Известны устройства для прокаливания форм, формовки, заливки и выбивки при литье по выплавляемым моделям. В таких устройствах формы, подвергаемые прокаливанию, предварительно помещают в специальные кассеты и засыпают их наполнителем из бункера, расположенного над прокалочными отсеками.
Известные устройства имеют ряд недостатков: операции по загрузке кассет блоками форм, засыпка наполнителя в цолость прокалочного отсека после прокаливания форм выполняются вручную, имеют место также значительные потери тепла при транспортировании и засыпке горячего наполнителя.
Предлагаемое устройство обеспечивает автоматизацию операций отливки и сокращение тепловых потерь. Это достигнуто тем, что устройство выполнено в виде барабанной поворотной печи, камера которой в нижней своей части имеет бункер с наполнителем, отделяемый от рабочей части камеры шибером.
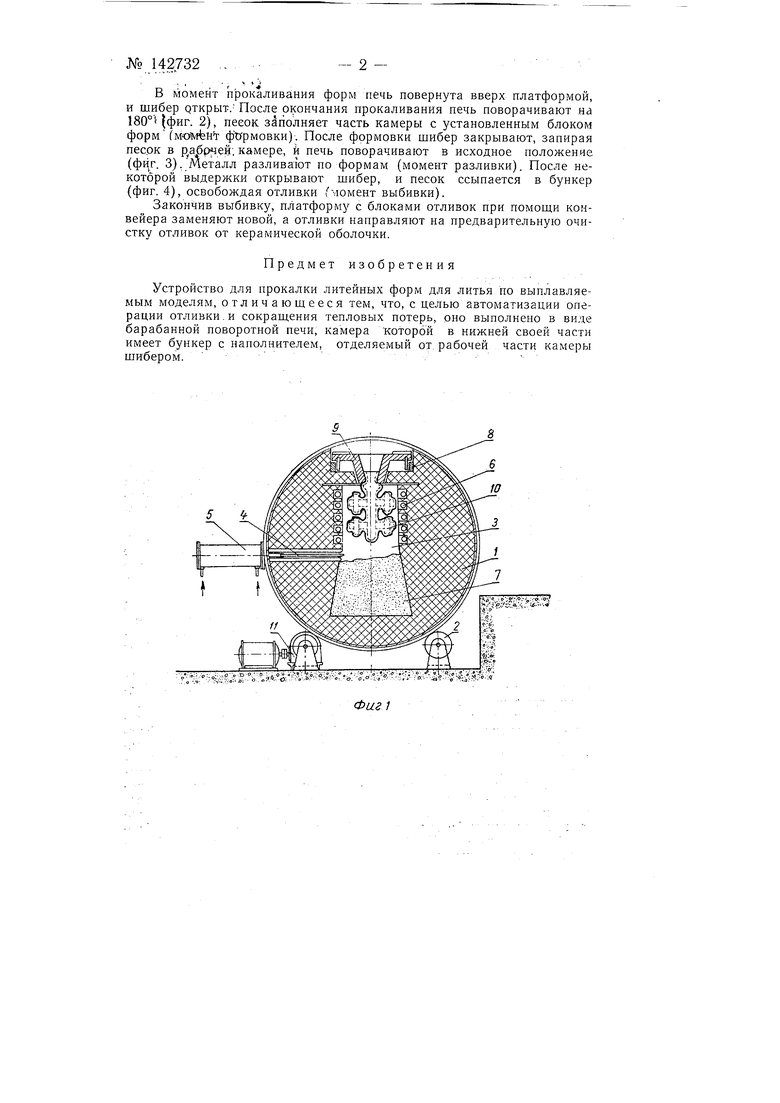
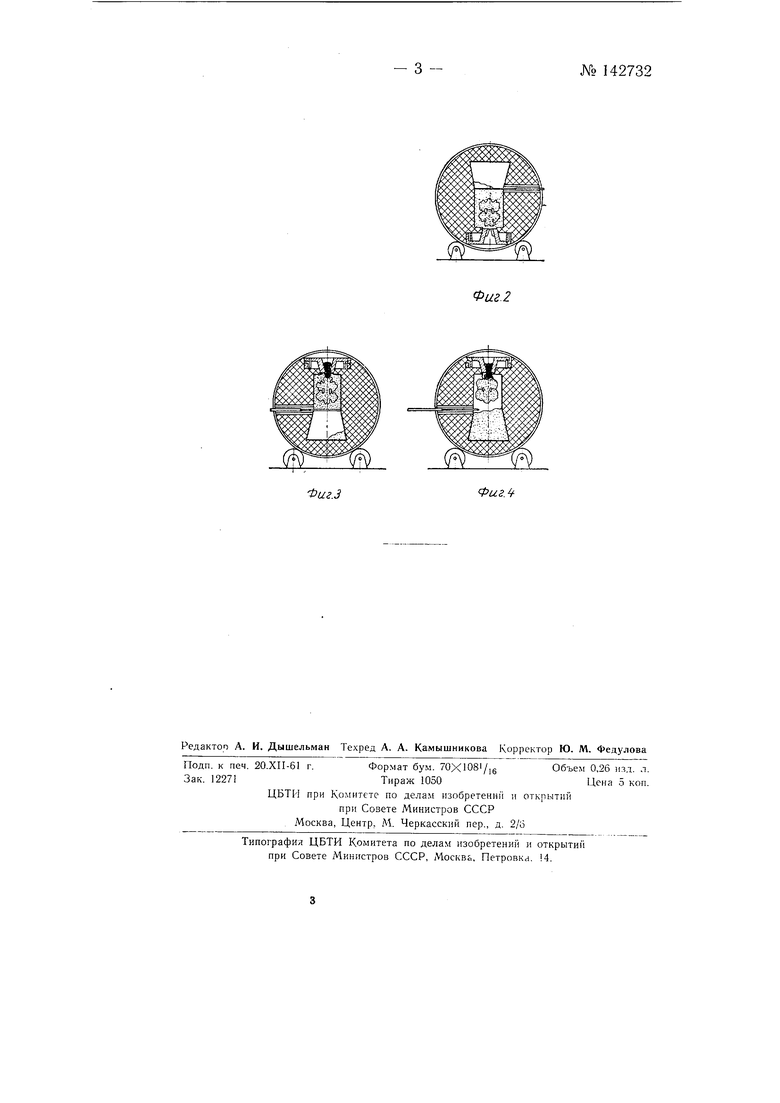
Устройство в поперечном разрезе показано на фиг. I в момент прокаливания формы; на фиг. 2 - в момент формовки; на фиг. 3 - в момент разливки металла по формам; на фиг. 4 - в момент выбивки.
Устройство для прокаливания литейных форм при литье по выплавляемым моделям представляет собой нагревательную печь / барабанного типа, установленную на роликах 2. Камера 3 печи может разделяться щибером 4, приводимым в действие гидравлическим цилиндром 5, на две части. На боковых стенках верхней части камеры установлены нагревательные элементы 6. Нижняя часть камеры используется как утепленный бункер для наполнителя 7 (песка). С торцов печь оборудована заслонками, открывающими рабочую камеру во время загрузки и выгрузки форм и отливок. По пути 8 передвигается платформа 9 с блоками форм 10. При помоп1,и приводного механизма 11 печ может поворачиваться на 180°.
В момент прокаливания форм печь повернута вверх платформой, и шибер рткрыт. После окончания прокаливания печь поворачивают на 180° 1ФИГ. 2), песок заполняет часть камеры с установленным блоком формЫом%№ фЪрмовки). После формовки шибер закрывают, запирая песок в .ей; камере, и печь поворачивают в исходное положение (фи,г. 3). Металл разливают по формам (момент разливки). После некоторой выдержки открывают шибер, и песок ссыпается в бункер (фиг. 4), освобождая отлив.ки (момент выбивки).
Закончив выбивку, платформу с блоками отливок при помоши конвейера заменяют новой, а отливки направляют на предварительную очистку отливок от керамической оболочки.
Предмет изобретения
Устройство для прокалки литейных форм для литья по выплавляемым моделям, отличаюшееся тем, что, с целью автоматизации операции отливки, и сокращения тепловых потерь, оно выполнено в виде барабанной поворотной печи, камера которой в нижней своей части имеет бункер с наполнителем, отделяемый от. рабочей части камеры шибером. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| Установка для прокалки керами-чЕСКиХ блОКОВ | 1979 |
|
SU816670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| Опока для литья по выплавляемым моделям | 1979 |
|
SU831357A1 |
| Автоматизированная линия для получения отливок | 1978 |
|
SU768537A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |
i v-ij; ;
