ИзЪбретение относится к машиностроению и может использоваться для автоматизации загрузочных операций технологического оборудования с помощью манипуляторов.
Целью изобретения является повышение производительности работы ст ройства за счет сокращения времени на холостые ходы исполнительных и контрольных механизмов.
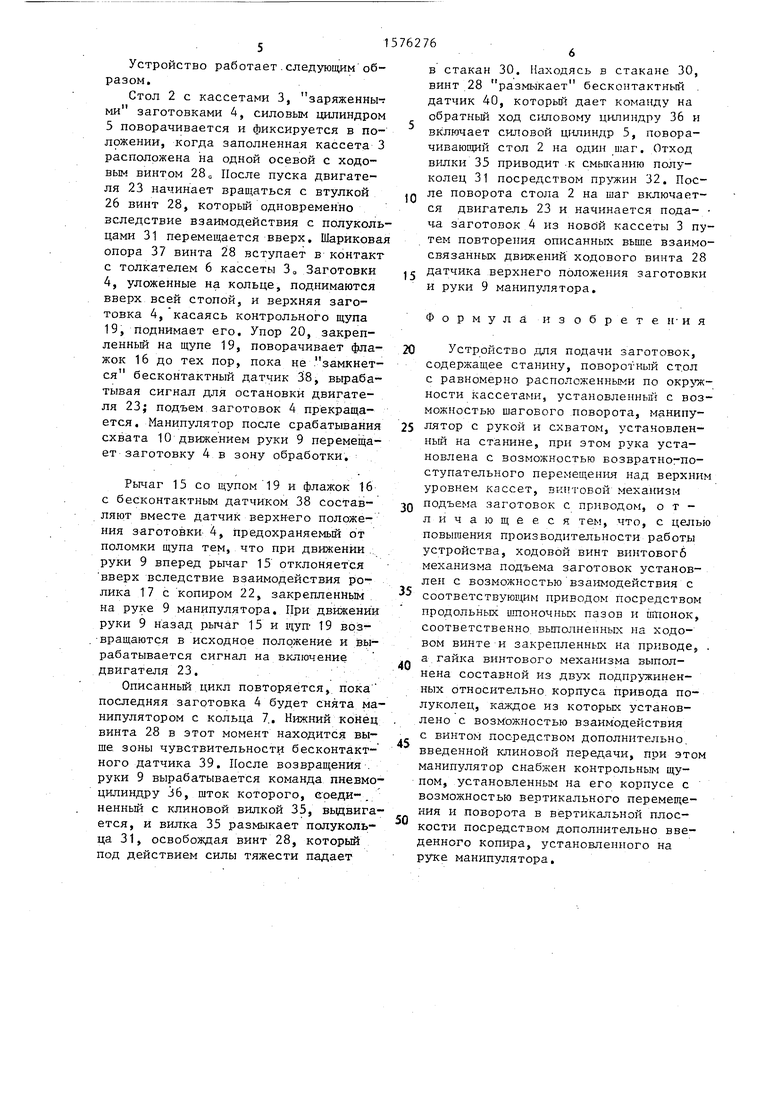
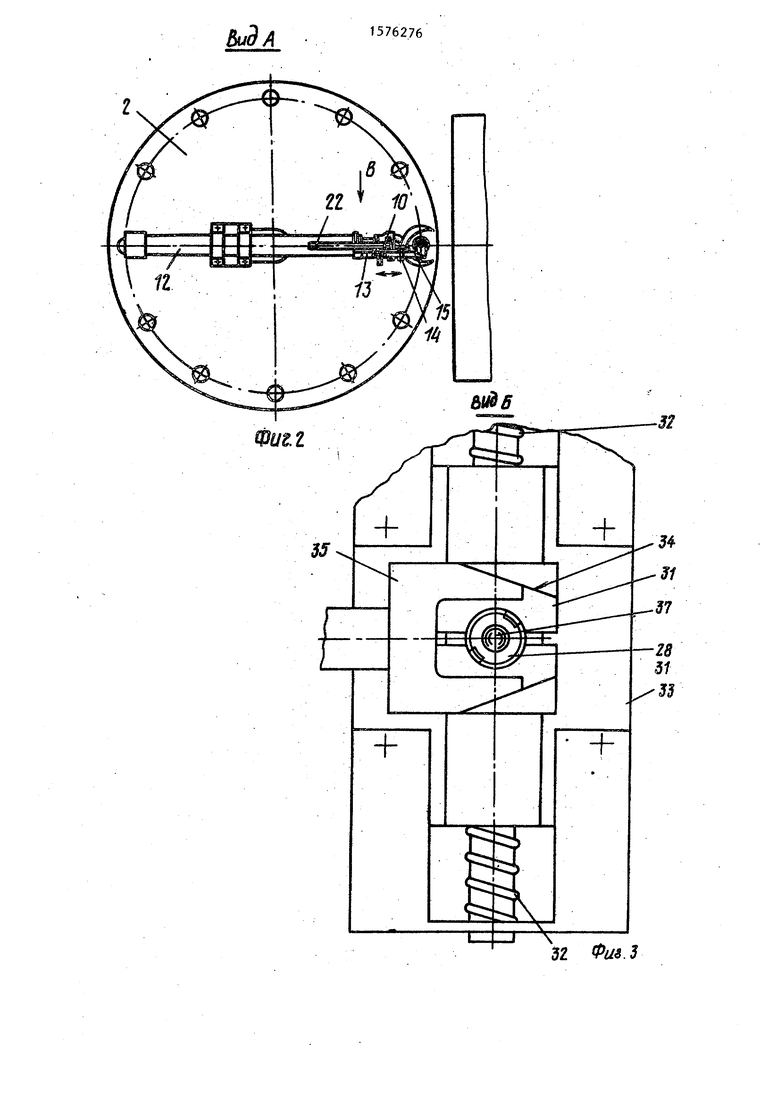
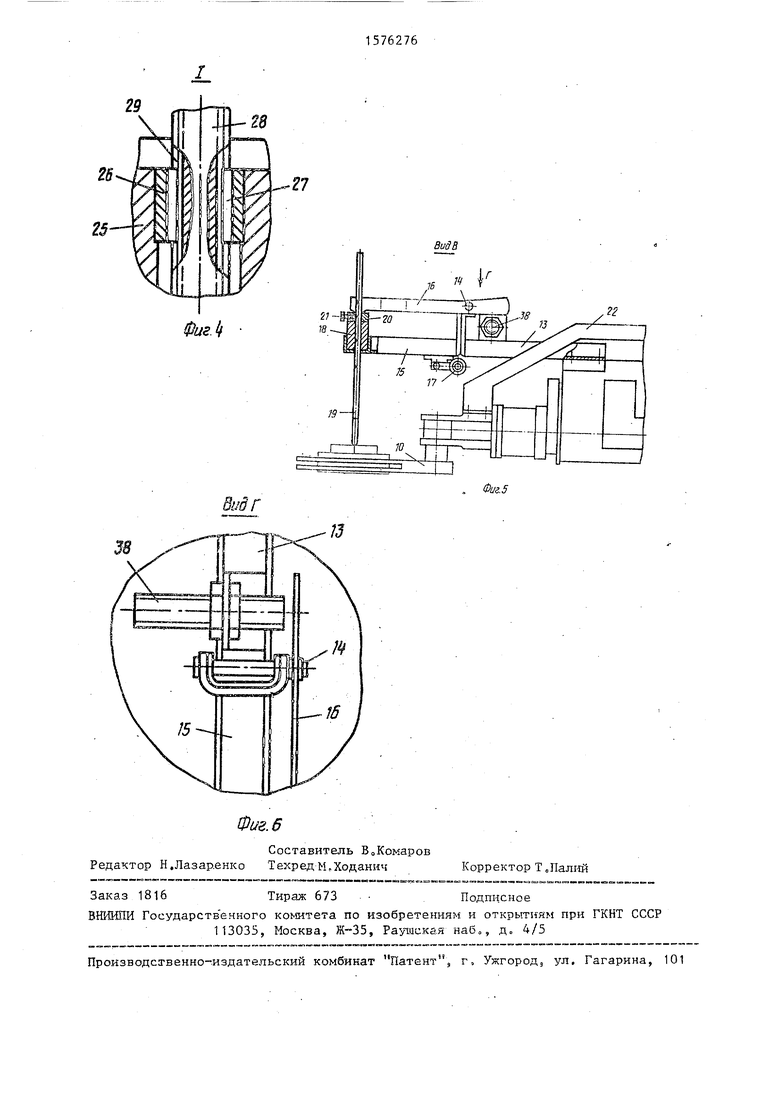
На фиг. 1 показано устройство, общий вид; на фиг„ 2 - вид А на фиг.1; на фиг о 3 - вид В на фиг. 1$ на фиг. 4 - узел I на фиг. 1; на фиг.5 - вид В йа фиг. 2| на фиг, 6 - вид Г на фиг 5.
Устройство содержит станину 1, поворотный стол 2 с равномерно расположенными по его окружности кассетами 3 с яаготовками 4, установленный с возможностью шагового поворота посредством силового цилиндра 5, при этом в каждой кассете 3 установлен толкатель 6, соединенный с наружным кольцом 7 посредством штифта 8, манипулятор с рукой 9 и схватом 10, установленный на станине 1 посредством центрально установленной на нем стойки 11, винтовой механизм подъема заготовок с приводом.
Рука 9 манипулятора установлена с возможностью горизонтального возвратно-поступательного перемещения над верхним уровнем кассет 3 посредством силового цилиндра 12. На корпусе манипулятора закреплен кронштейн 13 с осью 14, на которой установлен подпружиненный относительно последнего рычаг 15 и шарнирно установлен флажок 16. На рычаге 15 закреплен ролик 17 и направляющая втулка 18, в которой с возможностью вертикаль0
5
G
5
0
5
С
5
ного перемещения установлен контпэ ный щуп 19 с упором 20, фиксируемым на последнем посредством винта 1 На руке 9 манипулятора с тью взаимодействия с роликом 1/ чага 15 установлен копир 22.
Винтовой механизм подъема заготовок с приводом включает г сабя двигатель 235 червячный редуктор 24, при этом в отверстии червячного коле са 25 установлена втулка 26 со дыои- 27, а через втулку 26 проходит ходовой винт 28 со шпоночными пазами 29. В исходном положении винт 28 расположен нижним концом в стакане 30s а верхним - во втулке 26 и гайке, выполненной составной из двух подпружиненных относительно корпуса редуктора 24 полуколец 31 посредством пружин 32 и установленньй в кор пусе 33, закрепленном на корпусе редуктора Полукольца 31 установлены с возможностью перемещения в горизонтальной плоскости посредством клиновой передачи, одни из клиньев которой выполнены в виде оппозитно расположенных скосов 34 на полукольцах 31, а другие в виде соответсгвз ющих скосов на клиновой вилке 35, установленной с возможностью горизонтальног перемещения посредством вода 36. Верхний конец ходового н - та 28 снабжен шариковой опорой 37,.
Система управления устройством включает в себя три бесконтактных датчика 38-40.
Датчик 38 расположен в зоне поворота флажка 16 и предназначен для уп равления работой двигателя 23. Датчики 39 и 40 предназначены для контроля крайних положений ходового винта„
Устройство работает следующим образом.
Стол 2 с кассетами 3, заряженны-г ми заготовками 4, силовым цилиндром 5 поворачивается и фиксируется в положении, когда заполненная кассета 3 расположена на одной осевой с ходовым винтом 28„ После пуска двигателя 23 начинает вращаться с втулкой 26 винт 28, который одновременно вследствие взаимодействия с полукольцами 31 перемещается вверх. Шариковая опора 37 винта 28 вступает в контакт с толкателем 6 кассеты 30 Заготовки 4, уложенные на кольце, поднимаются вверх всей стопой, и верхняя заготовка 4, касаясь контрольного щупа 19, поднимает его. Упор 20, закрепленный на щупе 19, поворачивает флажок 16 до тех пор, пока не замкнется бесконтактный датчик 38, вырабатывая сигнал для остановки двигателя 23; подъем заготовок 4 прекращается. Манипулятор после срабатывания схвата 10 движением руки 9 перемещает заготовку 4 в зону обработки.
Рычаг 15 со щупом 19 и флажок 16 с бесконтактным датчиком 38 составляют вместе датчик верхнего положения заготовки 4, предохраняемый от поломки щупа тем, что при движении руки 9 вперед рычаг 15 отклоняется вверх вследствие взаимодействия ролика 17с копиром 22, закрепленным на руке 9 манипулятора. При движении руки 9 назад рычаг 15 и щуп 19 возвращаются в исходное положение и вырабатывается сигнал на включение двигателя 23.
Описанный цикл повторяется, пока последняя заготовка 4 будет снята манипулятором с кольца 7. Нижний конец винта 28 в этот момент находится выше зоны чувствительности бесконтактного датчика 39. После возвращения руки 9 вырабатывается команда пневмо цилиндру 3b, шток которого, еоеди-, ненный с клиновой вилкой 35, выдвигается, и вилка 35 размыкает полукольца 31, освобождая винт 28, который под действием силы тяжести падает
0
5
0
5
0
5
0
5
0
в стакан 30. Находясь в стакане 30, винт 28 размыкает бесконтактный датчик 40, который дает команду на обратный ход силовому цилиндру 36 и включает силовой цилиндр 5, поворачивающий стол 2 на один шаг. Отход вилки 35 приводит к смыканию полуколец 31 посредством пружин 32. После поворота стола 2 на шаг включается двигатель 23 и начинается пода- ча заготовок 4 из новой кассеты 3 путем повторения описанных выше взаимосвязанных движений ходового винта 28 датчика верхнего положения заготовки и руки 9 манипулятора.
Формула изобретения
Устройство для подачи заготовок, содержащее станину, поворотный стол с равномерно расположенными по окружности кассетами, установленный с возможностью шагового поворота, манипулятор с рукой и схватом, установленный на станине, при этом рука установлена с возможностью возвратно-поступательного перемещения над верхним уровнем кассет, винтовой механизм подъема заготовок с приводом, отличающееся тем, что, с целью повышения производительности работы устройства, ходовой винт винтовогб механизма подъема заготовок установлен с возможностью взаимодействия с соответствующим приводом посредством продольных шпоночных пазов и шпонок, соответственно выполненных на ходовом винте и закрепленных на приводе, . а гайка винтового механизма выполнена составной из двух подпружиненных относительно корпуса привода полуколец, каждое из которых установлено с возможностью взаимодействия с винтом посредством дополнительно введенной клиновой передачи, при этом манипулятор снабжен контрольным щупом, установленным на его корпусе с возможностью вертикального перемещения и поворота в вертикальной плоскости посредством дополнительно введенного копира, установленного на руке манипулятора.
Ј9Лф 2Ј
г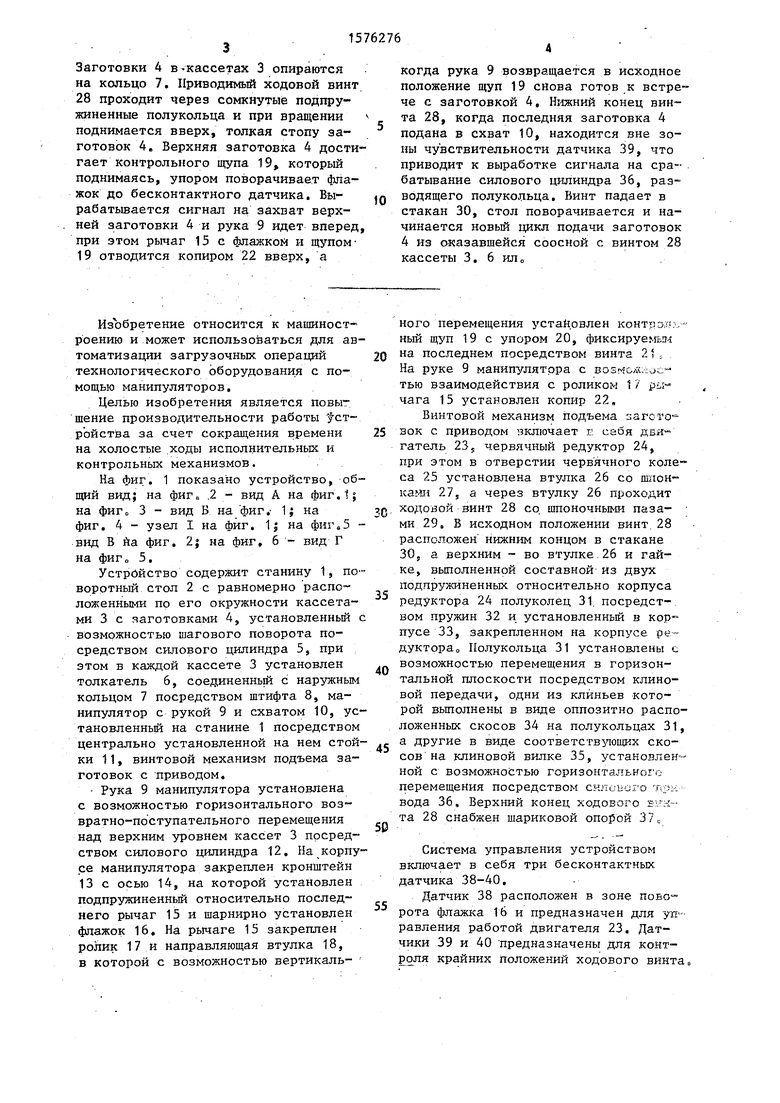
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1981 |
|
SU946744A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для контроля уровня материала | 1986 |
|
SU1368083A1 |
| Автоматизированный технологический комплекс для прессования изделий из порошков | 1991 |
|
SU1801048A3 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1989 |
|
SU1736664A1 |
Изобретение относится к машиностроению и предназначено для автоматической передачи заготовки манипулятором в зону технологической обработки из стопы, расположенной на поворотном столе. Целью изобретения является повышение производительности работы устройства за счет сокращения времени на холостые ходы исполнительных и контрольных механизмов. Заготовки 4 в кассетах 3 опираются на кольцо 7. Приводимый ходовой винт 28 проходит через сомкнутые подпружиненные полукольца и при вращении поднимается вверх, толкая стопу заготовок 4. Верхняя заготовка 4 достигает контрольного щупа 19, который поднимаясь, упором поворачивает флажок до бесконтактного датчика. Вырабатывается сигнал на захват верхней заготовки 4 и рука 9 идет вперед, при этом рычаг 15 с флажком и щупом 19 отводится копиром 22 вверх, а когда рука 9 возвращается в исходное положение, щуп 19 снова готов к встрече с заготовкой 4. Нижний конец винта 28, когда последняя заготовка 4 подана в схват 10, находится вне зоны чувствительности датчика 39, что приводит к выработке сигнала на срабатывание силового цилиндра 36, разводящего полукольца. Винт падает в стакан 30, стол 2 поворачивается, и начинается новый цикл подачи заготовок 4 из оказавшейся соосной с винтом 28 кассеты 3. 6 ил.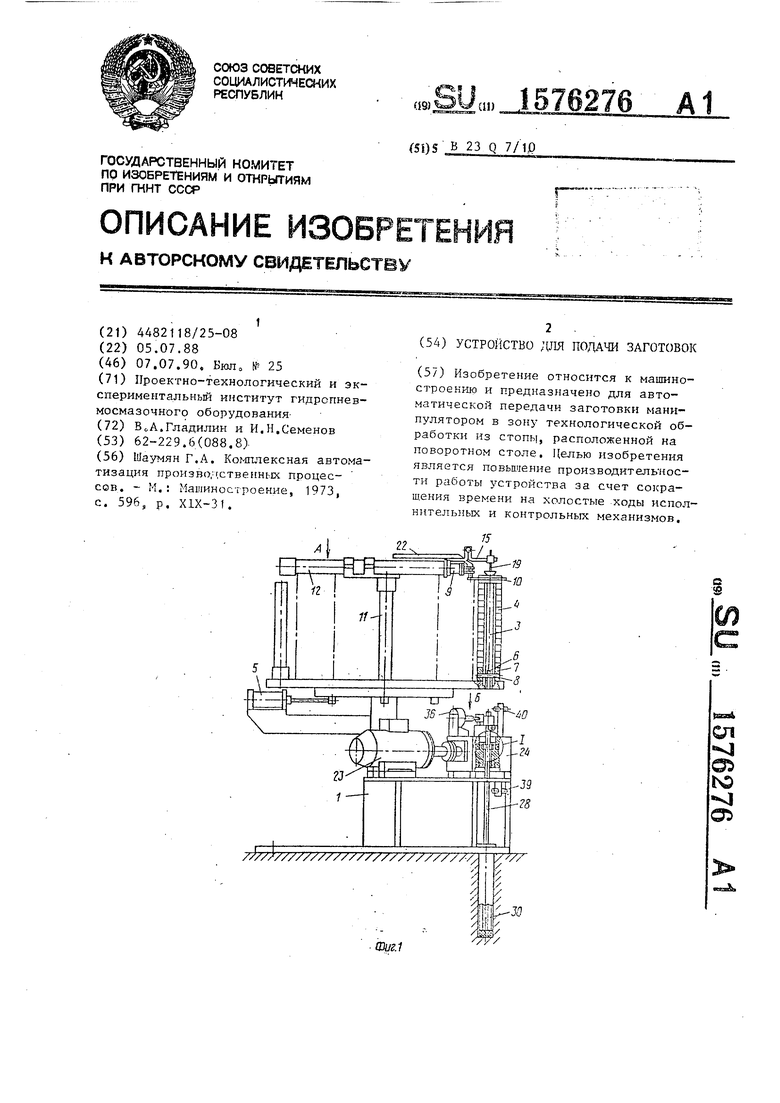
9LZ9t$i
V(ng
W
28
27Вид Г
Фиг. 6
Редактор Н.Лазаренко
Составитель В0Комаров Техред м, Ходаннч
ВидВ
22
Фиг. 5
Корректор Т „Палий
| Шаумян Г.А | |||
| Комплексная автоматизация произво, гственных процессов | |||
| - М.: Машиностроение, 1473, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
