ида
4;
4
4
ас
QJai.
Го
Изобретение относится к обработке ме-- таллов давлением, в частности к устройствам для изготовления деталей типа наконечников, и является усовершенствованием изобретения из авт. св. № 749504.
Цель изобретения - повышение надежности работы и качества изготавливаемых деталей.
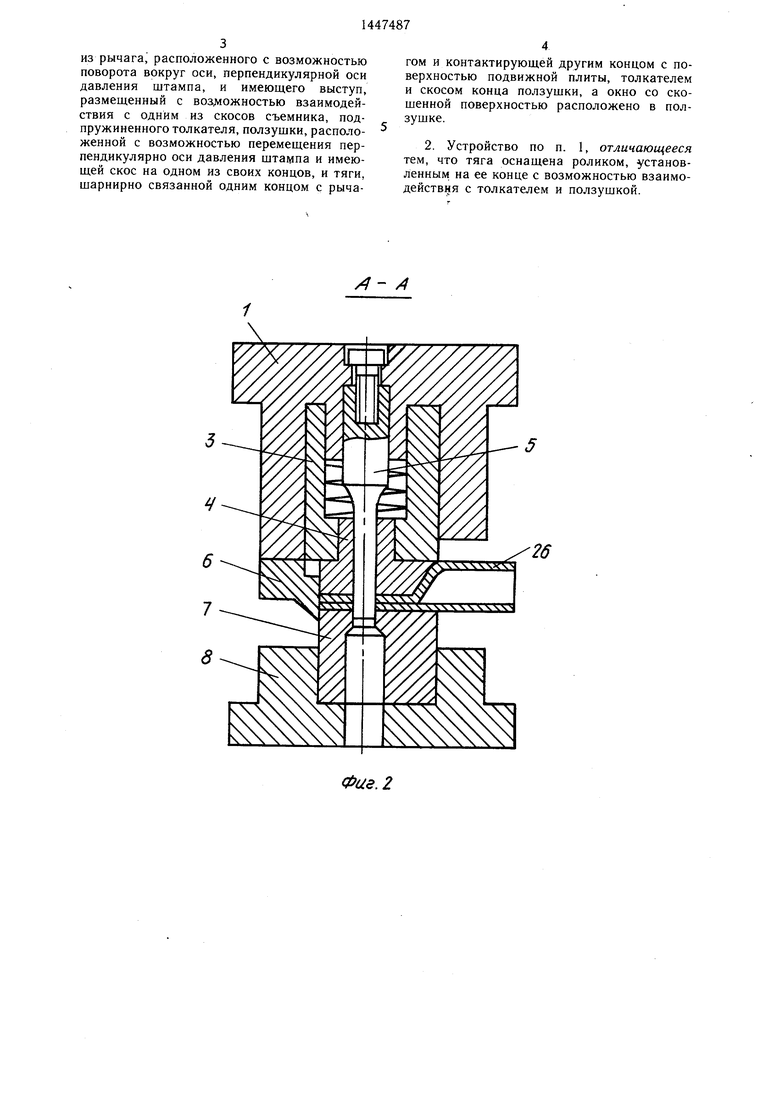
На фиг. 1 показано устройство в исходном положении, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство для изготовления деталей типа наконечников содержит верхнюю подвижную плиту 1 с размещенным на ней и подпружиненным пружиной 2 подвижным съе.мником 3 с закрепленны.м на нем пуансоном 4 сплющивания, охватывающим про- бив.ной пуансон 5. На верхней плите закреплен также отрезной пуансон 6 (фиг. 2), взаимодействующий с матрицей 7, смонти- рованной на нижней плите 8 с размещенными на ней направляюнлими колонками 9, входящими в отверстия 0, в верхней плите и имеющими скошенную поверхность 11 (фиг. 1 и 3).
Отверстия 10 перекрыты ползущками 12, выполненными в виде пластин с окнами, имеющими скощенные поверхности 13 и 14, (фиг. 3) и подпружиненными плоскими пружинами 15. Скощенной поверхностью 13 ползущки 12 взаимодействуют со скошенной поверхностью 1 направляющих колонок 9, а скощенной поверхностью 14 - роликами 16, поджатыми к ползущкам пружинами 17 через толкатели 18, расположенные в плите 1 (фиг. 1). Ролики 16 также контактируют с опорными поверхностями 19 плиты 1 и связаны посредством тяг, со- СТОЯП1.ИХ из звеньев 20 и подвижных осей 21, с рычагами 22, расположенными в плите 1 на неподвижных осях 23 и имеющими выступы со скощенными поверхностями 24, взаимодействующими со скощенными по- верхностями 25, расположенными в окнах съемника 3 (фиг. 3 и 4).. Пуансоны 4-б и матрица 7 вьщолнепы быстросъемными.
Заготовка обозначена позицией 26.
Устройство работает следующим образом.
При движении верхней плиты 1 вниз пуансон 4 сплющивания контактирует с трубчатой заготовкой 26 и сплющивает ее. В процессе сплющивания заготовки 26 рычаги 22 посредством контакта выступов скошенными поверхностями 24 со скощенными поверхностями 25 съемника 3 удерживают его от перемещения вверх, а сами рычаги 22 удерживаются от поворота на осях 23 посред- CTBOiM воздействия толкателей 18 на тяги, состоящие из звеньев 20, через ролики 16 (фиг. 3 и 4), контактирующие с опорными поверхностя.ми 19 верхней плиты 1, а также со скощенными поверхностями 14 ползущек
5
5
0
0
0
5
0
5
5
0
12. Под действием роликов 16 ползушки . 12 перемещаются и частично перекрывают отверстия 10.
В конце процесса сплющивания направляющие колонки 9 входят в окна ползушек 12, скощенные поверхности воздействуют на скощенные поверхности 13 и перемещают ползущки 2 в сторону роликов 16, которые под действием скощенных поверхностей 14 сжимают пружины 17 и перемещаются вверх, при этом посредством возникающих от взаимодействия скощенных поверхностей 24 и 25 моментов сил относительно неподвижных осей 23 рычаги 22 поворачиваются на осях 23 и выходят из контакта со съемником 3. В результате съемник 3 и вместе с ним пуансон 4 сплющивания останавливаются, а пуансоны 5 и 6 пробивки и отрезки, продолжая двигаться вместе с плитой 1 вниз, производят пробивку отверстия в изделии и обрезку по дуге окружности сплющенной части изделия.
В конце хода вниз плита 1 контактирует с верхним торцом съемника 3 и пуансон 4 сплющивания доводит сплющенную часть изделия до нужного размера, осуществляет калибровку отверстия по пуансону 5 и маркировку изделия. После этого плита 1 возвращается вверх в исходное положение, съемник 3 с помощью пружины 2 и пуансона 4 сплющивания снимает готовое изделие с пуансона 5, ползущки 12 выходят из контакта с колонками 9, а рычаги 22 под действием пружин 17, толкателей 18. и тяг входят в контакт со съемником 3.
Внедрение изобретения позволяет повысить надежность работы устройства и качество изготавливаемых деталей.
Технический эффект от внедрения изобретения заключается в том, что в процессе сплющивания трубчатой заготовки 26 рычаги 22 обеспечивают постоянную площадь контакта опорных поверхностей 24 и 25, а следовательно, постоянные контактные напряжения в опорных поверхностях 24 и 25 съемника 3 и рычагов 22 и практически мгновенный выход из контакта опорных поверхностей 24 и 25 при открывании рычагов 22 в конце процесса сплющивания, что повышает надежность работы устройства и позволяет полнее производить сплющивание заготовки, точнее осуществлять пробивку отверстия и отрезку детали, т.е. повысить качество изделия.
Формула изобретения
1. Устройство для изготовления деталей типа наконечников по авт. св. Л Ь 749504, отличающееся тем, что, с целью повышения надежности работы и качества изготавливаемых деталей, на съемнике выполнены скосы, образующие между собой угол, расходящийся в направлении неподвижной плиты, каждый упор выполнен составным
из рычага, расположенного с возможностью поворота вокруг оси, перпендикулярной оси давления штампа, и имеющего выступ, размещенный с воздюжностью взаимодействия с одним из скосов съемника, подпружиненного толкателя, ползушки, расположенной с возможностью перемещения перпендикулярно оси давления штампа и имеющей скос на одном из своих концов, и тяги, шарнирно связанной одним концом с рычагом и контактирующей другим концом с поверхностью подвижной плиты, толкателем и скосом конца ползушки, а окно со скошенной поверхностью расположено в пол- зушке.
2. Устройство по п. 1, отличающееся тем, что тяга оснащена роликом, установленным на ее конце с возможностью взаимодействия с толкателем и ползушкой.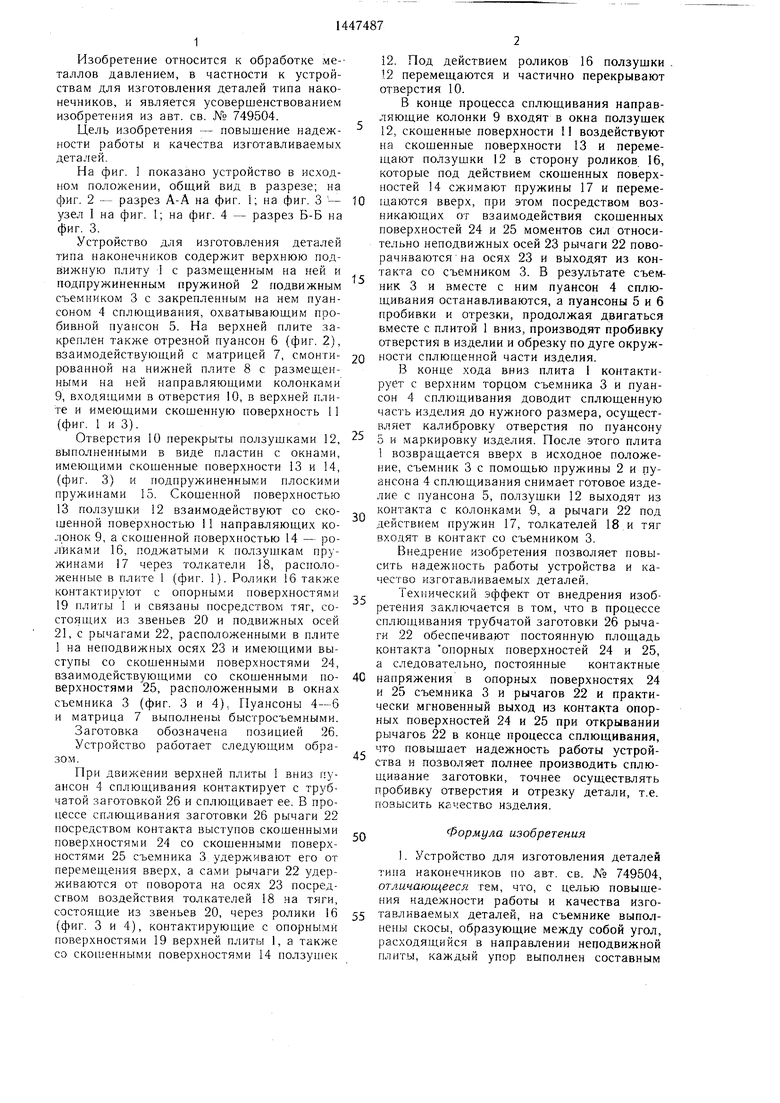
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Устройство для изготовления деталей типа наконечников | 1978 |
|
SU749504A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления из трубчатых заготовок деталей типа наконечников. Цель изобретения - повышение надежности работы устройства и качества изготавливаемых деталей. Устройство содержит подвижную плиту 1 и неподвижную плиту 8. На плите 1 расположены пуансон (П) 4 для сплющивания и П 5 для пробивки. П 4 установлен на съемнике (С) 3. Устройство оснащено рычагами (Р) 22, ползущками 12 и толкателями 18. На С 3 выполнены скосы, а Р 22 имеют выступы и контактируют с этими скосами. В ползущках 12 имеются окна, а на нижней плите 8 расположены направляющие колонки 9 с возможностью взаимодействия с ползушками 12 через эти окна. При опускании плиты 1 Р 22 запирают С 3. П 4 сплющивает часть заготовки 26. По окончании процесса сплющивания колонки 9 переме1дают ползущки 12, те через тяги отводят Р 22. С 3 освобождается и останавливается. П 5 пробивает отверстие в сплющенной части заготовки 26. 1 з.п. ф-лы, 4 ил. i (Л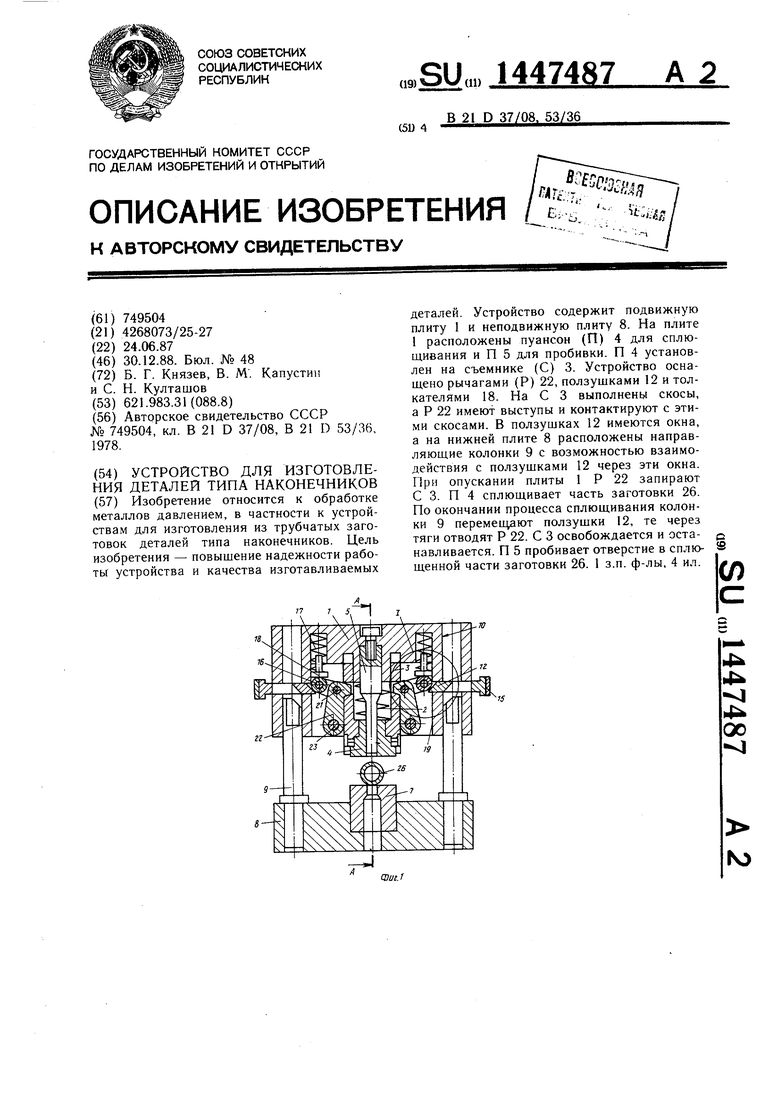
Фие.2
/
26
2 21 16 19 Фае. д
20
// 12
Фиг. У
| Устройство для изготовления деталей типа наконечников | 1978 |
|
SU749504A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
