхнего упора 27, закрепленного на магазине 12, Благодаря этому усилие пневмоцилиндра не передается на руку 2 робота и исключается ее поломка. Затем воздух выпускается из надпоршневой полости цнев- моцилиндра и корпус 17 под действием Собственного веса и веса стопы заготовок опускается вниз, пока не упрется верхним торцом одной из канавок, предусмотренных на боковой
536994
поверхности корпуса, в собачку 23, подпружиненную к корпусу 17 пружиной 24, Так как собачка 23 имеет профиль одностороннего клина, она позволяет 5 свободно перемещаться корпусу 17 вверх и фиксирует его по одной из канавок при перемещении вниз, По- следутощее перемещение корпуса пневмоцилиндра вверх для подачи другой О заготовки начинается не из крайнего нижнего положения, а от уровня, соответствующего положению собачки. Благодаря этому увеличивается быстродействие устройства для подачи 5 исходной заготовки, экономится сжатый воздух. По мере уменьшения высоты стопы заготовок в магазине 12 ход корпуса цилиндра вверх увеличивается Поэтому На боковой поверхности корпу- 20 са 17 предусмотрено несколько канавок по высоте, с которыми последовательно взаимодействует собачка 23, После израсходования всех заготовок Находящихся в магазине 12, перед 25 сменой магазина собачка оттягивается и корпус 17 опускается вниз до конца. После захвата заготовки схватом руки 2 робота 33 рука поворачивается в сторону штампа 32, установленного
Ю на столе пресса 31, В момент поворота схват руки робота своим фрикционным элементом 10, установленным на боковой наружной поверхности электромагнита, взаимодействует с
5 боковым упором 28, смонтированньм на магазине 12 и дополнительно закрепленным на столе пресса 31, Вследствие этого электромагнит с заготовкой начинает вращаться вокруг лови0 теля 1 схвата, пока фиксатор 3,
закрепленный на пластинчатой пр жине 4, не заскочит в отросток центрального отверстия в заготовке. Происходит вторичная ориентация заготов5 ки относительно ловителя 1 схвата руки робота, соответствующая ориентации заготовки в штампе 32, При . дальнейшем вращении схвата заготовка, . фиксируясь фиксатором 3 в определен0 ном положении и будучи притянута к торцам 5 и 7 силами магнитного притяжения, не вращается вместе с ними, а проскальзывает относительно полюсов. Над штампом рука робота 33
5 опускается на матрицу, фиксируясь на ней фланцем 11, При последующем перемещении руки вниз, когда схват упрется в матрицу, ловитель с заготовкой, ориентированной с помощью фиксатора 3, опускается вместе с рукой. Фиксатор отростка центрального отверстия, предусмотренный в матрице, воздействуя на фиксатор 3 схвата, отгибает пластинчатую пружи ну 4 и перехватывает заготовку, В это время производится обесточи- вание обмоток электромагнита схвата я осуществляется сброс заготовки на матрицу. Процесс загрузки заготовки в штамп заканчивается. Робот 33 поворачивается к устройтсву 34 за следующей заготовкой, В это время включается пресс и производит536996
ся штамповка второго перехода. Удаление отштампованной детали производится сдувом.
Предложенный комплекс позволяет 5 автоматизировать загрузку штампов заготовками с асимметрией внутреннего контура, при этом обеспечивается высокая производительность за счет возможности ориентации заготовки 10 в схвате во время перемещения руки робота от устройства для подачи заготовки к штампу, а также за счет пов,шения быстродействия работы механизма подачи заготовок на пози15 цию захвата их рукой робота.
А-А
11
Vut. 1
us, 2
27
(рие.З
ff-n:
28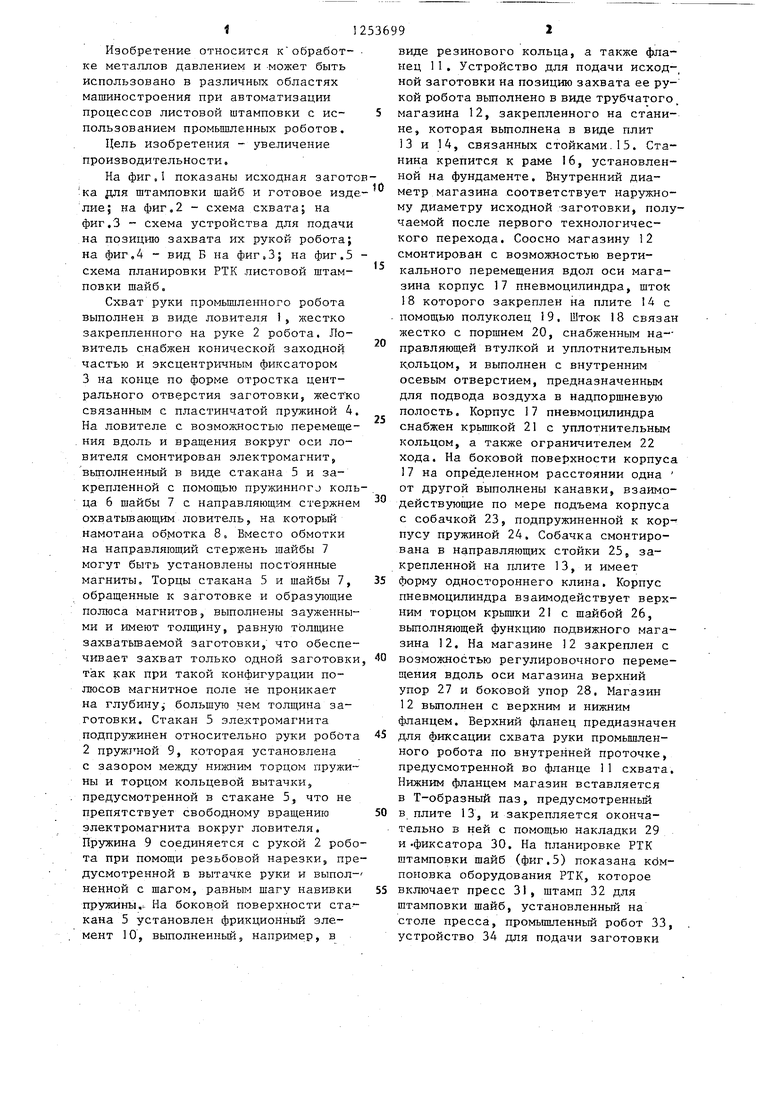
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированный комплекс для штамповки | 1986 |
|
SU1530305A1 |
| Кузнецов К.В | |||
| и Лукьянов Л.А | |||
| Унифицированные робототехнические комплексы холодной листовой штам повки | |||
| - Кузнечко-штамповочное произ- водство, 1981, N И, с | |||
| Насос | 1917 |
|
SU13A1 |
