Изобретение относится к нэразрушаю- щему контролю проката, в частности дефектоскопии листового проката в потоке производства, и может найти применение в металлургической и машиностроительной промышленности.
Целью изобретения является повышение достоверности контроля.
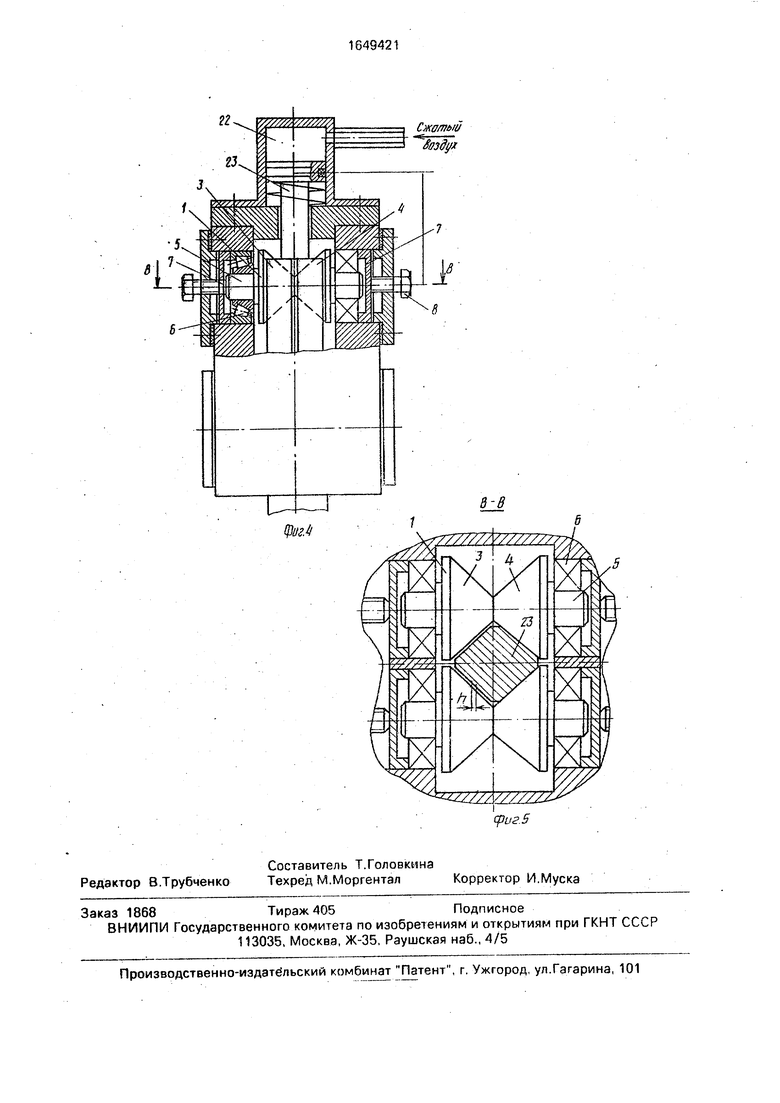
На фиг. 1 показано устройство, общий вид; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - роликр- опора; на фиг. 5 - сечение В-В фиг.4.
Дефектоскоп включает механизм 1 совмещения продольных осей преобразователей 2 (ЭМАП-излучающий и ЭМАП-прием- ный), выполненный в виде встречных усеченных конусов 3, 4 на валах 5, которые установлены в опорах б. Толкатели 7 выполнены в виде крышек, которые направляются и фиксируются бинтовыми парами 8.
Стержневое приспособление 9 горизонтального перемещения представляет собой винтовую пару 10 и направляющую 11 и позволяет перемещать преобразователи 2 относительно корпуса 12 каретки 13 в горизонтальном направлении.
Рычажный механизм 14 вертикального перемещения преобразователя выполнен в
о
Јь
чэ
Јь
го
го
виде вала 15 с рычагом 16, входящим в пзз 17 оси 18. Роль направляющей выполняет ишоночное соединение 19. На чертежах показаны контролируемый прокат 20, колеса 21 каретки 13, пневмоцилиндр22иегошток 23.
Устройство работает следующим Ov jpa- зом.
Перед началом работы производится корректировка соосности преобразователей 2 и зазора между преобразователем и поверхностью контролируемого проката 20. Для этого воздействуют винтовой парой 8 на толкатель 7, выполненный в веде крышки и упирающийся в опору 6 вала 5. Винтовая пара является также и фиксатором 8 толкателя 7. При этом конуса 2, 3 перелагаются вдоль своей оси и воздействуют на шгок 23 пневмоцилиндра 22. Шток 23 можно рас- сматривать как балку с защемленным концом. В связи с этим линейное перемещение преобразователя 2 определяется по правилу пропорции зависимостью
H-L-WI,
где I и L - расстояния от середины поршня пневмоцилиндра 22 до оси вала 5 и до оем преобразователя 2 соответственно:
h - величина отклонения штока 23 пкер- моцилиндра 22.
Дальнейшая корректировка соосности преобразователей 2 осуществляется стерж невым приспособлением 9, Винтовой парой 10 перемешают преобразователь 2 вдоль направляющей 11 относительно корпуса 12 каретки 13 в горизонтальном направлении.
Момент совпадения осей преобразователей 2 характеризуется максимумом сигнала дефектоскопа.
Регулировку зазора между преобразователем 2 и поверхностью контроля 20 осуществляют с помощью механизма 14, Производят вращение вала 15, при этом рычаг 18 входит в контакт с пазом 17, а ось 18 перемещается в вертикальном направлении. Провороту оси 18 препятствует направ- ляющая 19. Штифтом (не показан) фиксируют взаимное положение оси 18 относительно корпуса 13.
8 процессе контроля сплошности проката 20 колеса 22 отслеживают поверхность проке ,э 20 и обеспечивают стабильный зазор между преобразователем 2 и поверхностью контролируемого проката 20 а также соосность преобразователей, что повышает достоверность контроля,
Формула изобретения
Многоканальный дефектоскоп для контроля проката поавт.св. N 1429011. отличающийся тем. что, с целью повышения достоверности контроля, он снабжен по числу кареток механизмами совмещения продольных осей преобразователей, выполненными в виде встречных конусов, образующие которых составляют четырехугольник и охеатывают щток поршня, толкателей, фиксаторов и стержневого приспособления горизонтального перемещения, и рычзжны- ми механизмами вертикального перемещения преобразователя относительно колес по числу преобразователей, закрепленными на каретках и связанными с соответствующими преобразователями каждый.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
| Многоканальный дефектоскоп для контроля проката | 1988 |
|
SU1619153A2 |
| Многоканальный дефектоскоп для контроля проката | 1989 |
|
SU1733996A2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2298180C2 |
| Установка для ультразвуковой дефектоскопии круглого проката или труб в процессе их производства | 1990 |
|
SU1728788A1 |
| Способ сканирования объекта инспекции по площади и установка для его осуществления | 2022 |
|
RU2782504C1 |
| Устройство к дефектоскопу для контроля цилиндрических изделий | 1976 |
|
SU734549A1 |
| Сканирующее устройство дефектоскопа | 1980 |
|
SU890231A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КРУГЛОГО ПРОКАТА | 2006 |
|
RU2325636C1 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |

Изобретение относится к неразрушающему контролю проката, в частности дефектоскопии листового проката в потоке производства, и может найти применение в машиностроительной и металлургической промышленности. Целью изобретения является повышение достоверности контроля. Цель достигается тем, что постоянство зазора между датчиком и поверхностью контролируемого проката обеспечивается выполнением механизма 1 совмещения продольных осей преобразователей 2 (ЭМАП-ИЗМ и ЭМАП-ПР) в виде встречных усеченных конусов 3, 4 на валах 5, которые установлены в опорах 6. Толкатели 7 выполнены в виде крышек, которые направляются и фиксируются винтовыми парами 8. Стержневое приспособление 9 представляет собой винтовую пару 10 и направляющую 11 и позволяет перемещать преобразователи 2 относительно корпуса 12 каретки 13 в горизонтальном направлении. Рычажный механизм 14 выполнен з виде вала 15с рычагом 16, входящим в паз 17 оси 18. Роль направляющей выполняет шпоночное соединение 19. 5 ил. (Л С
21
10
А-А
фиг 5-5
23
Фиг.3
Фм.4
Сжатый воздух
| Многоканальный дефектоскоп для контроля проката | 1985 |
|
SU1429011A1 |
