Изобретение относится к обработке металлов давлением, а именно к внепрессовой расковке полых заготовок, и может быть использовано при получе3151
НИИ крупногабаритных колец и обе чаек.
Цель изобретения - повышение экономичности и производительности уст- ройства за счет использования перемещения траверсы пресса для управления механизмом поворота колец.
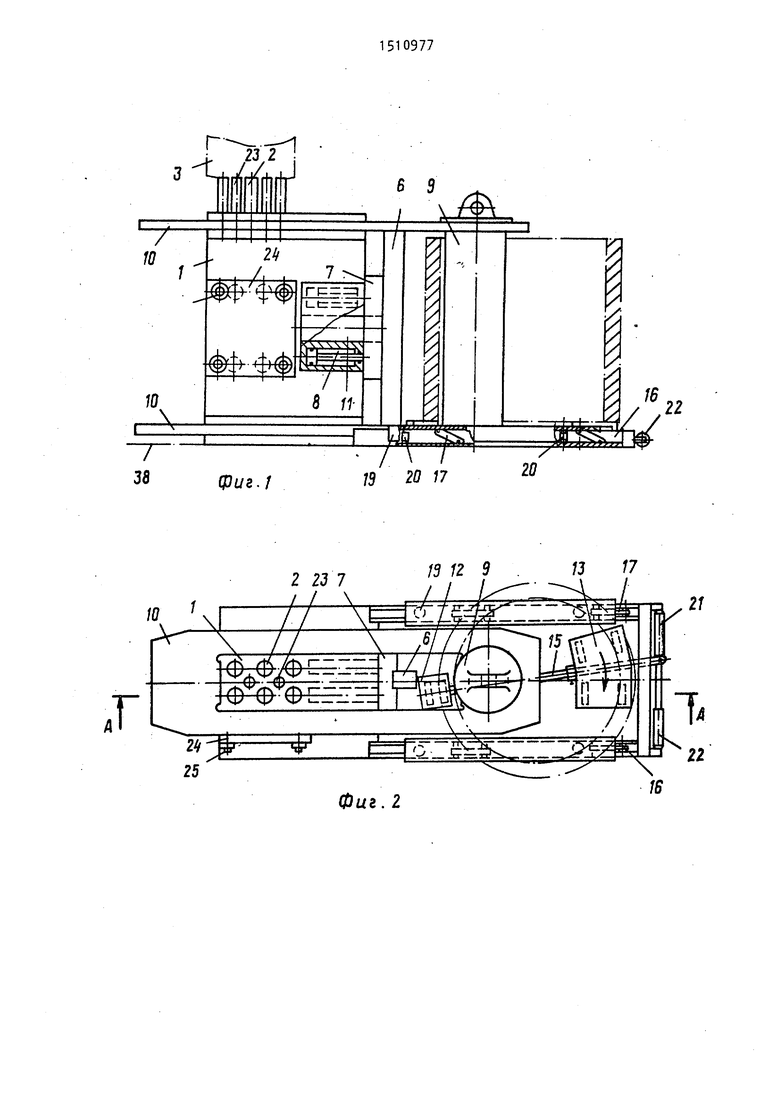
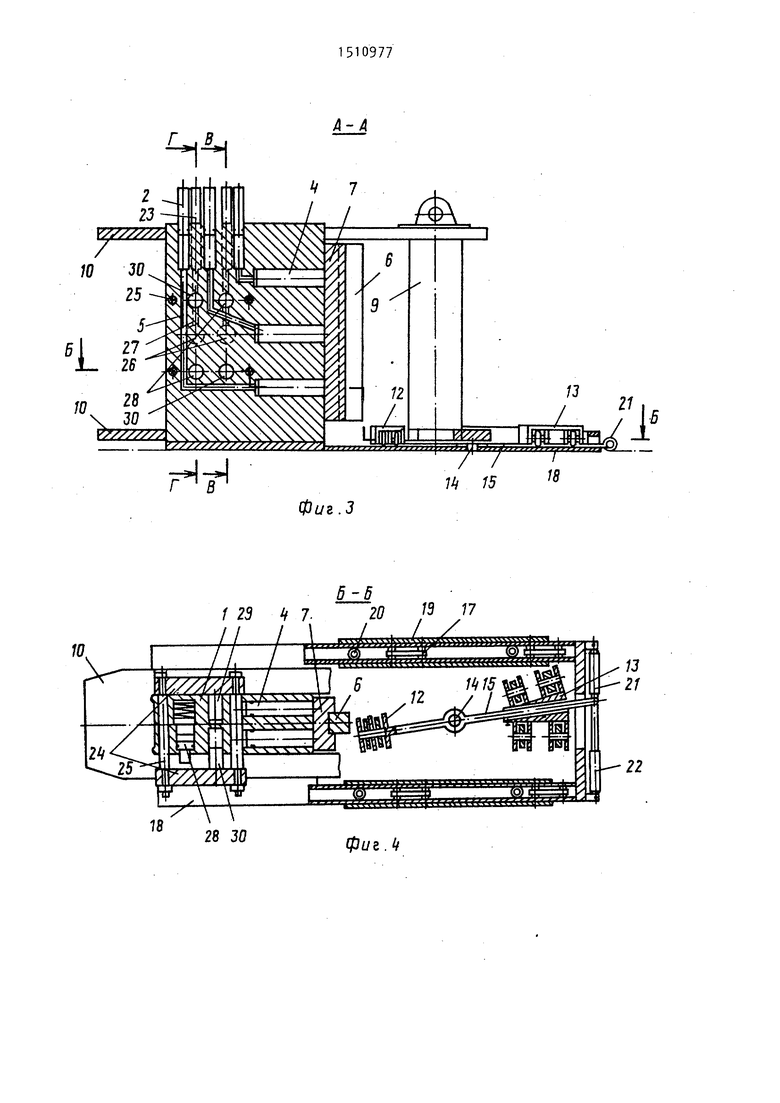
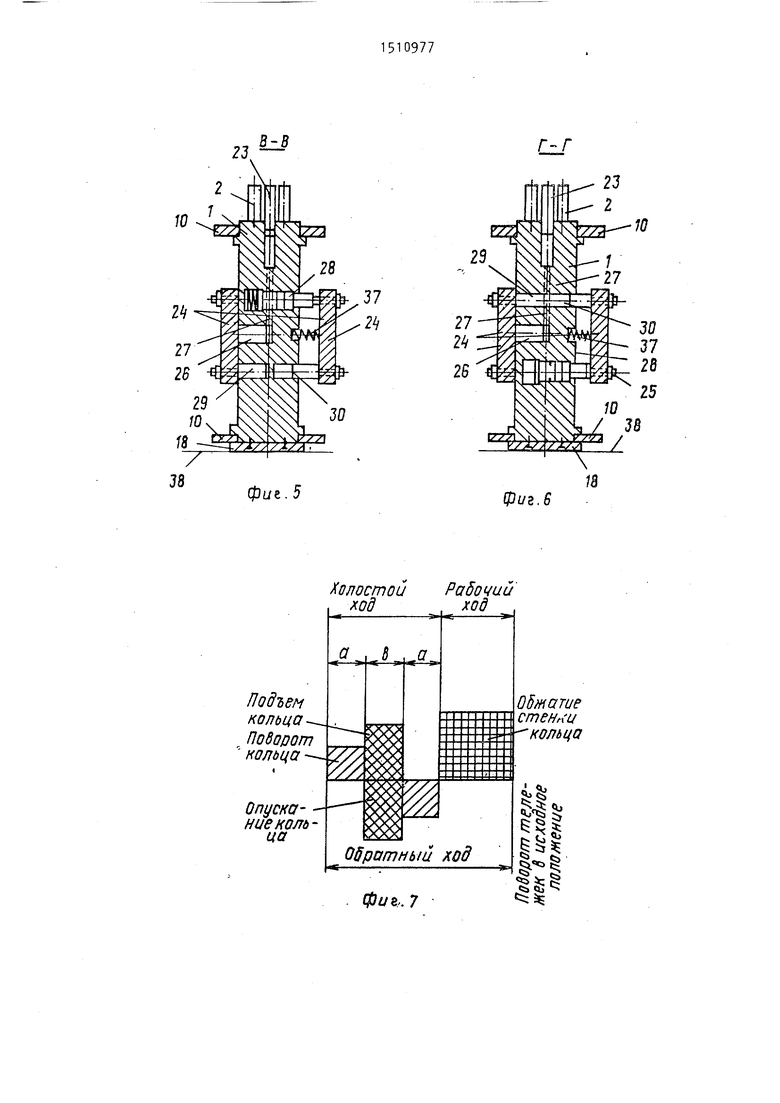
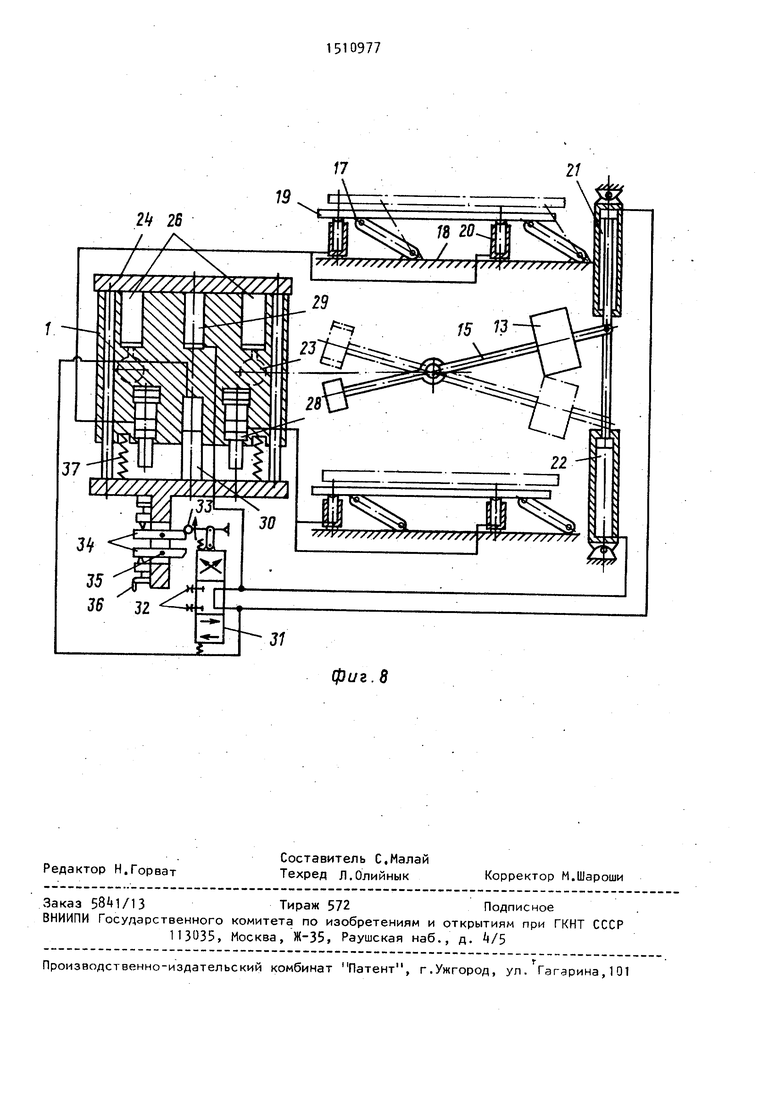
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. - разрез Б-Б на фиг, 3 ; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - циклограмма работы устрой- ства; на фиг. 8 - гидравлическая схема механизма поворота колец.
Устройство состоит из блока цилиндров 1, включающего вертикальные цилиндры 2, плунжеры которых.взаимо- действуют с траверсой пресса 3, и горизонтальные цилиндры 4, соединенные каналами 5 с соответствующими вертикальными цилиндрами 2, бойка 6, взаимодействующего через траверсу 7 с плунжерами горизонтальных цилиндров k, механизма возврата бойка в виде гидроцилиндров 8, оправки 9, тяг 10, соединяющих блок цилиндров 1 с оправкой 9. При этом траверса 7 ус- тановлена в направляющих 11 на блоке цилиндров 1, а оправка 9 выполнена съемной для обеспечения установки и снятия обрабатываемых колец. Устройство с набжено механизмом поворота колец в виде тележек 12 и 13, установленных с возможностью возвратно- поступательного движения вокруг оси k с помощью водила 15, и механизмом подъема колец 1б в виде двух парал- лелограммных механизмов, включающих рычаги 17, связывающие основание 18 с балками 19. Балки- 19 поднимаются гидроцилиндрами 20, а поворот тележе 12 и 13 - гидроцилиндрами 21 и 22. Управление механизмом поворота колец осуществляется автоматически, в соответствии с перемещениями траверсы пресса 3, для чего в блоке цилиндров
1 установлены вспомогательные вертикальные цилиндры 23 и подвижная рама, состоящая из двух плит 2k, соединенных колоннами 25. В блоке цилиндров 1 с возможностью взаимодействия с плитами 2 установлены горизонтальные цилиндры 26, соединенные каналами 27 со-вспомогательными вертикальными цилиндрами 23, цилиндры-порцио- неры 28, гидравлически соединенные
5
0 0 5 0
0
5
с цилиндрами 20 механизма подъема колец, и цилиндры 29 и 30, гидравлически соединенные с цилиндрами 21 и 22 механизма поворота колец. Гидрав лическая связь цилиндров 29 и 30 с цилиндрами 21 и 22 механизма поворота колец осуществляется через золотник 31 с заглушенными подводами 32, который управляется через кулачок 33, планками 3, установленными на осях вращения 35, регулируемыми ручками Зб и связанными с подвижной рамой из плит 2Ц и колонн 25. Возврат рамы осуществляется пружинами 37. Все устройство устанавливается на стол пресса 38. Описанная гидравлическая система управления поворотом колец применима и с другими видами механизмов поворота колец. Например, при роликовых опорах дискретный поворот кольца осуществляется через храповый меха-: низм (не показано), приводимый в движение, в соответствии с перемещениями траверсы пресса 3.
Устройство работает следующим образом.
Устройство устанавливается на стол п ресса 38, стол передвигают до совмещения вертикальных цилиндров 2 с траверсой пресса 3. Оправку 9 снимают с устройства и нагретую заготовку кольца устанавливают на поднятые балки 19. Оправка 9 устанавливается на устройство в отверстия в тягах 10. Стенка кольца оказывается между бойком 6 и оправкой 9, ходом траверсы пресса 3, плунжеры вертикальных цилиндров 2 через каналы 5 передают давление жидкости на плунжеры горизонтальных цилиндров , которые через траверсу 7 давят на боек 6. Кольцо обжимается между бойком 6 и оправкой 9. Ходом траверсы пресса 3 вверх и цилиндрами возврата 8 боек 6 отводится от кольца, а балки 19 опускают. При этом кольцо отводится от оправки 9 и устанавливается на тележки 12 и 13. Цилиндром 21 через водило 15 тележки 12 и 13с кольцом поворачиваются на угол, необходимый для размещения между бойком 6 и оправкой 9 нового участка кольца. Балки 19 поднимаются, приподнимая кольцо с тележек 12, 13 и прижимая кольцо к опра вке 9, а тележки 12 и 13 возвращаются в исходное положение цилиндром 22. Боек 6 обжимает новь1Й участок кольца. Далее цикл повторяется в описан515
ной последовательности до окончательной расковки кольца. Управление процессом расковки происходит автоматически от перемещений траверсы пресса 3. При этом ходом вниз траверса, пресса 3 давит на плунжеры вспомогательных вертикальных цилиндров 23, которые через каналы 27 передают давление жидкости вспомогательным горизонтальным цилиндрам 26, Цилиндры 26 давят на плиту 2 рамы и р-ама перемещается относительно блока цилиндров 1 , пережимая пружины 37. При перемещении рамы плита взаимодействует с цилиндрами 29 и 30, которые соединены с цилиндрами 21 и 22 механизма поворота колец. В нейтральном положении золотник 31 соединяет между собой каналы, связывающие эти цил.инд- ры, в результате чего жидкость передается из цилиндра 30 в цилиндр 29, не приводя к вращению тележки 12 и 13. Движение рамы приводит к переключению золотника 31 планкой З , разъединяются каналы и давление из цилиндра 30 передается в цилиндр 21 - кольцо на тележках 12 и 13 поворачивается на заданный угол. В это же время жидкость из цилиндра 22 подается в цилиндр 29. Поворот тележек 12 и 13 производится за часть холостого хода траверсы пресса 3, соответствующей зоне а на циклограмме. После этого планка З проходит мимо кулачка 33 золотника 31 и золотник возвращается в исходное положение - цилиндры 23 и 30 сообщаются, следовательно, вращение тележек 12 и 13 прекращается. В течение зоны Ь на циклограмме ход траверсы пресса 3 приводит к давлению плиты 2 на цилиндры - пор- ционеры 28, которые подают жидкость в цилиндры 20 механизма подъема кольца, балки 19 приподнимают кольцо, прижимая его к оправке 9. После зоны Ь траверса пресса 3 перемещается без изменений в состояние механизмов и цилиндров на зоне, равной первому участку а . Холостой ход закончен и происходит рабочий ход траверсы пресса 3, т.е. обжатие стенки кольца между бойком 6 и оправкой 9. В течение всего прямого хода траверсы пресса 3, состоящего из холостого и рабочего ходов, золотник 31 был переключен только на первой зоне а , после чего кулачок золотника 33 вернулся на место и откинул втррую план9776
ку 3 на оси 35. На обратном ходе траверсы пресса 3 на зоне, соответствующей рабочему ходу траверсы, золотник 31 остается в нейтральном положении, так как между его кулачком 33 и планкой 3 оставлен соответствующий этому ходу участок. При обратном ходе траверсы пресса 3 рама перео мещается в обратном описанном выше направлении под воздействием пружин 37.
Золотник 31 находится в нейтральном положении и жидкость из цилиндра
5 29 подается в цилиндр 30. После переключения золотника 31 планкой 3 на участке обратного хода, соответствующем зоне а , происходит поворот тележек 12 и 13 в исходное положение,
0 так как жидкость из цилиндра 29 подается в цилиндр 22, а из цилиндра 21 жидкость подается в цилиндр 30. После этого золотник 31 возвращается в исходное положение - цилиндры 29 и 30
5 снова сообщаются. Дальнейшее движение траверсы пресса 3 на зоне Ь приводит к отведению плиты 2 рамы от цилиндров - порционеров 28, что приводит к опусканию балок 19 вместе с
0 кольцом. Обрабатываемое кольцо опускается на тележки 12 и 13. Последний участок обратного хода траверсы пресса 3, соответствующий зоне а , не приводит к изменениям в состоянии механизмов и дилиндров. Далее цикл повторяется - на прямом ходе траверсы пресса: поворот тележек 12, 13 с коль- цом на заданный угол, подъем кольца на балках 19, обжатие нового участка
д стенки кольца; на обратном ходе траверсы пресса; отведение бойка 6 от кольца на величину рабочего хода, поворот пустых тележек 12 и 13 в исходное положение, опускание балок 19
г вниз, а кольца на тележки 12, 13 и так далее.
Величину поворота кольца, т.е. ширину участка стенки кольца, обжимаемую за -каждый цикл, можно регулироР1 вать ручками 36, которые изменяют положение планок 3, а следовательно, момент срабатывания золотника 31 на время его выдержки в переключенном состоянии. Чем большую часть хода траверсы пресса 3 золотник 31 переключен, тем на большую величину поворачивается кольцо.
Применение устройства для расковки крупногабаритных обечаек повышает
5
экономичность за счет исключения собственной системы управления устройством - управление расковкой ведется с пульта пресса, а также за счет ис- ключения собственного источника энергии для механизма поворота кольца - вместо самостоятельной насосно-акку- муляторной станции используется мощность самого пресса; повышает произ- водительность пресса за счет автоматизации пресса расковки кольца, так как сведены к минимуму паузы между операциями обжатия и поворота, а также за счет уменьшения времени поворо- та кольца, что обеспечивается большой мощностью пресса, которая в предлагаемом устройстве используется для поворота кольца.
Формула изобретения
1. Устройство к прессу для расковки крупногабаритных колец, содержащее 6jioK цилиндров, включающий вертикальные цилиндры, плунжеры которых установлены с возможностью взаимодействия с траверсой пресса, и горизонтальные цилиндры, гидравлически соединенные с соответствующими вертикальными цилиндрами, боек, установленный с возможностью взаимодействия с плунжерами горизонтальных цилиндров, оп- ipasKy, тяги, соединяющие оправку с блоком цилиндров, цилиндры возврата бойка и механизм поворота колец с приводом от гидроцилиндров, о т л и
ч а ю щ е е. с я тем, что, с целью повышения экономичности и производительности устройства за счет использования перемещения траверсы пресса для управления механизмом поворота колец, устройство снабжено вспомогательными вертикальными цилиндрами, установленными в блоке цилиндров, и гидравлической 1системой соединения вспомогательных вертикальных цилиндров с гидроцилиндрами привода механизма поворота колец, при этом плунжеры вертикальных вспомогательных цилиндров установлены с возможностью взаимодействия с траверсой пресса, а гидравлическая система выполнена с возможностью обеспечения дискретного поворота колец в соответствии с перемещениями траверсы пресса.
2. Устройство по п. 1, о т л и - чающееся тем, что оно снабжено рамой, выполненной в виде дв/х плит, связанных колонками, установленной с возможностью возвратно-поступательного перемещения относительно, блока цилиндров, а также размещенными в блоке цилиндров с возможностью воздействия своими плунжер.ами на плиты рамы вспомогательными горизонтальными цилиндрами, один из которых гидравлически связан со вспомогательными вертикальными цилиндрами, а другие - с гидроцилиндрами привода механизма поворота колец.
фиг.
13 20 17
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для расковки колец | 1986 |
|
SU1412879A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1986 |
|
SU1391790A1 |
| Устройство к прессу для изготовления крупногабаритных колец | 1987 |
|
SU1489920A1 |
| Устройство к прессу для расковки крупных обечаек | 1986 |
|
SU1428528A1 |
| Устройство к прессу для расковки крупных обечаек | 1986 |
|
SU1419787A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
| Устройство к прессу для расковки обечаек | 1987 |
|
SU1493378A2 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Гидравлический правильный пресс | 1979 |
|
SU804073A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КЛЕПКИ СПИЦ КОЛЕС | 1969 |
|
SU238321A1 |
Изобретение относится к обработке металлов давлением, а именно к расковке полых заготовок вне зоны пресса, и может быть использовано при получении крупногабаритных колец. Целью изобретения является повышение экономичности и производительности устройства. Устройство содержит блок цилиндров (БЦ), вертикальных, приводимых от траверсы пресса, и горизонтальных, соединенных с соответствующими вертикальными цилиндрами. Плунжеры горизонтальных цилиндров установлены с возможностью взаимодействия с бойком устройства. БЦ соединен с оправкой посредством тяг и установлен на общем основании с механизмом поворота колец(МПК). Устройство снабжено вертикальными вспомогательными цилиндрами (ВВЦ) и гидравлической системой. ВВЦ установлены в блоке цилиндров с возможностью взаимодействия с траверсой пресса. Гидравлическая система соединяет ВВЦ с гидроцилиндрами привода МПК и выполнена с возможностью обеспечения дискретного поворота колец. Устройство снабжено также рамой и вспомогательными горизонтальными цилиндрами. Рама установлена с возможностью возвратно-поступательного перемещения относительно БЦ. Часть горизонтальных вспомогательных цилиндров гидравлически связана с ВВЦ, другая их часть - с гидроцилиндрами привода МПК. Кольцо обжимается между бойком и оправкой. При обжатии нового участка боек отводится от кольца, а кольцо- от оправки и устанавливается на тележке МПК. Тележки с кольцом поворачиваются на необходимый угол, кольцо приподнимается к оправке. Цикл повторяется до окончательной расковки кольца. Управление процессом расковки происходит автоматически от перемещений траверсы пресса. При этом ВВЦ передают давление вспомогательным горизонтальным цилиндрам, которые давят на плиту рамы. Последняя перемещается относительно БЦ. При перемещении рамы плиты взаимодействуют с МПК, чем обеспечивается поворот кольца на заданный угол. 1 з.п. ф-лы, 8 ил.
2 23 7
I I
//
//
.Г
/4 --
.
2« 25
Фиг. 2
/5 f2 9
/3 /7
a .2f
гг
r.g.
A-A
Фиг.З
5-5
1 23 ff 7.
LI I
28 30
.
19 17
в-в
ю
. 5
)(олостой PaSot uu ход. ход
г-г
10
фиг.6
фиг.8
| Прибор для проявления на свету фотографических пластинок | 1928 |
|
SU14128A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
