ьо
Од
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухдуговой сварки | 1977 |
|
SU623685A1 |
| Устройство для двухдуговой сварки | 1987 |
|
SU1407724A1 |
| Горелка для двухдуговой сварки | 1989 |
|
SU1655695A1 |
| Устройство для дуговой сварки с колебаниями электрода поперек разделки стыка | 1978 |
|
SU791491A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для двухдуговой сварки | 1979 |
|
SU872101A1 |
| Устройство для автоматической сварки | 1981 |
|
SU965664A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
Изобретение относится к устройствам для двухдуговой сварки, в среде защитных газов и может быть применено при изготовлении конструкций из --тугоплавких, химически активных металлов и толстостенных конструкций. Цель изобретения - повышение качества сварных соединений при сварке стыков С изменяющейся и несимметричной формами разделки кромок, при многослойной сварке. Устройство позволяет производить раздельную регулировку каждого электрода в горизонтальной плоскости независимо от вертикального перемещения электрододержи- телей. Это обеспечивает возможность корректировки расстояния между электродами в процессе сварки при постоянной высоте дуги. I з.-я. ф-лы, 3 ил. (Л
N)
Изобретение относится к дуговой свирки в среде защитных газов, мо- же быть применено при изготовлении толстостенных конструкций в машиностроении и является дополнительным к авт.св. № 623685.
Цель изобретения - повьшение качества сварных соединений и производительности труда при многослойной ю пружины 9, передают вращение, на шарсверке, при сварке стыков с изменяющейся и несимметричной формами раз- дфки кромки.
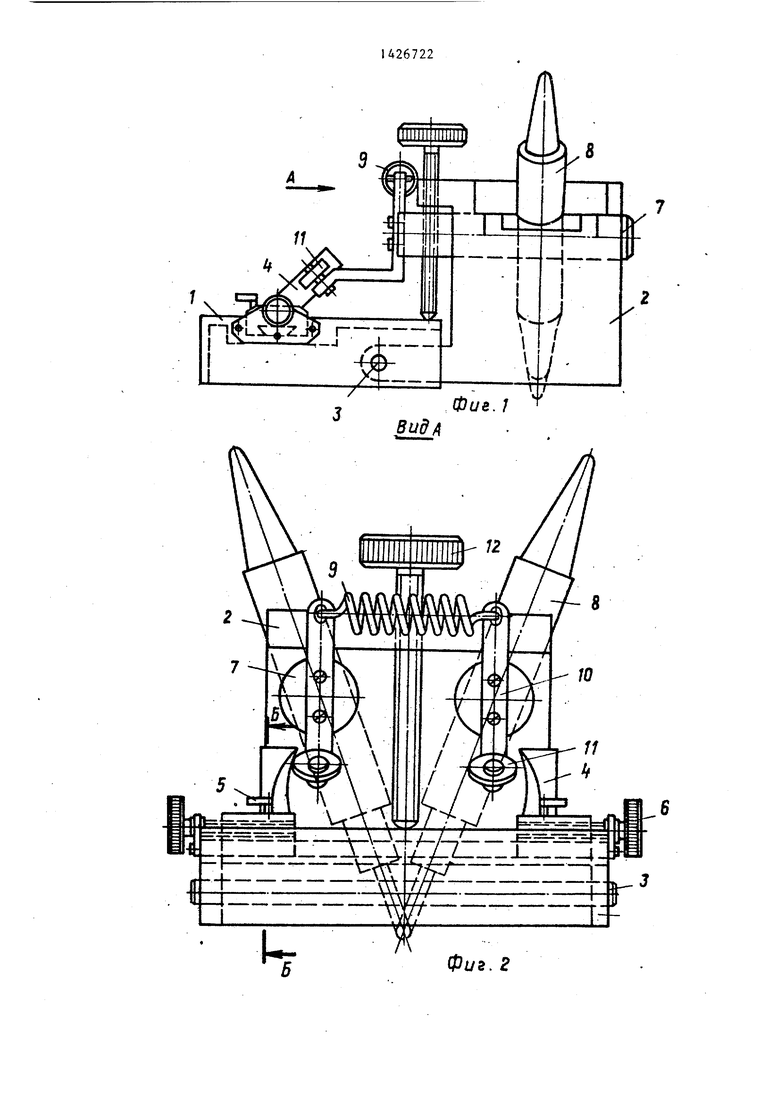
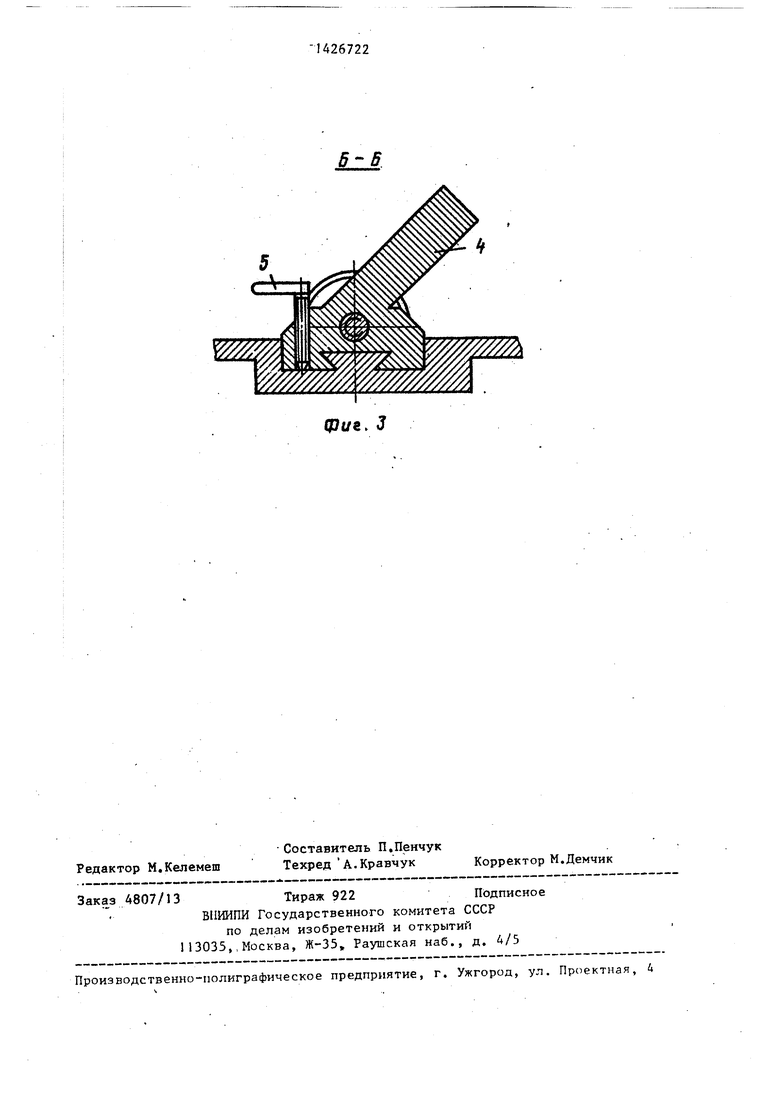
j На фиг. 1 изображено устройство, об|щий вид; на фиг.2 - вид А на ФЙГ.1; на фиг. 3 - разрез Б-В на Фиг.2.
Корпус устройства для двухдуговой сварки выполнен в виде неподвижного
1к подвижного 2 оснований, шарнир- нф связанных осью 3.
i Неподвижное основание 1 снабжено направляющей типа ласточкин хвост сjдвумя ползунами,.каждый из которых выполнен -за одно целое с одним из копиров Д. Копиры 4 выполнены по фор м разделки свариваемого стыка и снабжены фиксаторами 5. На неподвижном основании 1 установлены винты 6., соединенные посредством винтовой пары с копирами 4.
В подвижном основании 2 на шарнирах 7 установлены электрододержатели 8. На шарнирах 7 закреплены связанные, меткду собой пружиной 9 растяжения рычаги 10, вьтолненные с роликами 1 1 , предназначенными для обкатыва копиров 4, В подвижном основании
2установлен винт 12, своим концом контактирующий с неподвижным основанием 1. Винт 12 предназначен для Подъема электродов.
При вращении винта 12 конец его упирается в неподвижное основание 1 и создает вращаюпщй момент относительно оси 3.
Подвижное основание 2, вращаясь вокруг оси 3, поднимается вместе с электрододержателями 8 над изделием. Одновременно ролики 1 рычагов 10 скользят по рабочим поверхностям копиров 4, прижимаясь к ним под действием пружины 9, и передают враще2.Устройство ПОП.1, отли чающееся тем, что оно сн
ние на шарниры 7 электрододержателей
8, изменяя угол поворота шарниров 7 но направляющей типа ласточкин
и, следовательно, величину разведения
концов электродов.
При вращении винтов 6 профилированные упоры 4 сдвигаются или раздвихвост с двумя .ползунами, каждый которых выполнен за одно целое с ним из копиров, а копиры выполн с фиксаторами.
гаются симметрично или несимметрично относительно оси симметрии горелки в зависимости от формы разделки свариваемого стыка и фиксируются фиксаторами 5.
При перемещении.копиров 4 рычаги 10, прижимаясь роликами 11 к рабочим поверхностям копиров А под действием
5
0
5
0
ниры 7 электрододержателей 8,дополнительно симметрично или несимметрично изменяя угол поворота шарниров 7 и, следовательно, величину разведения концов электродов. При необходимости возможно одновременное или раздельное перемещение копиров 4 посредством винтов 6 в процессе сварки, что позволяет корректировать расстояние между концами электродов при постоянной высоте дуги.
Предложенное устройство позволяет непосредственно в процессе сварки вести регулировку параметров режима свдрки по заранее выбранной программе за счет применения профилированных упоров (копиров) и по изменяющейся программе, за счет возможности производить раздельную регулировку перемещения каждого электрода в горизонтальной плоскости независимо от вертикального перемещения электрододержателей. Это создает возможность корректировки расстояния между электродами при постоянной высоте дуги,при сварке стыков с меняющейся и несимметричной формой разделки, увеличить производительность и качество сварочных работ.
Формула изобретения
1,Устройство для двухдуговой сварки по авт.св. № 623685, о т л и- ч а ю щ ее с я тем, что, с цельк
5 повьгаения качества сварных соединений при многослойной сварке, при сварке стыков с изменяющейся и несимметричной формами разделки кромок упрощения обслуживания устройства, копиры установлены с возможностью перемещения в направлении, перпендикулярном оси симметрии устройства.
5
0
0
но направляющей типа ласточкин
хвост с двумя .ползунами, каждый из которых выполнен за одно целое с одним из копиров, а копиры выполнены с фиксаторами.
Фиг. 2
сриъ 3
1л1
| Устройство для одновременной сварки двух угловых швов | 1975 |
|
SU537781A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для двухдуговой сварки | 1977 |
|
SU623685A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
