со
00
Изобретение относи.тся к обработке металлов давлением и может быть использовано при получении колец и обечаек большого диаметра внепрес- сопой расковкой с помощью ковочного пресса.
Цель изобретения - повьшение надежности работы, расширение технологических возможностей, снижение металлоемкости и улучшение технологичности устройства.
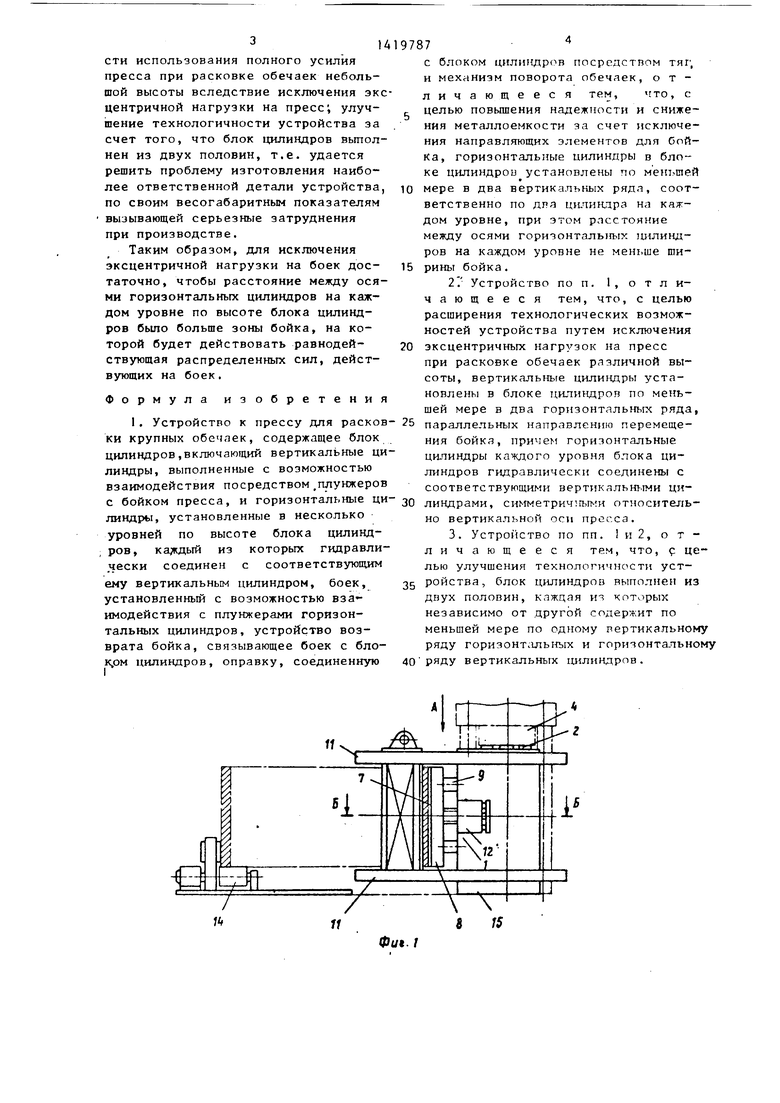
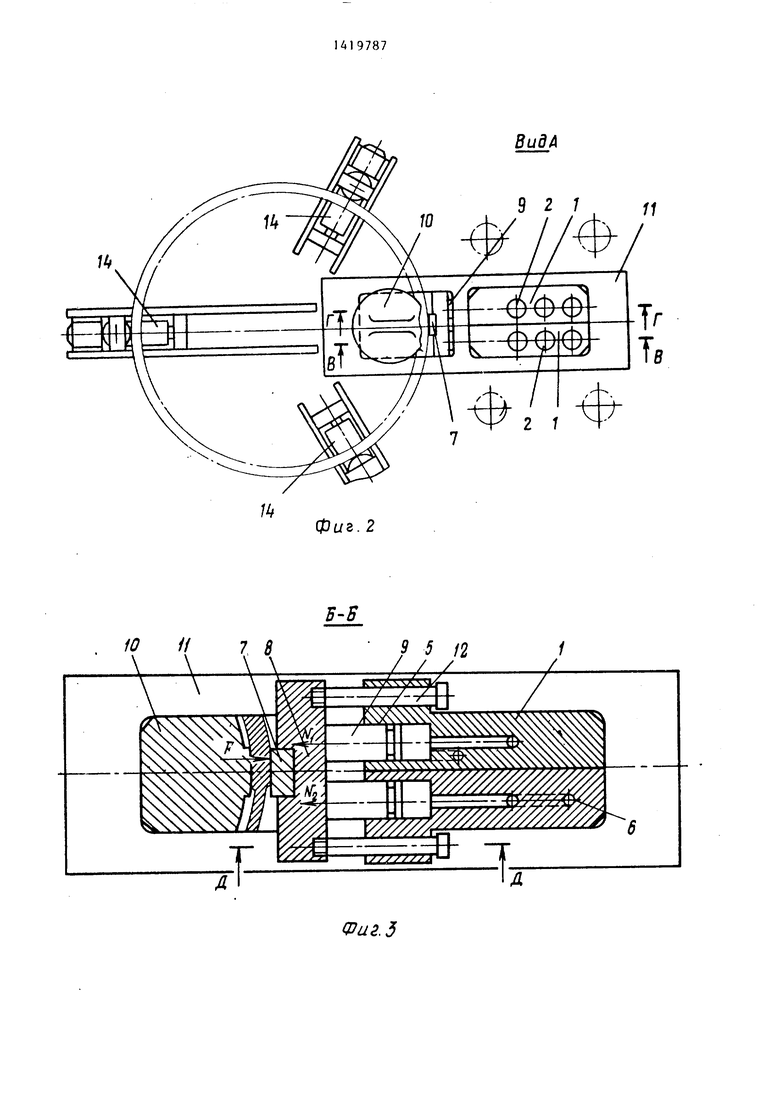
1а фиг. 1 показано предлагаемое устройство к прессу для расковки крупных обечаек, на фиг. 2 - вид А на фиг. 1 , на фиг. 3 - разрез Б-Б на фиг. ; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на ф)Г . 3.
ycTptM icTBo к прессу для расктаки крупных обечаек состоит из блока 1 цилиндров, включающего вертикальные цилиндры 2, плунжеры 3 которого вч.шмодействуют с бойком 4 пресса, и горизонтальные цилиндры 5, гидравлчески соединенные с соответствующими вертикальными ;илиндрами 2 каналами 6 бш жа 7, установленного в подвижной траверсе 8, взаимодействующей с плунжерами 9 Т оринонтальных цилиндров 5, оправки 10, тяг 11, соединяющих блок 1 цилиндров и оправку 10, и устройства втврата бойка, включающего направляющие 12 и цилиндры 13.
Горизонтальные цилиндры 5 установлены, в два вертикальных ряда по два цилинд.ра на каждом уровне по высоте блока 1 цилиндров. Вертикальные цилиндры 2 установлены в блоке цилиндров в два ряда, параллельных направлению перемещения бойка 7. Расстоя- между вертикальными рядами горизонтальных цилиндров 5 не меньше ширинзз бойка 7 . Блок 1 цилиндров выполнен из двух половин, и ка;кдый J o- ризонтальный цилиьщр 5 соединен с вертикальным цилиндром 2 своей половины таким образом, что на каждый уровень горизонтальных цилиндров приходится по два вертикальных цилиндра, расположенных симметрично относительно вертикальной оси пресса Устройство вращения обечаек выпол- frcHo в виде трех привод1{ых роликовых опор 14, а все устройство устанавливается на стол пресса 15.
Q
5 0
5 О
5
0
5
0
5
Устройство работает следующим образом.
Оправка 10 поднимается над устройством подъемным краном, на роликовые опоры 14 устанавливается обечайка-заготовка, и оправка 10 устанавливается на место через отверстие в обечайке-заготовке. Боек 4 пресса давит на плунжеры 3 вертикальных ци- ливдров 2, рабочая жидкость по каналам 6 подается в горизонтальные цилиндры 5, плунжеры 9 которых через траверсу 8 давят на боек 7, Обечайка обжимается между оправкой 10 и бойком 7, а усилие расковки воспринимается тягами I1. Боек 4 пресса поднимается, цилиндры 13 устройства возврата бойка возвращают боек в исходное положение, обечайка на роликовых опорах 14 поворачивается к бойку новым участком, и цикл повторяется . При расковке каждый новый участок обечайки обжимается частью ширины бойка, т.е. возникает эксцентричная нагрузка на боек, в результате чего усилие прессования воспринимается по разному каждым рядом горизонтальных цилиндров 5. Лаже при максимальном эксцентриситете, равном половине ширины бойка, на боек не действует момент сил, так как боек уравновешен с одной стороны эксцентричной нагрузкой F от расковки, а с другой стороны - различными усилиями N, и N со стороны плунжеров 9 горизонтальных цилиндров 5.
Момент сил передается на тяги 11 и через вертикальные цилиндры 2 на пресс. При расковке обечаек различной высоты (на разных уровнях бойка 7) усилие расковки с каждого уровня горизонтальных цилиндров 5 передается на два вертикальных цилиндра 2, расположенных симметрично относительно вертикальной оси пресса, в результате чего не возникает эксцентричной нагрузки на пресс.
Преимуществами предлагаемого устройства для расковки крупных обечаек по сравнению с известными являются: снижение металлоемкости и повьш1ение надежности устройства за счет исключения металлоемких направляющих для бойка и возможности заклинивания бойка в направляющих; расширение технологических возможностей устройства за счет обеспечения возможно314
сти использования полного усилия пресса при расковке обечаек небольшой высоты вследствие исключения эксцентричной нагрузки на пресс; улучшение технологичности устройства за счет того, что блок цилиндров вьтол- нен из двух половин, т.е. удается решить проблему изготовления наиболее ответственной детали устройства, по своим весогабаритным показателям вызывающей серьезные затруднения при производстве.
Таким образом, для исключения эксцентричной нагрузки на боек достаточно, чтобы расстояние между осями горизонтальных цилиндров на каждом уровне по высоте блока цилиндров было больше зоны бойка, на которой будет действовать равнодействующая распределенных сил, действующих на боек.
Формула изобретения
1. Устройство к прессу для расковки крупных обечаек, содержащее блок цилиндров,включающий вертикальные цилиндры, выполненные с возможностью взаимодействия посредством,плунжеров с бойком пресса, и горизонтальные ци линдрь, установленные в несколько уровней по высоте блока цилиндров, каддый из которых гидравлически соединен с соответствующим ему вертикальньгм цилиндром, боек, установленный с возможностью взаимодействия с плунжерами горизонтальных цилиндров, устройство возврата бойка, связывающее боек с бло- к,ом цилиндров, оправку, соединенную
9787
с блоком цили1ОДр в посредством тяг; и механизм поворота обечяек, отличающееся тем, что, с целью повьппения надежности и снижения металлоемкости за счет исключения направляющих элементов для бойка, горизонтальные цилиндры в блоке цилиндров установлены по меньшей
10 мере в два вертикальных ряда, соответственно по дпа цилиндра на каждом уровне, при этом рпсстояние между осями горизонтальных 1шлинд- ров на каждом уровне не меньше ши15 рины бойка.
2. Устройство по п. 1 , о т л и- чающееся тем, что, с целью расширения технологических возможностей устройства путем исключения
20 эксцентричных нагрузок на пресс при расковке обечаек различной высоты, вертикальные цилиндры установлены в блоке цилиндров по меньшей мере в два горизонтальных ряда, 25 параллельных направлению перемещения бойка, причем горизонтальные цилиндры каждого уровня блока цилиндров гидравлически соединены с соответствующими вертикальш-.гми ци30 линдрами, симметрич гы ;и относительно вертикальной оси пресса.
3. Устройство по пп. и 2, о т - личающееся тем, что, (р целью улучшения технологичности уст35 ройства, блок цилиндров выполнен из двух половин, каждая и которых независимо от другой содержит по меньшей мере по одному вертикальному ряду горизонт.шьных и горизонтальному
40 ряду вертикальных Щ{линдров.
ВидА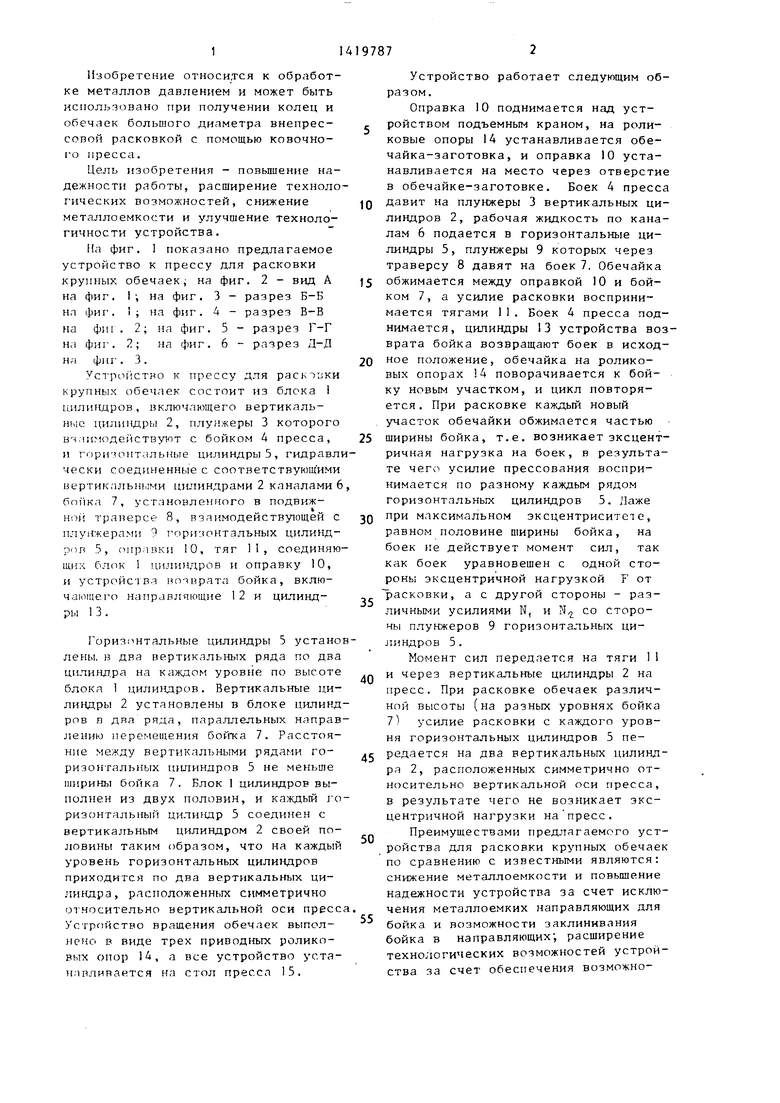
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу для расковки обечаек | 1987 |
|
SU1493378A2 |
| Устройство к прессу для расковки крупных обечаек | 1986 |
|
SU1428528A1 |
| Устройство для расковки колец | 1986 |
|
SU1412879A1 |
| Устройство к прессу для расковки крупногабаритных колец | 1987 |
|
SU1510977A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1986 |
|
SU1391790A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
| Устройство к прессу для изготовления крупногабаритных колец | 1987 |
|
SU1489920A1 |
| КОВОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2592710C2 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
Изобретение относится к обра- работке металлов давлением, а именно к внепрессовой расковке крупных обечаек. Цель - повьппение надежности в работе, расширение технологических возможностей, снижение металлоемкости и улучшение технологичности устройства. Горизонтальные цилиндры.установлены в блоке цилиндров устройства в два вертикальных ряда по два цилиндра на каждом уровне по высоте блока цилиндров. Вертикальные цили ндры установлены в блоке цилиндров в два ряда, параллельных направлению перемещения бойка устройства. Блок цилиндров выполнен из двух половин. При этом каждый горизонтальньп цилиндр соединен с вертикальньм цилиндром своей половины. Таким образом на каждый уровень горизонтальных цилиндров приходится по два вертикальных цилиндра, расположенных симметрично относительно вертикальной оси пресса. Боек пресса давит на плунжеры вертикальных цилиндров. Рабочая жидкость по каналам поступает в горизонтальные цилиндры. Плунжеры горизонтальных цилиндров через траверсу давят на боек устройства. Обечайка обжимается между оправкой и бойком устройства. В процессе расковки исключаются эксцентричные нагрузки на боек устройства и пресс. 2 з.п. ф-лы, 6 ил. и сл
Ik
Фиг. 2
Фаг. 5
Т
1д
в-в
(Pus. i
г-г
иг.5
/2 /J
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
