ж
18
ю
00
ел ю
со
Изобретение относится к обработке металлов давлением и может быть использовано на предприят | 1х маюяностро еняя и металлообработки для подачи тонкостенньж полосовьк заготовок Б рабочую зону прокатной клети,
Цель изобретения - расширение тех- начогнческих воэможиостей устройстиа.
На чертеже показано предлагаемое устройство.
З стройство содержит две щеки 1, которые крепятся к кассетному устройству прокатного стана (KS показано)« В щеках эапрессовагаз втулки 2j э ко- . торьзе вставлена ось 3. На оси 3 посред етвом imoHKH 4 устаноэлен приводкой задаюв нй рсмшк 5, На щеке 1 эакрегша кро-чштййн 6 на котором установлен электродвигатель, постоянного токйр KOTOpbrii через электромагнитную гуфту 8 связан с осью 3 В щеках 1 в спе циальиых ггзправяяющих (не показаны) установлены подушки 9, в которые за прессованы втулки 2, а в них вставле- на ось 10, На оси 10 посредством шюики 4 установлен неприводной за- даю1чкй ролик 11. Подушки .9 подпружи Hesib пружинами 12, Величина .усилия подпружя 01ваш1Я устаиаэлизается вин тамн 13« Осевое перемещение ропкка t1 ограничёио распорньми втулкам 1/1. С одной стороны оси 10 устайозлепо ко-, лесо ISj с другой носредстзом теле.- скопического карданного вала 16 ус такоаяен© ось 17, на- которой е поко щ,.ю 1ШОИКЙ устйновлано зубчатое ко- лесо,18, На оск 3 е.протизопсы1ожной стороны от электродэягателй 7 посредством miGHKK. устаноаяен о цят пщричас- кое;зубчатое колесо 19 с чнслом эубь ей Zij На кронштейне 20g которьй эа. креплен на щеке 1 и самой 1 в поддш«пгшках-2.1 качения установлена промежуточная ось 22 имекядая резь бу -На резьбовой частм .осн 22 влено щшивдрическое зубчатое колесо 23 с числом зу.бьев которое входит 3 эадагшение с зубчатьм кояесон 18 с числом зубьев Z а На оси 22 носред- ствой агпонгш ус раконлено щшн щргшес кое зубчатое колесо 24 с числом, sy- бьев Ei, которое вжодит в задеплекие с зубчатьгм колесом 19 На крО1а Г ейне- 20 в напосрйдствйннсй SJIHSOCTSI от торца зубчатого колесе 23 закреплен датчик 25 откл 17чега-1й привода подачи т С5Н кос те иной заготовки . 26,
3
«
0
Устройство работает следуютщш образом.5
Перед установкой полосы 26 в эаг зор мезвду задающим1 роликаю 5 и 11 проверяют наличие зазора между датчиком 25 и торцом зубчатого колеса 23, Затем включают привод вращегшя приводного задающего ролика 5, имею- врсй окружную скорость cOj . Полоса 26 за счет сил трения без проскальзывания приобретает лннейкуто скор ос tb Ve Как только полоса начинает двигаться, в зоне o6pa6otKH, приобретает вращение неприводной задающий ролик tic окружной скоростью G), . Если обозначить d( - диаметр неприводного npi-жнмного задающего ролика а d - . диам&тр приводного, эадающег-о рол.ика5;
2V2У
го о), QJ Зубчатое колесо а,й
18 приобретает .окрузкную скорость (Si, f а зубчатое капесо 19 - окружнузо скорость СОа
HsaecTHOi что передаточное отксше- ние цили-эдрнчаской;зубчатой пары i определяется так1
Za COi
i7 ®
м
Jrjg
. ll . «5
4
(О (2)
гдеу окружная скорость зубчатого
. кшгеса 231
D. окружная скорость зубчатого колеса 24„
Окруяные скорости зубчатых колес 23 и 24 опрсэдапяются из ( (1) и (2) -по сле ующим зависимостям;
0.,Е(
Ц WaZ .
zT
(3)
(4)
Так как зубча1 ов колесо 23 с осью 22 зубчатого колеса 24 образузот резьбовое соедаше1те (условно винт-гайку), то при равной окружной скорости оси 22 и .губчатого колеса 23 (вращение в разные стороны) взаимное перемещегше нк отсутствует, т.е. условие отсутствия пере1-1ещения зубчатого колеса 23 ч относительно резьбы оси 22. имеет следующий ВИД
Сй.
«,.. w,z ,,..
или -;г- --;,(5)
4
I , ;
Уранмеиие (.)) ирробрлпуен, П .1Л Ч Лвив п пьфажеиип fo,
(О,
1 7л
-К 5
-ь -/,
di d .
К -- - коэ 1 фитсиент, опредьляе- М1.1Й отиотением дияметров задаюгдих р олнков.
d..
2
(7)
15
-iO
В частном случае, когда d получим
Z Z
zj гГ
Таким образом, если число зубьев применяемых зубчатых колес выбрано из условия (6), то при подаче полосовой заготовки в зону -обработки будет по стоянный настроечный зазор меж,ау тор- ,цом зубчатого колеса 23 и датчиком 25. После захвата заготовки формующими роликаг-ш клети прокатного стана линейная скорость движенкя заготовки будет V, - скорость прокаткя, причем V( V. Заготовка 2$ проскальзьшает по 25 пpиEoднo ry задающему .ролику 5, окружная скорость которого не изменяется, а окружная скорость неприводного заающего ролика 11 увеличивается, тем
ca№iiM уве-личивается окружная скорость зубчатого колеса 23, окружная скорость зубчатого колеса 24 и оси 22
не изменяется Поэтому зубчатое коеса 23 начинает смещаться вдоль резьбы оси 22 и замыкает датчик 25, который отключает электродвигатель 7 . злехтромагнитнуго муфту 8, т.е, раз™ ыкает привод вращения задающего роика 5,- и он приобретает свободное вращение Осуществляется прокатка профиля.
Перед очередной установкой заготовки в задающие ролики 5 и 11 колесом 15 устанавливают настроечный зазор зубчатым колесом 23 и датчиком 25, вращая колесо 15 в противоположную сторону, получаемую при прокатке
30
40
45
35
, ;
15
-iO
25
м
30
40
45
: .Л roTODKH . И ЛЛЛГР П 1 Г -;мтгтгя . Формула и 3 о б р е т р я и я
Устройство Д.1ТЯ подачи пологовот с) материала в зону обработки, содег а- щее устаиовлемные на кронштейнлх прижимной неприводЕюй РО.ПИК и прииодной з чдающлй ролик, о т л и ч л н ni с - е с я тем, что, с целью расширения технологических возможностей, оно снабжено меха Ш:жом отключения припо- да задающего ролика, вЕ-топненным п виде датчика, установленного ня кронштейне, цияиклрической шестерни, смонтированиой на оси приподнот о ролика с -противоположно стороны его привода 5 установленной на кро штсйне па- раллельтю осям роликов промежуточной оси, на одном конце которой с- онтиро- вана дополнительная шестерня, па другом цилиндрическое зубчатое .сО|) к} нематически связанное с приводным роликом и установленное на резьбе с возможностью взаимодействия с датчиком и цилиндрической зубчатой шестерней, связанной с неприводным роликом, при этом число зубьев выбирается из соотношения
Z( Z4
.. K. --,
п i-:
35
где Z
2
число зубьев допол1™тепьной зубчатой шестерни - число зубьев ьунлиндрического зубчатого колеса; число зубьев дополнительной шестерни;
число зубьев цилиндрической шестерни;
коэгНшциент, определяемый отношением диаметра неприводного прижимного задающего ролика A к диаметру приводного задающего ролика d,«.
Z,-
24 do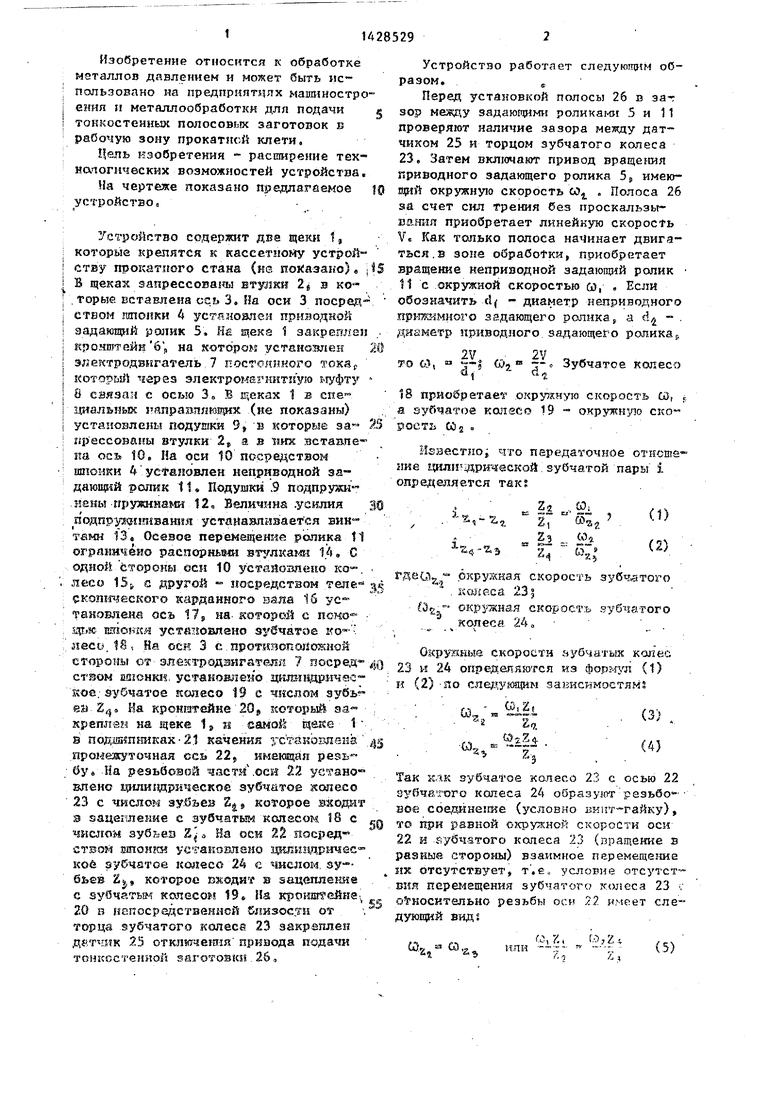
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1999 |
|
RU2148454C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для подачи полосовых заготовок в рабочую зону, например, прокатной клети. Цель изобретения - расширение технологических возможностей. От привода 7 во вращение приводится ролик 5. Полоса задается мелщу роликами 5 и 11. Ролик 11 от полосы начиртает вращаться и передает вращение зубчатому колесу 18, которое связано посредством зубчатых зацеплений с приводным роликом 5. Зубчатое - зацепление имеет цилиндрическую шесг теряю, дополнительную шестерню зубчатое колесо и промежуточную ось с резьбой на ее конце. Число зубьев всей зубчатой передачи рассчитано таким образом, что при повьппенной скорости неприводного ролика 11 при вод приводного ролика посредством датчика отключается. Устройство позволяет автоматически отключать подачу. 1 ил.
| Устройство для подачи полосового и ленточного материала к прессу | 1980 |
|
SU1026904A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
