to
OS О5 00 ОО
10
20
25
: Изобретение относится к кузнечно- inpeccoBOMy оборудованию и может быть (использовано при изготовлении дета- лей стержневого типа, имеющих головки с двух сторон.
Целью изобретения является повьппе- ние производительности.
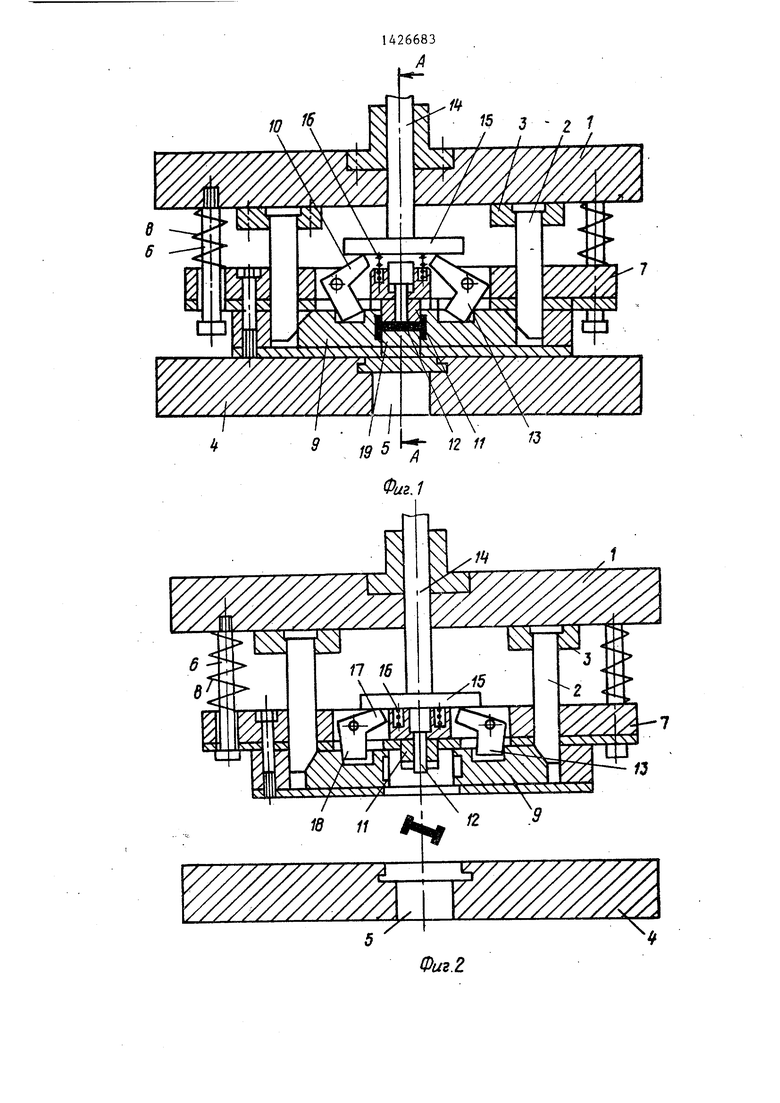
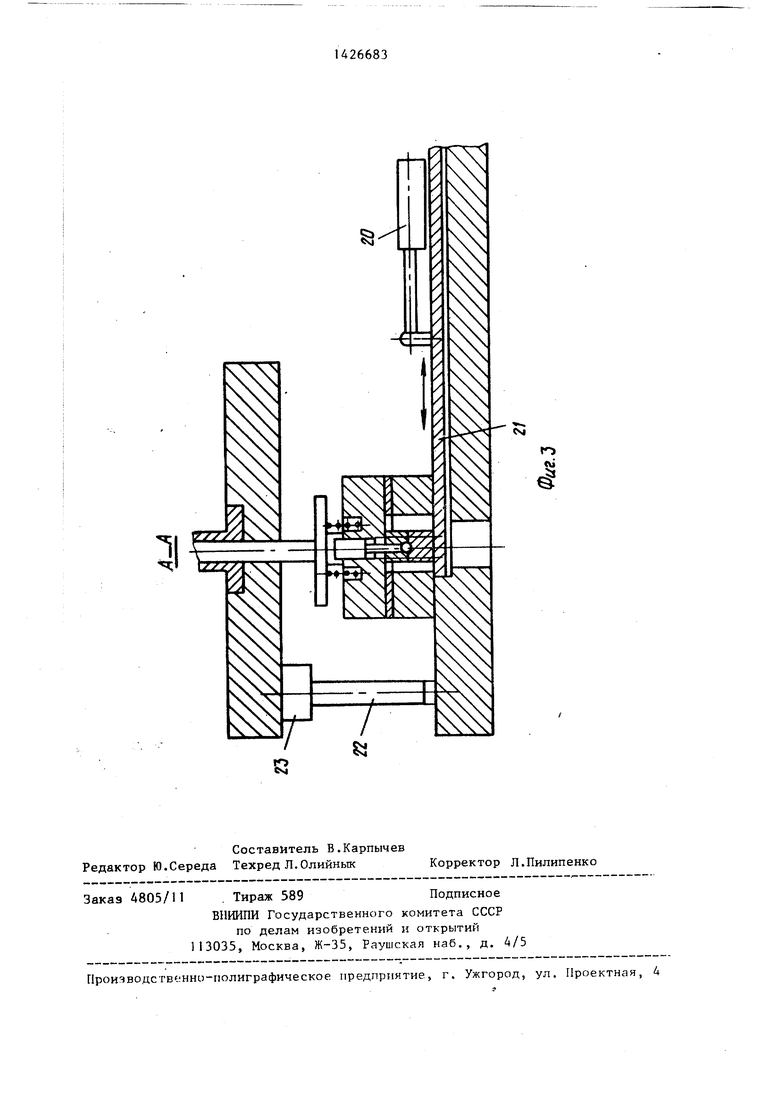
На фиг,1 схематично изображено устройство, разрез по формующим пуансонам; на фиг.2 - то же, в рас- крытом положении; на фиг.З - разрез А-А на фиг.1.
Устройство содержит верхнюю плиту 1, на которой закреплены клинья 2 в клинодержателях 3 и нижнюю плиту 4 с провальным окном 5. К верхней плите 1 иа винтах 6 подвешен составной корпус 7. Верхняя плита 1 и кор- пус 7 подпружинены с помощью пру- жин 8, расположенных на винтах 6. В корпусе 7 смонтированы подвижные пуансоны 9 с механизмом 10 их разведения и полуматрица 1 1, внутри которой расположен выталкиватель 12. Механизм 10 разведения пуансонов 9 вьшолнен в виде двуплечих рычагов 13, шарнирно закрепленных в корпусе 7 и толкателя 14, пропущенного сквозь верхнюю плиту 1.
Толкатель 14 имеет фланец 15 и для уравновешивания его веса под- прзгжинен пружиной 16, закрепленной в корпусе 7. Плечо 17 рычагов 13 расположено оппозитно толкателю 14, а плечо 18 связано с соответствующим пуансоном 9.
На нижней плите 4 смонтирована нижняя полуматрица 19 с приводом 20 ее отведения. Полуматрица 19 расположена на ползуне 21, имеющим возможность перемещения по направляющим плиты 4. Верхняя плита 1.связана с нижней плитой 4 колонками 22 с втулками 23. Привод 20 синхронизирован с ползуном пресса.
Устройство работает следующим образом,
В рабочем положении полуматрица 19 с нагретой заготовкой находится над провальным окном 5, При движении ползуна пресса вниз сначала происходит зажим заготовки между верхней 11 и нижней 19 полуматрицами, а затем клинья 2 толкают формующие подвижные пуансоны 9 и осуп;ествляется формов 5
30
35
40
45
50
0
0
5
ка торцов детали. После формовки ползун пресса движется вверх, клинья 2 поднимаются вверх, освобождая пуансоны 9, но они продолжают взаимо- действрвать с торцами детали, так как толкатель 14 удерживается на весу пружиной 16. Отформованная деталь, зажатая между пуансонами 9, остается в верхней полуматрице 11 и поднимается вверх вместе с корпусом 7. В это время ползун.21 с ниж ней полуматрицей 19 отводится в загрузочную позицию, открьшая проваль- 5 ное окно 5 (фиг.2).
Когда ползун пресса займет верхнее положение, толкатель 14 упирается в траверсу пресса и нажимает сначала на плечи 17 рычагов 13, а плечи 18-взаимодействуют с пуансонами 9 и разводят их, освобождая деталь. Затем толкатель 14 нажимает на выталкиватель 12, который выталкивает деталь и она падает в провальное окно 5 .
Устройство позволяет автоматизировать выгрузку деталей, что повышает производительность труда.
0 Формула изобре:тения
Устройство для формовки торцов деталей стержневого типа, содержащее верхнюю плиту, связанную с подпружиненным корпусом, в котором расположены подвижные пуансоны с механизмом их разведения и верхняя полуматрица, нижнюю плиту с нижней полуматрицей, отлич.ающееся тем, что, с целью повьшения производительности, механизм разведения пуансонов вьшолнен в виде двуплечих рычагов и подпружиненного относительно корпуса толкателя, размещенного в отверстии верхней плиты с возможностью взаимодействия с одним из плеч каждого рычага, другое плечо каждого рычага связано с соответствующим пуансоном, нижняя полуматрица установлена с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси толкателя, и снабжена приводом перемещения, размещенным на нижней плите, при зтом в последней вьтолнено провальное окно под готовые детали.
5
0
5
0
/J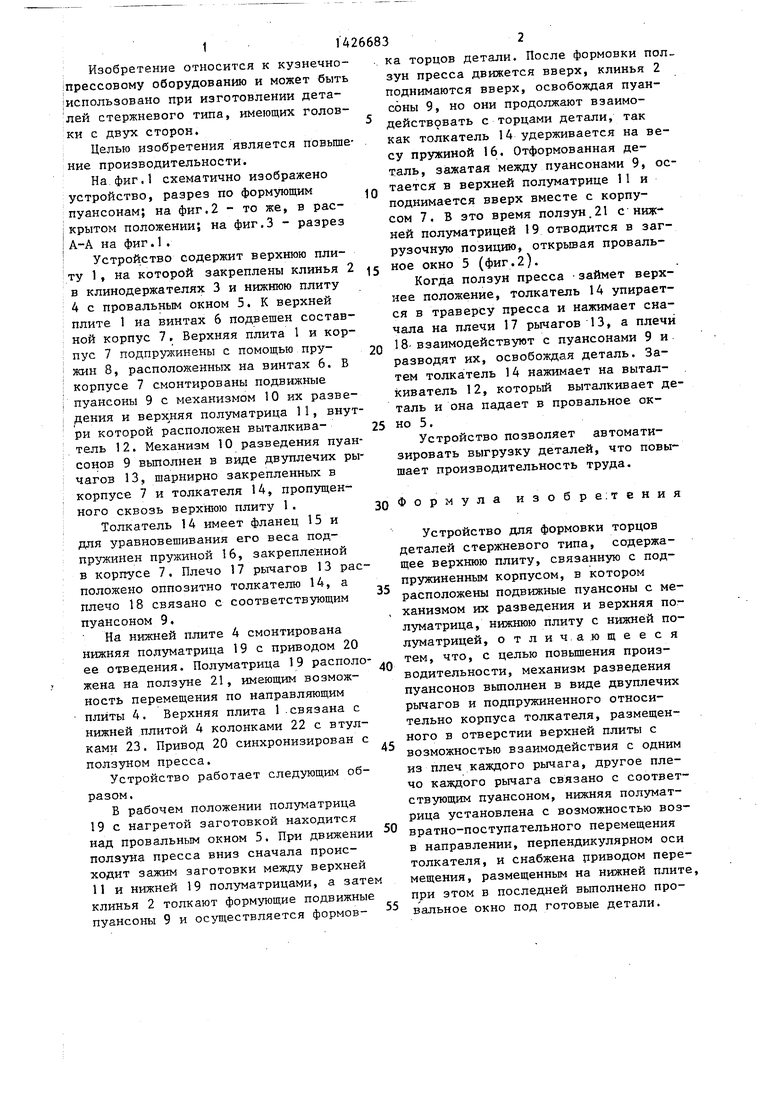
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для поперечного выдавливания | 1986 |
|
SU1386349A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Штамп для объемной штамповки | 1986 |
|
SU1360866A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
Изобретение, относится к кузнеч- но-прессовому оборудованию и может быть использовано при изготовлении деталей стержневого типа, имеющих головки с двух сторон. Цель - повышение производительности. Устройство содержит корпус, в котором смонтиро- ваны подвижные пуансоны с механизмом их разведения и верхняя полуматрица, внутри которой расположен выталкиватель. Корпус подвешен-на винтах к верхней плите. Механизм разведения пуансона вьшолнен в виде двуплечих рычагов, шарнирно закрепленных в корпусе, и толкателя, пропущенного сквозь верхнюю плиту и подпружиненного пр жиной, одно плечо рычагов расположено оппозитно толкателю, а другое связано с соответствующим пуансоном. На нижней плите с провальным окном смонтирована нижняя полуматрица § с приводом ее отведения. При работе устройства обеспечивается автоматизация выгрузки деталей. 3 ил. 
Фиг.г
r
| Устройство для формовки торцов деталей стержневого типа | 1981 |
|
SU980911A1 |
