ю
00 ел
со со
Изобретение относится к сварке и может быть использовано при изготовлении тонкостенных конструкций в машиностроении и в строительстве,
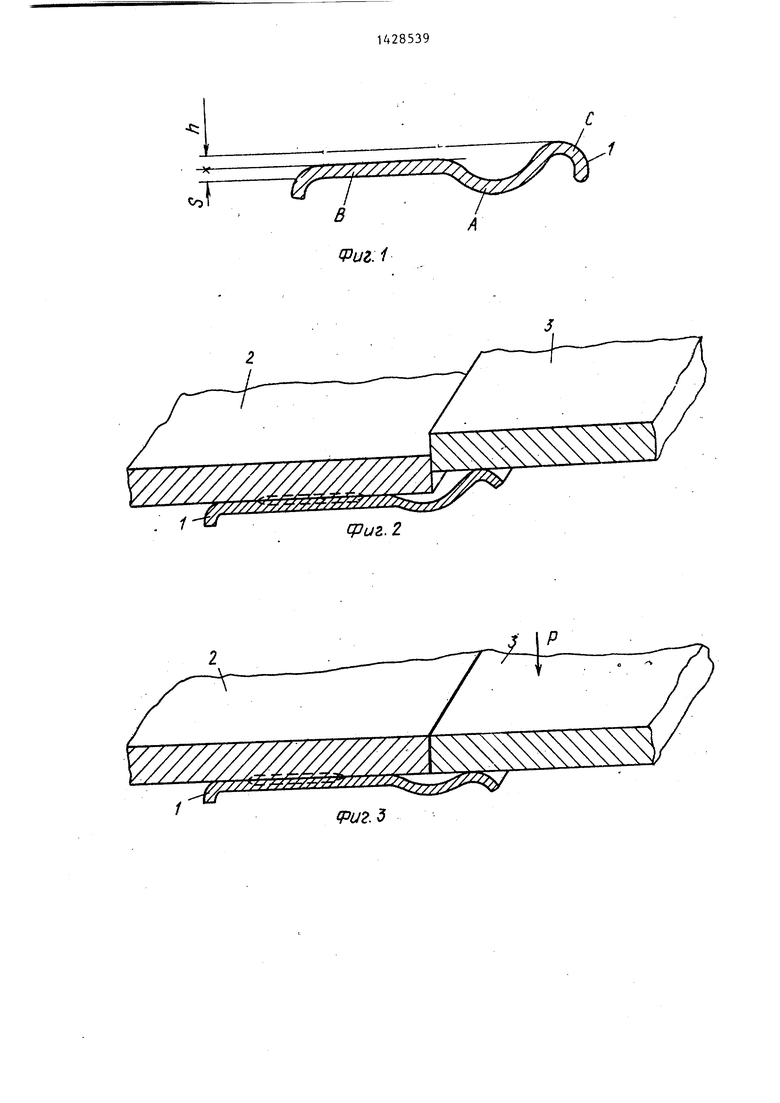
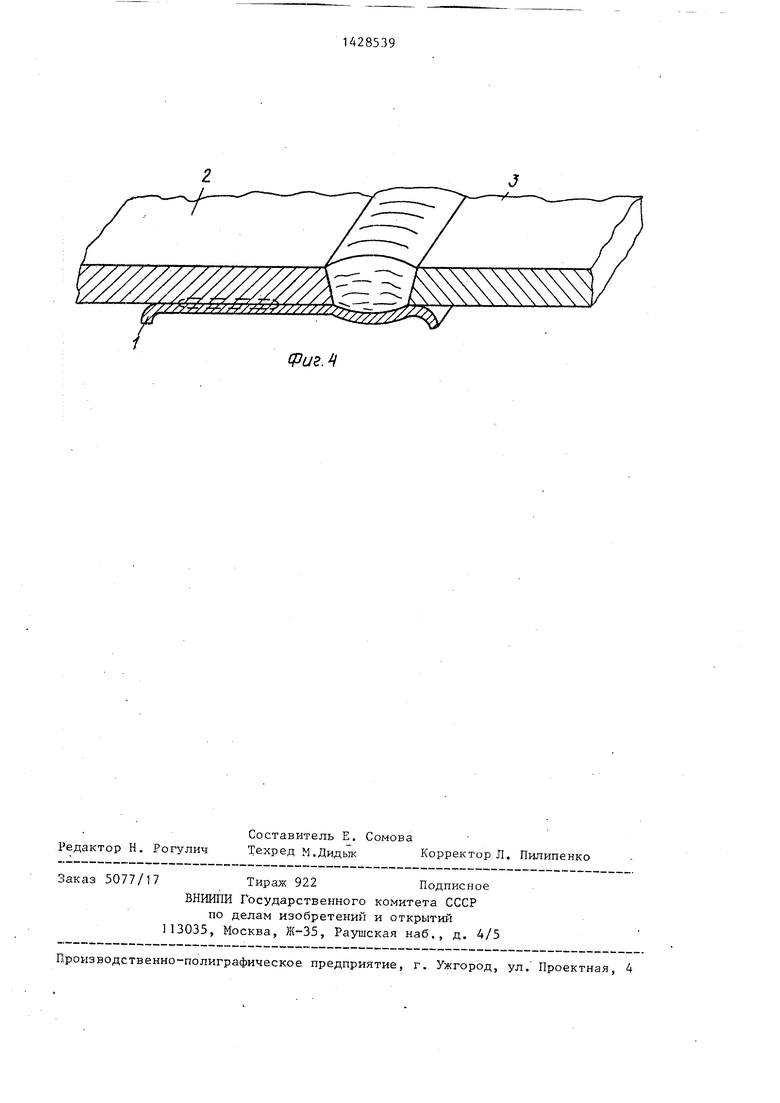
Цель изобретения - улучшение качества сварного соединения при одностороннем доступе к свариваемым кромкам в сборе путем повышения эффективности защиты обратной стороны шва. : На-фиг. 1 представлена конструкци остающейся подкладки, поперечное сечение; на фиг. 2 - предварительное расположение свариваемых деталей на остающейся подкладке; на фиг с 3 - вы |)авнивание свариваемых деталей на ос Ьающейся подкладке под действием силы Р; на фиг. А - сварное соединение выполненное с помощью оста ощейся подкладки. . : Подкладка 1 выполнена в виде лент с формирующим участком А, изогнутым по радиусу. При этом с одной стороны от участка А выполнен плоский участок Б для крепления подкладки к одной из свариваемых деталей 2, с другой стороны дополнительный радиусный участок С с кривизной обратного знака к лревгзплением над плоскт-м участком .
Сварка с применением предлагаемой остающейся подкладки осуществляется в следующей последозатсльности.
Подкладку 1 плоским участком В устанавливают на одном из сварива- емых элементов 2 так, чтобы ось формирующего участка А располагалась вдоль кромки свариваемого элемента, после чего выполняют соединение плоского участка В подкладки 1 со свари- ваемым элементом 2 точечной или шовной сваркой, или каким-либо другим способом. Затем на дополнительный радиусньй участок С устанавливают в.торой свариваемьш элемент 3 и силой Р поджимают I его вместе с участком С до совмещения обеих кромо-к сварийа-- емых элементов 2, При этом по обра- зующей при вершине участка С обеспечивают полный контакт с нюкней поверхностью второго - свариваемого эл(мента 3 на всем его протяжении.
Стыкуемые кромки свариваемых эле ментов 2 и 3 фиксируют и выполняют сварку элементов плавлением,
5 0 S )
0
0
Величину превьш1ения h целесообразно выбирать в пределах h
(0,8-1,2) -, где S - толщина
lls
ленты. Это отношение не зависит от материала подкладки и сохраняется для ленты из сталей никелевых, титановых и алюминиевых сплавов (основных материалов современных изделий машиностроения), поскольку деформация ленты при отжатии обратного гофра на величину h происходит в упругой области для всех указанных материалов. При этом материал подкладки отвечает общепринятому требованию: подкладка изготавливается из материала, близкого по составу к свариваемому материалу.
При выборе величины h в указанных пределах пружинящие свойства подкладки достаточны для надежного прижатия и в то же время силы реакции в точках крепления подкладки к свариваемому элементу 2 не приводят к отрыву подкладки.
Введение дополнительного радиусного участка позволяет увеличить продольную жесткость подкладки, тем самым исключается, ее коробление и улучшаются условия сборки и сварки. Наличие пружинящих свойств у подкладки позволяет осуществлять гарантированный прижим свариваемых деталей.
Форм ула изобретения
Подкладка для заш,иты обратной стороны сварного шва, выполненная в виде ленты, содержащей плоский участок для крепления к одной из свариваемых деталей и примыкающий, к нему изогнутый по радиусу формирующий.участок, о т- л и ч а ю щ а я с я тем, что, с цег. лью улучшения качества сварного соединения при одностороннем доступе к свариваемым кромкам в сборе путем по- вьш1ения эффективности, защиты обратной стороны шва, с противоположной стороны от формирующего участка вьшолнен дополнительный радиусный участок с кривизной обратного знака и превышением над плоским участком.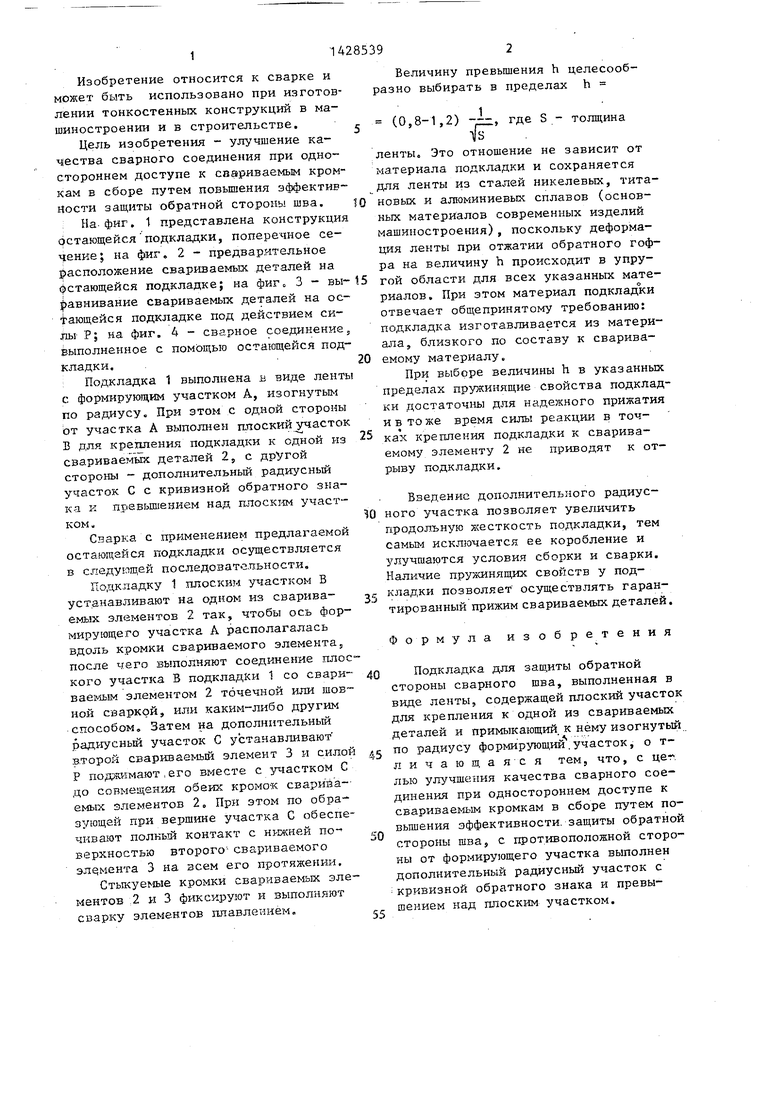
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| Устройство для формирования обратной стороны шва | 1988 |
|
SU1574424A1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2004 |
|
RU2263011C1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
Изобретение относится к сварочному производству, в частности к формированию обратной стороны шва на остающейся подкладке. Цель изобретения - улучшение качества сварного соединения при односторо 1ием доступе к свариваемым кромкам в сборе путем . повышения эффективности защиты обратной стороны шва. Подкладка выполнена . в виде ленты, имеющей формирующий участок А, изогнутый по радиусу. С одной его стороны находится плоский участок В для крепления к одной из свариваемых деталей, а с другой стороны - дополнительный радиусный участок С с кривизной обратного знака и превьппением над плоским участком. Наличие дополнительного участка придает подкладке пружинящие свойства и обеспечивает надежный шэджим консольного участка подкладки к свариваемым кромкам. 4 ил. (О (Л
тг.з
qpuz.2
Фи.Ц
| Куркин С.А | |||
| Технология изготовления сварных конструкций | |||
| - Атлас чертежей | |||
| Машгиз, 1У62, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
