Изобретение может быть использовано в промышленности теплоизоляционных строительных материалов для изготовления плит из минеральной или стеклянной ваты на синтетическом связующем и является усо- вершенствованием изобретения по авт. св. № 1359128.
Цель изобретения - повышение качества изделий за счет преи.мушествеино вертика.льной ориентации во.кжпа.
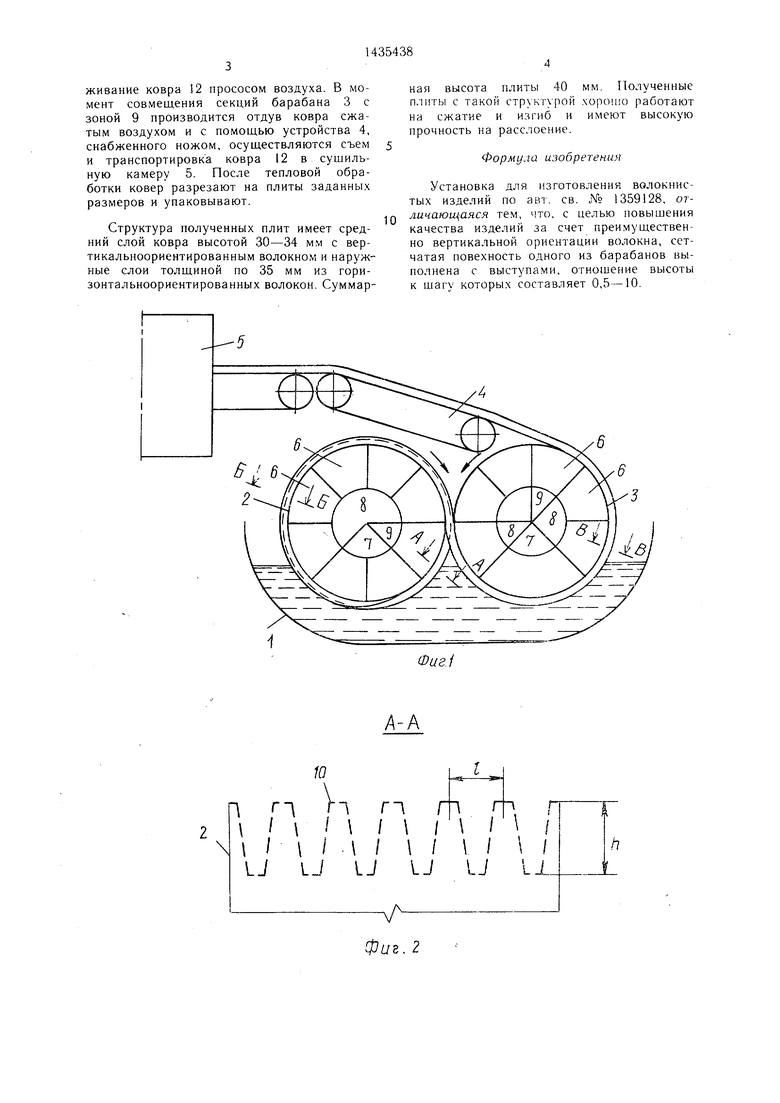
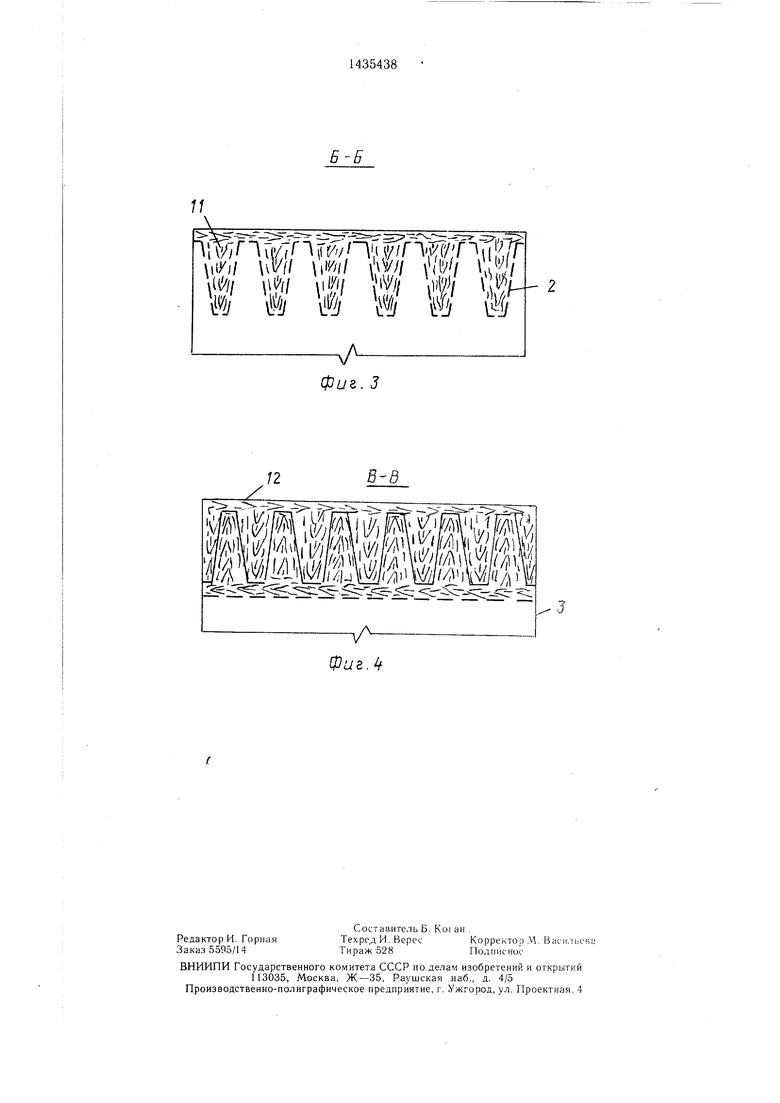
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2сечение А - А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 сечение В-В на фиг. 1.
Установка содержит емкость 1 для гидромассы, частично погруженные в нее дна сетчатых секционных барабана 2 и 3, внутренние полости которых соединены с вакуум-системой (не показана ),-устройство 4 для отбора и транспортировки волокнистого ковра в су пильную камеру 5. Внутренняя полость барабанов 2 ,и 3 состоит из изолированных одна от дру1Ч)й секций 6, каждая из которых по мере вращения барабана сообщается с зонами отсоса фильтрата 7, воздуха 8 и подачи сжатого воздуха 9.
Сетчатая поверхность барабана 2 имеет выступы 10 (фиг. 2). Отноп1ение высоты h выстунов к их тагу I находится в ii)c- делах 0,5-10. При отношении ,5, выстуны сглаживаются и вертика,лы1ой ориентации во.чокон при формовании конра
не происходит. При отнон1ении затрудняется с ьем изделий из-за больпюй площади контакта волокнистой с сетчатой поверхностью барабана 2, что хчкми- чивает трение.
Установка работает следующим образом.
Гидромассу из суспензированного волокна и раствора синтетического свяЗуюн1е- го непрерывно нодают в емкость 1. На новерхности барабанов 2 под действием разряжения в зоне 7 формируется волокнистый слой, который повторяет форму выступов 10 фильтровальной поверхности. При дальнейшей фильтрации волокнистый слой нарастает и заполняет выступы 10, образуя плоскую поверхность (фи1-. 3). По мере вращения секции 6 барабана сообщаются с зоной 8, где осуществляется обезвоживание ковра 1 1 II)OCOCOM- воздуха. В месте нримыкания барабанов 2 и 3 производятся уплотнение наружного слоя ковра 11 и передача его на барабан 3 путем подачи сжатого воздуха в зону 9 барабана 2 и создания разряжения в зоне 8 барабана 3. В результате поверхность ковра 11 с выступами оказывается спа- ружи. Под действием разряжения в зоне 7 барабана 3 происходит дополнительная фильтрация гидромассы через 1чк()ри- рованный волокнистый ковер 11, в резуль5
тате чего волокна заполняют впадины выступов, образуя плоскую поверхность ковра 12. По мере вращения в зоне 8 происходит обезвоживание ковра 12 прососом воздуха. В момент совмещения секций барабана с зоной 9 производится отдув ковра сжатым воздухом и с помощью устройства 4, снабженного ножом, осуществляются съем и транспортировка ковра н сушильную камеру 5. После тепловой
О обработки ковер разрезают на плиты заданных размеров и упаковывают.
Пример. Гидромассу из суспензированного минерального волокна в растворе фенол- формальдегидной смолы с твердожидким
.j отношением 1;100 непрерывно подают в емкость 1, в которой на четверть диаметра погружены два сетчатых секционных барабана 2 и 3 диа.метром 1,75 м и шириной 960 мм. Фильтрующая поверхность барабана 2 имеет выступы высотой 30
0 и шагом 20 мм, обтянутые фильтровальной сеткой Л1 05. Ф11. 1ьтру оп1ая поверхность барабана 3 плоская, и он установлен с зазором 5 мм от гребней выступов 10 барабана 2. Вращение барабанов синхронное со скоростью 0,3-0,5 м/мин, направ- .мение вращения барабана 2 - по часовой стрелке, барабана 3 - против. При разряжении 0,6 - 0,8 кгс/с.м в зоне 7 на новерхности барабана 2 под действием вакуума жидкая часть - раствор фено;1Q формальдегидной смолы проходит через фильтровальную сетку в секции барабана и далее в вакуум-ресивер, соединенный с вакуум-насосо.м (не показаны), а волокна образуют на поверхности фильтровальной сетки волокнистый с.лой, повторяющий фор5 му выступов 10. При дальнейшей фильтрации волокнистый слой 1шрастает и запол- пяет впадины выступов 10, образуя волокнистый ковер 11 с п. юской поверхностью (фиг. 3).
По мере вращения секции 6 ба)абана 2 сообщаются с зоной 8, 1 де под действием вакуума осуще1 тв:1яется обезвоживание ковра I i прососом воздуха. В месте при.мыкания барабанов 2 и 3 производится передача ковра 1 I на барабан 3 J2 путем подачи сжатог о воздуха в зону 9 барабана 2 и созданием разряжения в зоне 8 барабана 3. В результате наружная плоская поверхность ковра I1 присасывается к плоской фильтрующей поверхности барабана 3, а поверхность с вь ступами .ковра 1 1 50 оказывается снаружи. Под действием разряжения 0,8-- 1,0 кгс/см в зоне 7 барабана 3 осуществляе1ся дополнительная фильтрация гидромассы скво.зь волокнистый ковер И, в результате чего волокна за- по. княют впадины выступов, как место наи- 55 меньшего гидравлического сопротивления, образуя волокнистый ковер 12 с плоскими поверхностями. По мере вращения барабана 3 к зоне 8 осуществляется обезвоживание ковра 2 прососом воздуха. В момент совмещения секций барабана 3 с зоной 9 производится отдув ковра сжатым воздухом и с помощью устройства 4, снабженного ножом, осуществляются съем и транспортировка ковра 12 в сущиль- ную камеру 5. После тепловой обработки ковер разрезают на плиты заданных размеров и упаковывают.
Структура полученных плит имеет средний слой ковра высотой 30-34 мм с вер- тикальноориентированным волокном и наружные слои толщиной по 35 мм из гори- зонтальноориентированных волокон. Суммарная высота плиты 40 мм. Полученные п. шты с такой структурой .хорошо работают на сжатие и изгиб и имеют высокую прочность на расслоение.
Формула изобретения
Установка для изготовления волокнистых изделий по авт. св. Х 1359128, ог- личающаяся тем, что, с целью повышения качества изделий за счет преимущественно вертикальной ориентации волокна, сетчатая повехность одного из барабанов выполнена с выступами, отношение высоты к шагу которых составляет 0,5-10.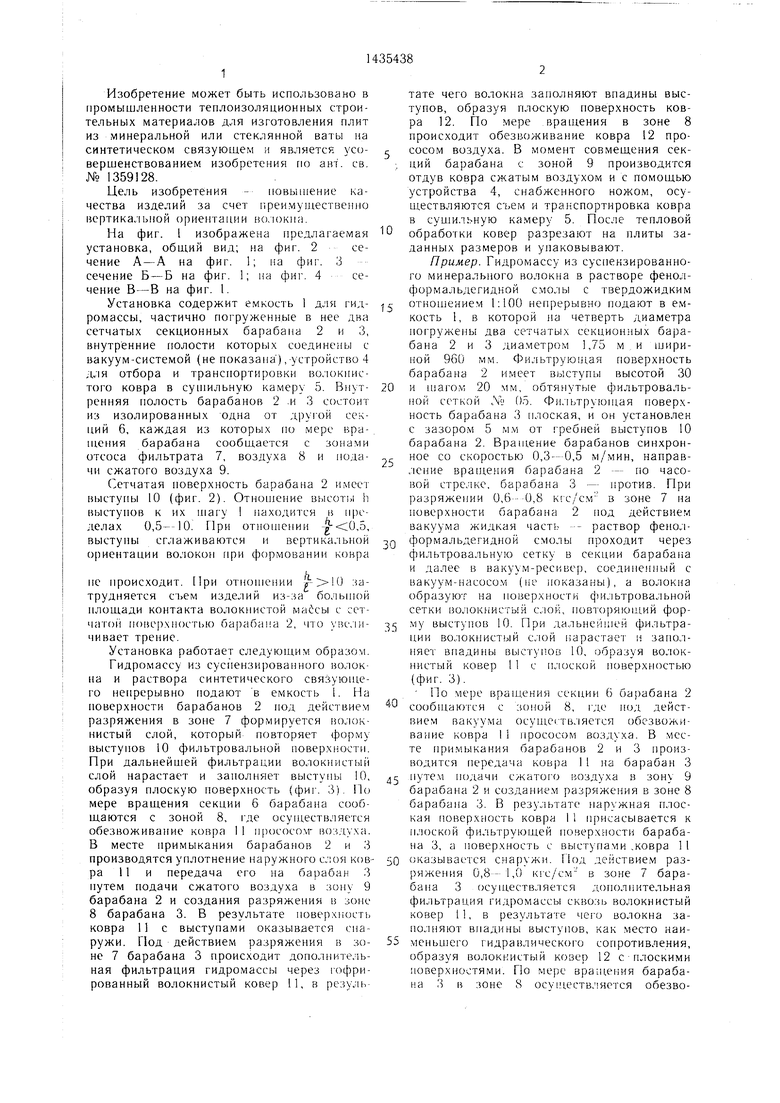
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1428585A2 |
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1428584A1 |
| Установка для изготовления волокнистых полуцилиндров | 1987 |
|
SU1425090A1 |
| Установка для изготовления волокнистых изделий | 1989 |
|
SU1629195A1 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
| Установка для изготовления волокнистых изделий | 1986 |
|
SU1359128A1 |
| Установка для формования волокнистых скорлуп | 1978 |
|
SU743981A1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| Установка для изготовления волокнистыхиздЕлий | 1979 |
|
SU852843A1 |
1 ;-; );1|;етение относится к промышленности С юительны.ч материа.. Оно позволяет изготовлять во:;окнистыс 1;здслии повышенного качества за счет преимун ествсн- но вертикальной ориентации во.юкон. с- тановка содержит емкость ;1ля гидромассы, частично по1 руже1-:ныс в нес дн; сетчатых секционных барабана. Внутренние полости бппабанов соединены с вакуум- CHCTe ujii и сжатым воздухом. Устройстн.; для отпора ()С11Жденного с.юя массы на ci- T iaioii поверхности ол.н.ого из бара- банор, iibiCT ;:i.i. (,оотно1нение в.ысоты высту- иов .к их niary находится в предо/ ах 0,. 4 и,-;.
1
I
и
г- Г1 г- / П /
/ I LJ U
Фиг. 2
-у -. v.
мг 1 р- I f/r {1Гг
vl/f/ У// hV/ V(S/
iJ // щ Щ m W W Ж Й ili
фи&. 3
Фиг.
-у -. v.
r {1Гг
| Установка для изготовления волокнистых изделий | 1986 |
|
SU1359128A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
