3 Ч
-чЛ
00
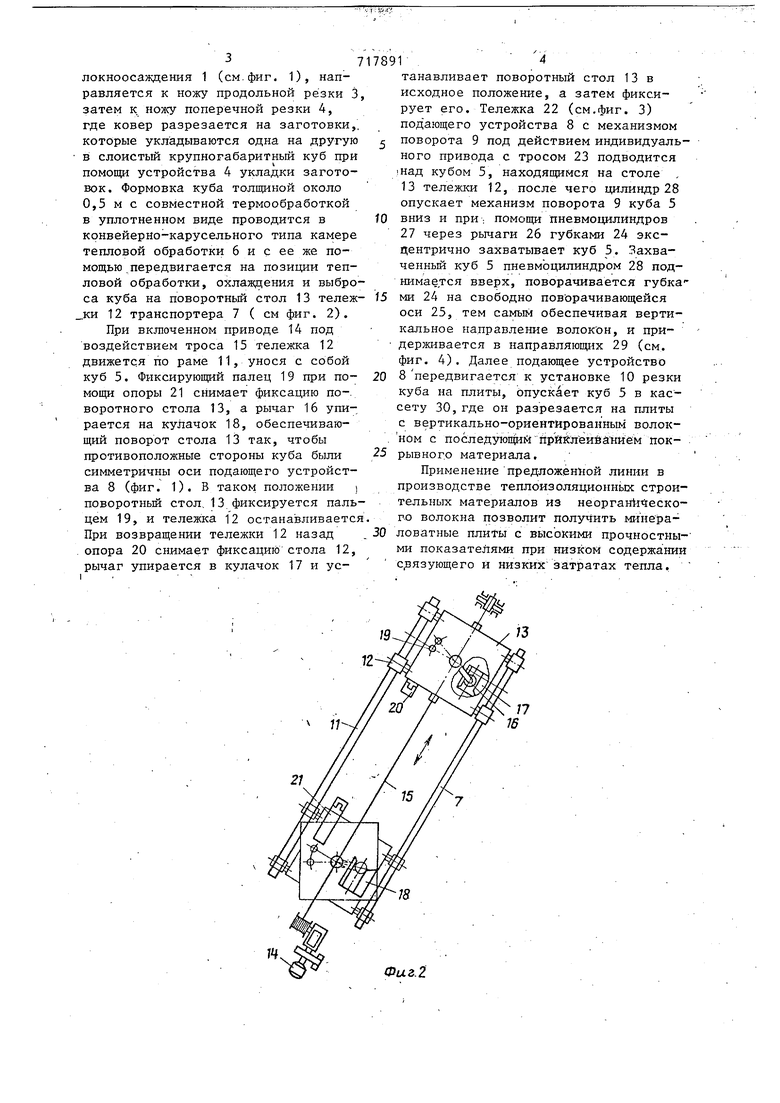
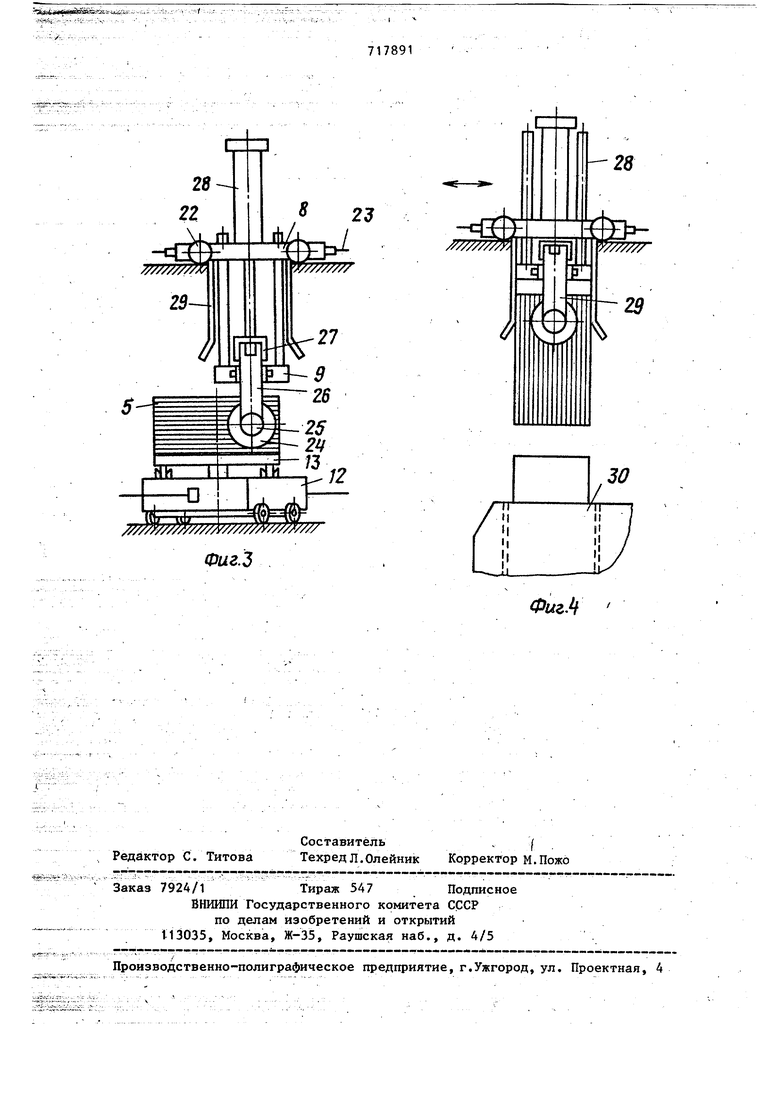
со 17 Изобретение относится к производству теплоизоляционных стр ительных материалов из неорганического волокна (минераловатного или стекляного). Известна поточная линия для изготовления жестких минераловатных плит изотроп, на которой полученные изделия имеют изотропную структуру, т.е. волокна расположены по разным направлениям. Эта линия снабжена камерой волокноосаждения, транспортера ми, режущим устройством ковра, форми рующим устройством (смесителем минеральной ваты со связующим), камерой тепловой обработки и устройством для резки ковра на плиты. Недостатком этой линии является высокий удельный расход тепловой энергии из-за высокой влажности маесы, поступающей из смесителейв каме ру тепловой обработки. После вакууми рования массы влажность ковра состав ляет 40-60%, поэтому имеет повышенное ,содержание связующего и нуждает|Ся в длительной термообработке. Изделия, полученные на этой линии, не обладают высокими прочностными показателями, соответствующими плитамповьшенной жесткости. Наиболее близкой по технической сущностиявляется линия для производства волокнистых плит с вертикал ным направлением волокон, содержаща камеру волокноосаждения, устройства для резки ковра и укладки заготовок в куб, камеры тепловой обработки, а также оборудование для нанесения клеющего материала на плиты Недостатком линии является высокий удельный расход тепловой энергйи из-за наличия дополнительной камеры тепловой обработки, а также из-за того, что устройства для резки ковра и укладки заготовок в куб расположены за камерой .тепловой обработки, что не дает возможность использовать тепло экзотермической реакции синтетических связующих Кроме того, линия имеет большие габариты.. Цель изобретения - упрощение конструкции и снижение себестоимост изделий. Поставленная цель достигается тем, что линия для производства волокнистых плит с вертикальньм напра лением волокон, содержащая камеру 1.2 волокноосаждения, устройства для резки ковра и укладки заготовок в куб, камеру тепловой обработки и располоЖенные за ней транспортер и устройство для резки куба на плиты, снабжена установленной между транспортером и устройством для резки куба на плиты тележкой с механизмом поворота куба, причем устройство для резки ковра и укладки заготовок в куб рас-; положены перед камерой тепловой обработки. На фиг. 1 изображена линия для : производства волокнистых плит с вертикальным направлением волокон, общий вид; на фиг. 2 - то же, схема транспортера; на фиг. 3 - то же, схема подающего устройства с механизмом поворота во время захвата куба; на фиг. 4 - то же, схема подающего устройства с механизмом поворота во время вталкивания куба; в кассету установки резки. Линия по ходу технологического процесса состоит из камеры волокноосажде ия 1, ножа продольной резки 2, ножа поперечной резки 3, устройства 4 для укладки заготовок в слоистьй крупногабаритный куб 5, камеры , тепловой обработки б конвейерно-карусельного, типа, транспортер 7, подающего устройства 8 с механизмом 9 поворота куба и установки 10 резки куба на плиты. Транспортер 7 ( см,фиг. 2 ) состоит из рамы 11, тележки 12 с поворотным столом 13, привода 14, обеспечивающего тросом 15 возвратнопоступательное движение тележки 12. Поворотньй стол 13 в крайних положениях поворачивается при воздействии рычага 16 на кулачки 17 и 18 и фиксируется пальцем 19 от опор 20 и 21. 1 , Подающее устройство 8, состоящее из тележки .22 с механизмом 9 поворота кубов (фиг. 3- и фиг. 4) от приво да через трос 23 имеет возвратнопоступательное перемещение. Механизм 9 поворота куба 5 выполнен в виде захвата. Захватывающие губки 24свободно проворачиваются на осях 25рычагов 26 и взаимосвязаны с пневмоцилиндрами 27, а пневмоцилиндр 28 обеспечивает подъем и опускание захваченного куба 5 с придерживанием его на направляющих 29. Волокнистый ковер, пропитанный синтетическим связующим из камеры во371
локноосаждения 1 (см.фиг. 1), направляется к ножу продольной резки 3, затем к ножу поперечной резки 4, где ковер разрезается на заготовки,. которые укладываются одна на другую
в слоистый крупногабаритный куб при помощи устройства 4 укладки заготовок. Формовка куба толщиной около 0,5 м с совместной термообработкой в уплотненном виде проводится в конвейерно-карусельного типа камере тепловой обработки 6 и с ее же помощью передвигается на позиции тепловой обработки, охлаждения и выброса куба на поворотньй стол 13 тележки 12 транспортера 7 ( см фиг. 2).
При включенном приводе 14 под воздействием троса 15 тележка 12 движется по раме 11, унося с собой куб 5. Фиксирующий палец 19 при помощи опоры 21 снимает фиксацию по-, воротного стола 13, а рычаг 16 упирается на кулачок 18, обеспечивающий поворот стола 13 так, чтобы противоположные стороны куба были симметричны оси подающего устройства 8 (фиг. 1). В таком положении j поворотньй стол. 13.фиксируется пальцем 19, и тележка 12 останавливается. При возвращении тележки 12 назад опора 20 снимает фиксацию стола 12, рычаг упирается в кулачок 17 и ус11
21
8914
танавливает поворотный стол 13 в исходное положение, а затем фиксирует его. Тележка 22 (см,фиг. 3) подающего устройства 8 с механизмом
поворота 9 под действием индивидуального привода с тросом 23 подводится над кубом 5, находящимся на столе , 13 тележки 12, после чего цилиндр 28 опускает механизм поворота 9 куба 5
O вниз и при: помощи пневмоцилиндров 27 через рычаги 26 губками 24 эксдентрично захватывает куб 5. Захваченньй куб 5 пневмоцилиндром 28 поднимается вверх, поворачивается губка 5 ми 24 на свободно поворачивающейся оси 25, тем самым обеспечивая вертикальное направление волокон, и придерживается в направляющих 29 (см. фиг. 4). Далее подающее устройство 8передвигается к установке 10 резки куба на плиты, опускает куб 5 в кассету 30, где он разрезается на плиты с вертикально-ориентированным волокном с последуюпц ййрййлеийанием пок- . рывног.о материала. .
Применениепредложенной линии в производстве теплоизоляционных строительных материалов из неорган Леског-о волокна позволит получить минера0 ловатные плиты с высокими прочностными показателями при низком содержа нии связующего и низкихзатратах тепла,
т
Фиг. 2
////////
V////7/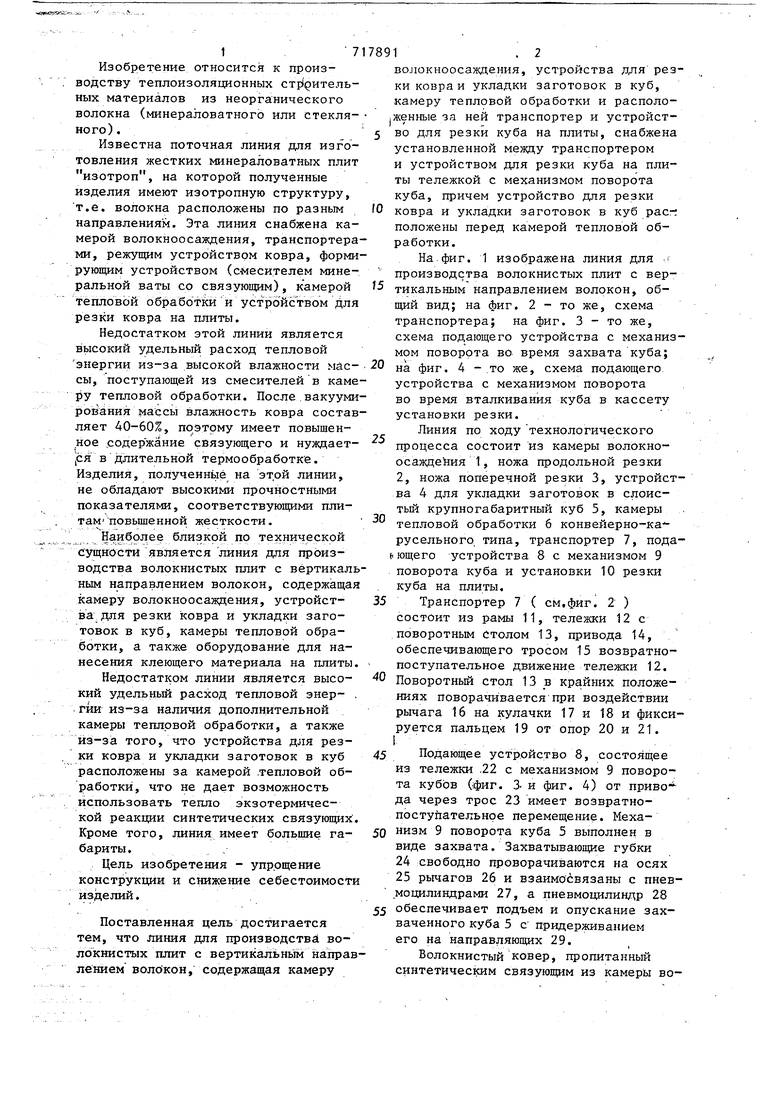
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных волокнистых плит и устройство для его осуществления | 1982 |
|
SU1098927A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Установка для изготовления из минераловатного ковра плит с вертикальной слоистостью | 1978 |
|
SU771074A1 |
| Способ изготовления армированных минераловатных плит | 1981 |
|
SU950704A1 |
| Поточная линия для изготовления теплоизоляционных изделий из минеральной или стеклянной ваты | 1977 |
|
SU876624A1 |
| Линия для производства минераловатных изделий | 1987 |
|
SU1500478A1 |
| Установка для изготовления волокнистых плит | 1976 |
|
SU608466A3 |
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ И СПОСОБ ЕЁ ФУНКЦИОНИРОВАНИЯ | 2022 |
|
RU2793059C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЫХ ПЛИТ С ВЁРТИКАЛЬН1)1М НАП- ' РАВЛЕНИЕМ ВОЛОКОН,'содержащая камеру волокноосаждения,устройства для резки ковра и укладки заготовок в куб, камеру тепловой обработки и расположенные за ней трайспортер и устройство для резки куба на плиты, отличающаяся тем, что, с целью упрощешяя конструкции и снижения себестоимости изделий, она снабжена установленной между транспортером и устройством для резки куба на плиты тележкой с механизмом поворота куба, причем устройство для резки ковра и укладки заготовок в куб рас-^ положены перед камерой тепловой обработки.i(Л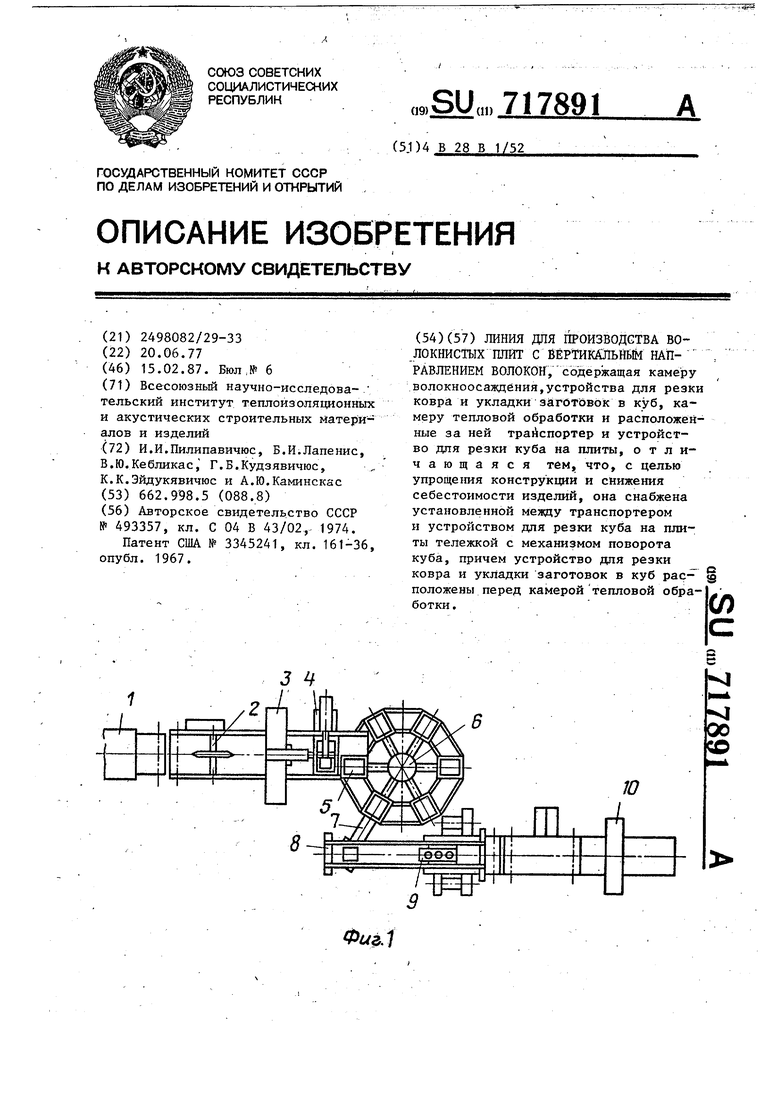
/y////ZW///////y///////y/////////
Фиг.
ФигМ
| Поточная линия для изготовления жестких минераловатных плит "изотроп" | 1974 |
|
SU493357A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
