fi

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1428585A2 |
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1435438A1 |
| Установка для изготовления волокнистых изделий | 1986 |
|
SU1359128A1 |
| Установка для изготовления волокнистых полуцилиндров | 1987 |
|
SU1425090A1 |
| Установка для изготовления волокнистых изделий | 1989 |
|
SU1629195A1 |
| Установка для изготовления волокнистыхиздЕлий | 1979 |
|
SU852843A1 |
| Установка для формования волокнистых скорлуп | 1978 |
|
SU743981A1 |
| Устройство для изготовления волокнистых изделий | 1978 |
|
SU740733A2 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
| Устройство для тепловой обработки волокнистых изделий | 1978 |
|
SU885236A1 |
Изобретение относится к промьш- ленности строительных материалов. Оно позволяет получать армированные гибкой арматурой изделия с улучшенным качеством. Установка содержит емкости 1 и 2 для гидромассы, частично погруженные в нее сетчатые секционные барабаны 3 и 4, внутренние полости которых сообщены с вакуум-системой, барабаны установлены с возможностью встречного вращения и регулирования зазора между ними. Установка содержит также устройство для отбора осажденного слоя массы. Установка дополнительно снабжена устройством 5 для подачи гибкой арматуры, расположенным снизу между емкостями 1 и 2, которые размещены с зазором для пропуска арматуры. 4 ил (Л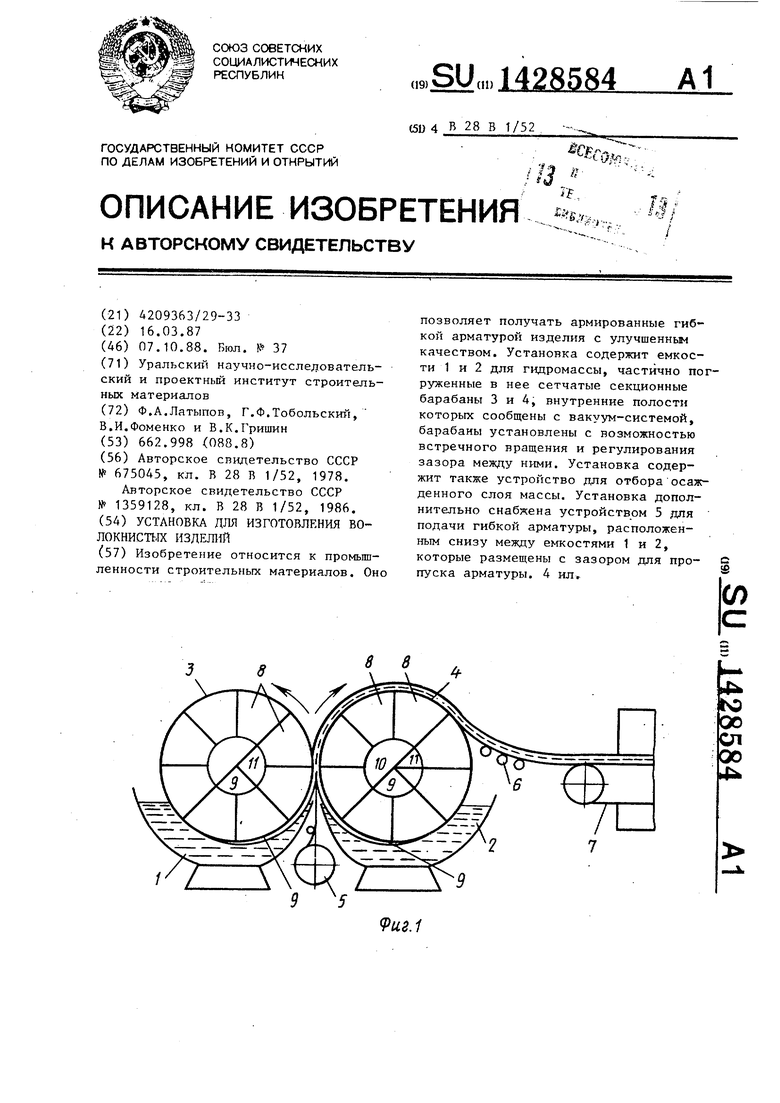
Ри.г.1
Изобретение может быть использовано ;В промышленности теплоизоляционны ст1| оительйьгх материалов для изготов- лейия волокнистых изделий из мине- райьной или стеклянной ваты на синте тическом связ тощем.
Целью изобретения является обеспечение изготовления армированных изделий и повышения их качества. I На фиг.1 представлена установка для изготовления армированных волокнистых изделий, общий вид на фиг.2- 4 г- изделия, поперечные сечения.
; Установка содержит емкости 1 и 2 длИ гидромассы, частично погруженные в них основной 3 и дополнительный 4 сетчатые секционные барабаны, внут- ре|нние полости которых соединены с ва:куум-сис-темой (не показана), уст- pcjiicTBo 5 подачи гибкой арматуры конвейер 6 для отбора и транспортировки осажденного слоя массы и сушильную камеру 7.
Внутренняя полость барабанов 3 и сдстоит из изолированных друг от друга секц11й 8, каждая из которых по мере вращения барабана сообщается с зонами 9-11 соответственно отсоса фильтрата, отсоса воздуха и подачи сжатого воздуха.
Установка работает следующим образом.
Волокнистую гидромассу 1еобходи- мой концентрации (твердожидкое отношение от 1:600 до 1:100) непрерывно подают в емкости 1 и 2. На поверхности вращающихся барабанов под действием разряжения, создаваемого в зоне 9, формируются волокнистые слои мае- сы. В месте примыкания барабанов 3 и: 4 с зазором, соответствующим толщине формуемой плиты, происходит соединение и подпрессовка волокнистых слоев массы с одновременным обжатием гибкой арматуры, введенной через зазор между емкостями 1 и 2 с гидромассой. Съем слоя волокнистой массы с бараб.ана 3 осуществляется посредством подачи сжатого воздуха в зонз 11. В результате на поверхности барабана 4 формируется армированньп волокнистый ковер, заданной толщины. По ходу вращения барабана 4 волокнистый ковер под действием разряжения, создаваемого в зоне 10, обезвоживается прососом воздуха,
Съем ковра осуществляется посредством подачи сжатого воздуха в зону
5 0
5 о
Q с
5
0
5
11 и с помощью конвейера 6 его подают в сушильную камеру 7.
Пример. Гидромассу с твердо- жидким отношением 1:150 подают в емкости 1 и 2, в которые погружены на четверть диаметра два сетчатых секционных барабана 3 и 4 с поверхностью фильтрации 5 м , имеющих диаметр 1750 мм и ширину 960 мм, установленных с зазором, соотиетствующим толщине плит 40 мм. Внутреняя полость барабанов состоит из изолированных друг от друга секций Я, каждая из которых по мере вращения барабана сообщается с зонами 9 и 10 отсоса фильтра и отсоса воздуха, Меж;1,у емкостями 1 и 2 с гидромассой на горизонтальной оси расположен рулон с гиб-, кой арматурой, в качестве которой. - использована сетка из стеклянного волокна или металлической п;роволоки. Конец арматурной сетки до начале формирования заведен за барабан 4. При формировании арматура занимает за- данное положение в толщине плиты по середине (фиг.2). Для получения плит толщиной 40 мм на каждом барабане набирают волокнистый слой массы толщиной 21-25 мм, которьш обеспечивается разряжением 0,5-0,6 кгс/см и скоростью формования 0,4-0,5 м/мин. В месте примыкания барабанов 3 и 4 осуществляется соединение и подпрессовка слоев до 40 мм с однов.ременным обжатием гибкой арматуры. Съем слоя во- локнистой массы с барабана 3 осуществляется посредством подачи сжатого воздуха в зону 11. В результате на поверхности барабана 4 формируется армированньй волокнистый ковер заданной толщины. По ходу вращения барабана 4 волокнистый ковер под действием разряжения, создаваемого в зоне 10, обезвоживается прососом воздуха. Съем ковра осуществляют посредством подачи сжатого воздуха в зону 11 и с помощью конвейера 6 его подают в сушильную камеру 7, Полученные плиты имеют хороший внешний вид, однородную равноплотную структуру и толщину. Поверхность плит гладкая, ровная со слегка выделяющимся рельр.фом сетки. Арматура в сечении плиты расположена по середине. Для улучшения работы плиты на изгиб арматуру располагают на расстоянии 1/3 или 1/4 толщины от одной из поверхностей плиты (фиг.З и 4). Для
этого диаметр барабана 4 уменьшают в два или три раза. Тогда при одинаковой концентрации г идромассы в емкостях 1 и 2 и равных линейных скоростях вращения на барабане 4 волокнистый слой в два или три раза тоньше, чем на барабане 3. Такой же эффект можно получить без изменения диаметра барабана А уменьшением в 2 или 3 раза концентрации гидромассы в емкости барабана 4.
Прочность армированных плит на растяжение и изгиб п 3-4 раза превышает значения неармированных плит. Формула изобретения
Установка для изготовления волокнистых изделий, содержащая частично
д
428584
погруженные в емкость с гидромассой два сетчатых барабана, внутренние полости которых соединены с вакуум- системой, установленные с возможностью встречного вращения и регулирования зазора между ними,а также устройство для отбора осажденного слоя, отличающаяся тем, что, с целью обеспечения изготовления армированных изделий и повышения их качества, она снабжена устройством для подачи гибкой арматуры в зазор между барабанами и выполнена с установленными с зазором индивидуальными емкостями для каждого из барабанов, устройство для подачи арматуры расположено снизу между емкостями.
15
| Устройство для изготовления минераловатных плит | 1978 |
|
SU675045A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для изготовления волокнистых изделий | 1986 |
|
SU1359128A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
