(Л
С
fe
Изобретение относится к области олодной обработки металлов |нием и может быть использовано для объемной штамповки втулок,
Цель изобретения - повышение качества штамповки за счет исключения образования заусенцев на наружной поверхности деталей.
На фиг, 1 представлен штамп для объемной штамповки, общий вид; на фиг.2 - сечение А-А на фиг.1.
Штамп содержит верхнюю плиту 1, ;нижнюю плиту 2, пуансон 3, матрицу 4 i зажимное устройство и направляюшзне колонки 5.
Верхняя плита 1 снабжена хвостовиком 6, с помощью которого она соединена с ползуном пресса (не показан). Снизу на верхней плите 1 закреплен пуансон 3, на нижней плоскости которого выполнен ручей в виде 1 ольцево го паза с наружной 7 и внутренней 8 фасками.
На нижней плите 2 закреплена матрица 4, на верхней плоскости которой также выполнен ручей в виде кольцевого паза с наружной 9 и внутренней 10 фасками.
Ручьи в виде кольцевых пазов с Наружными 7 и 9 и внутренними 8 и 10 фасками пуансона 3 и матрицы А пред назначены для осадки и объемной формовки торцов деталиj т.е.получения необходимой высоты и образования наружных и внутренних фасок.
Устройство зажима предназначено для зажима детали при ее осадке и объемной формовке с целью исключения деформации и образования заусенцев на наружной поверхности и выполнено в виде двух губок 11 и 12, установленных между пуансоном 3 и матрицей 4 и связанных штоками 13 и силовыми приводами с возможностью горизонтального и вертикального перемещения. Силовые приводы установлены на нижней плите 2 (не показаны).
В губках 11 и 12 выполнены вертикальные полуцилиндрические гнезда, в которых помещается пружинная гильза 14, разрезанная по образующей. В сжатом положении она внутренней по- .верхностью обзхимает наружную поверхность детали 15.
0
5
0
5
0
5
5
0
5
Направляющие колонки 5 предназначены для направления перемещения верхней плиты 1 с пуансоном 3 относительно нижней плиты 2 с матрицей 4 и установлены на нижней плите 2.
Штамп работает следующим образом.
В исходном положении ползун пресса с верхней плитой 1 и пуансоном 3 находятся в верхнем крайнем положении, зажимные губки 11 и 12 отведены в стороны, пружинная гильза 14 разжата.
Любым известным способом заготовка втулки 15 загружается в пружинную, гильзу 14. Включаются силовые приводы зажимного устройства. Захсимные губки 11 и 12 сжимают пружинную гильзу 14, а последняя обжимает заготовку 15. Включается привод пресса, в результате чего ползун пресса с нижней плитой 1 и пуансоном 3 перемещаются вниз. При этом производится осадка и объёмная формовка торцов заготовки втулки 15.
Затем привод пресса переключается на обратный ход. Ползун пресса с верхней плитой 1 и пуансоном 3 перемещаются в исходное положение. Приводы зажимного устройства переключаются на обратньш ход, в результате чего зажимные губки 11 и 12 отводятся от пружинной гильзы 14, последняя легко освобх1ждает втулку 15.
Обработанная втулка 15 любым известным способом выгружается, и цикл повторяется..
Формула изобретения Штамп для объемной штамповки, содержащий верхнюю плиту с установленным на ней . пуансоном и нижнюю плиту с закрепленной на ней матрицей, устройство, -выполненное в виде двух гу бок с полуцилиндрическими вертикальными гнездами, связанных с силовыми приводами с возможностью горизонтального и вертикального перемещения, отличающийся тем, что, с целью повьш1ения качества получаемых изделий за счет исключения образования заусенцев на наружной поверхности деталей, он снабжен разрезной, пруяшнной гильзой под заготовку, установленной на матрице между губками.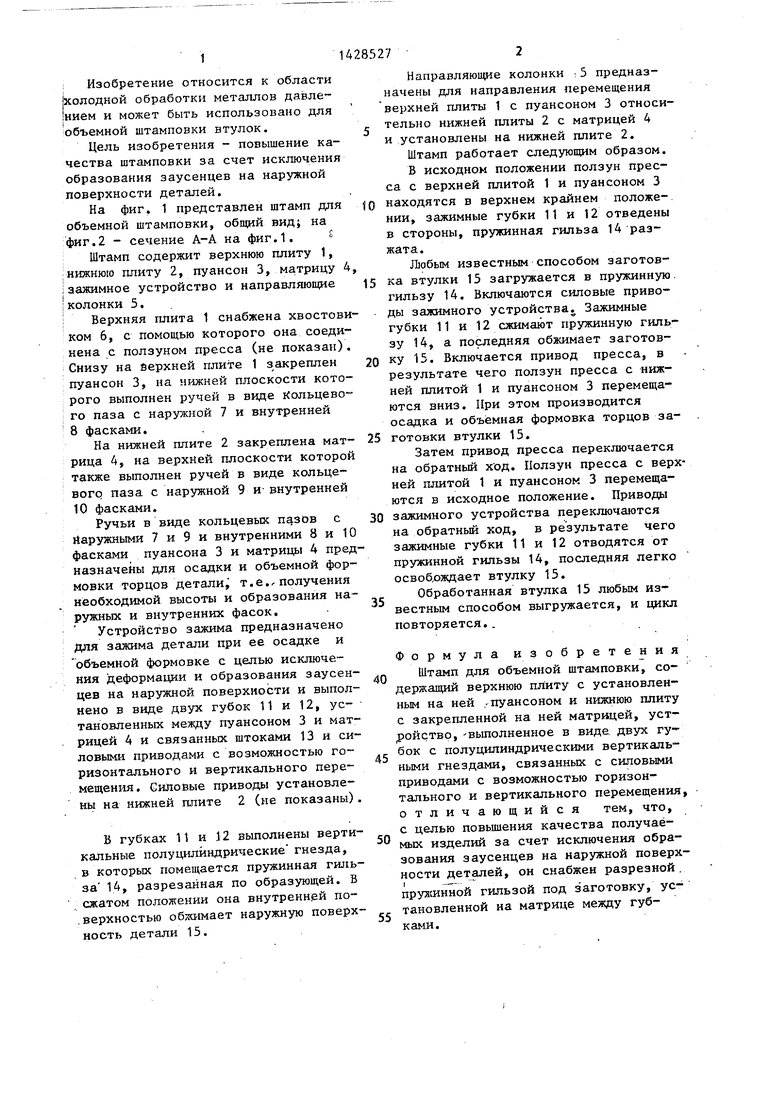
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU963676A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для объемной штамповки. Цель - повьш1ение качества получаемых изделий. Шт амп имеет устройство зажима заготовки, снабженное разрезной пружинной гильзой под заготовку, установленную на матрице между губками. При работе штампа заготовка зажимается в гильзе, где и прЬизводится ее объемная формовка. Таким образом исключается образование на наружной поверхности детали заусенцев в результате затекания металла заготовки в стык пуансона и матрицы. 2 ил.
9u,Z.1
| Атрошенко А.П., Федоров В.И | |||
| Горячая штамповка труднодеформируемых материалов | |||
| - Л,: Машиностроение, 1979, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
