Известны переносные станки для шлифования направляющих станины токарного станка с несущей поворотную и переставную щлифовальную головку опорной нлитой, базирующейся на малоизнашивающихся направляющих задней бабки и снабженной механизмом принудительного возвратно-поступательного перемещения вдоль станины. Однако обработка направляющих по всей длине при помощи таких станков невозможна.
В описываемом станке для обработки направляющей по всей ее длине-путем выхода щлифовального круга за пределы станины в его крайних положениях применен закрепленный под опорной плитой монорельс для свободно подвешенного к нему на роликах груза. Этот груз перемещается под воздействием концевых упоров в направлении, противоположном движению переносного станка, изменяя при движении положение его центра тяжести. Вместо груза к монорельсу может быть подвешена на роликах подпружиненная планка, упирающаяся в нижние направляющие станины.
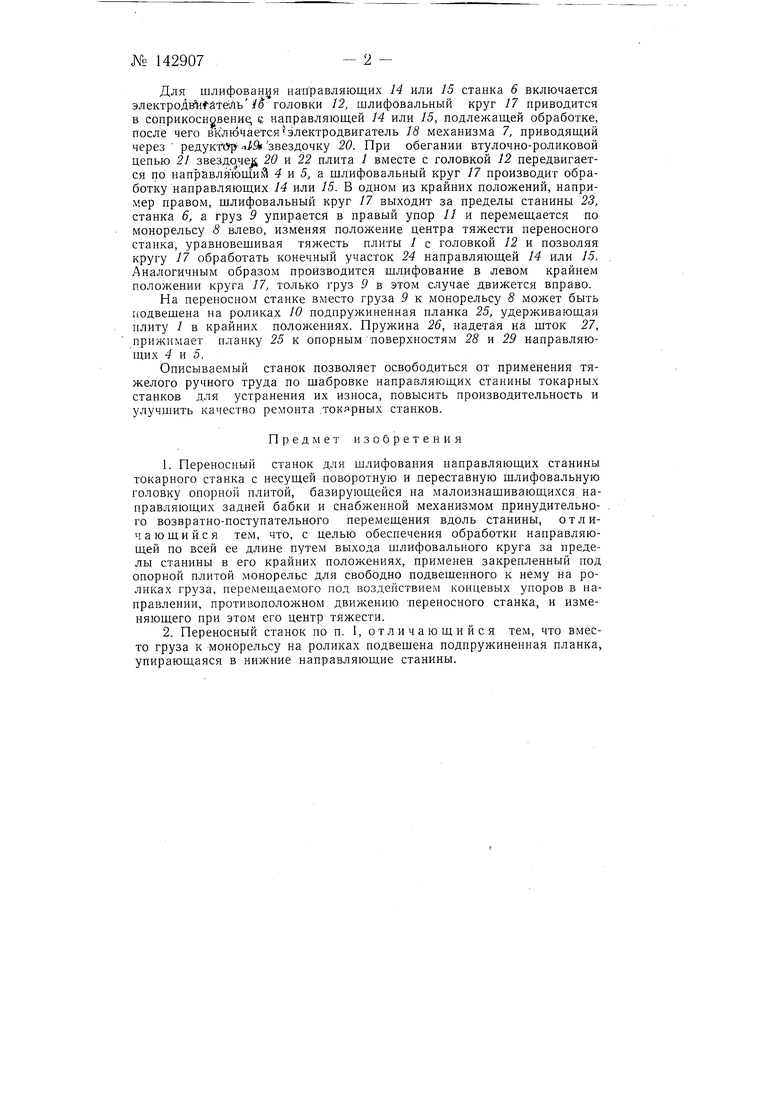
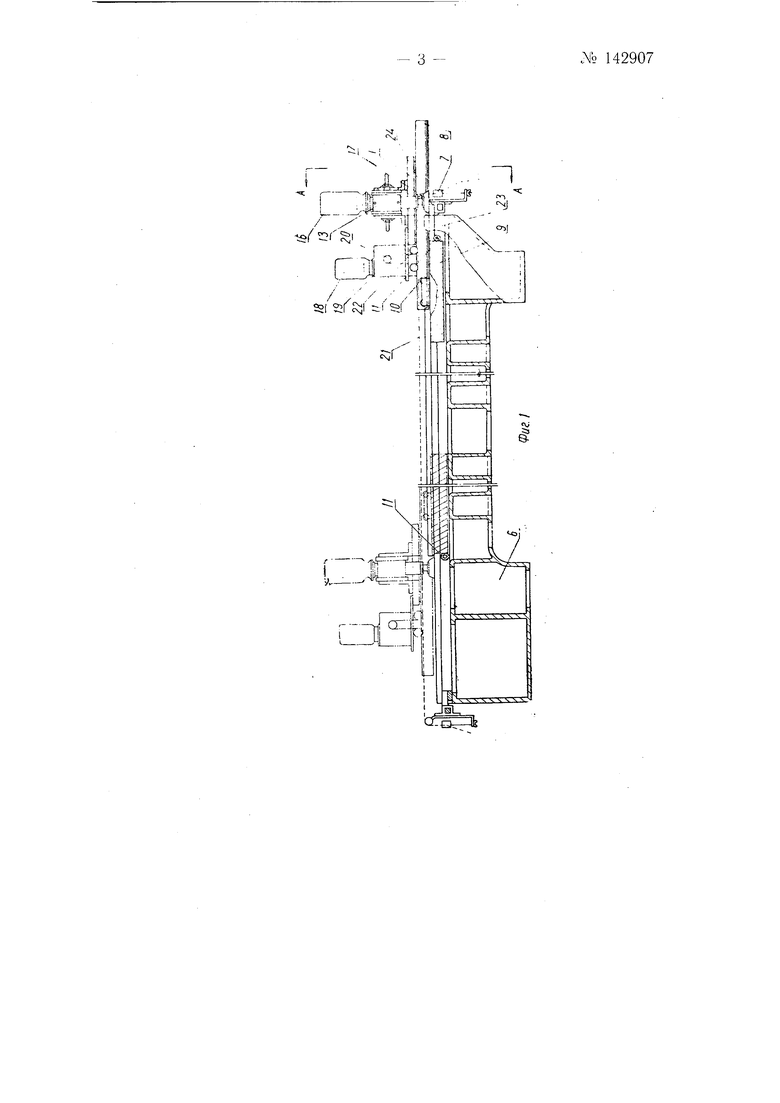
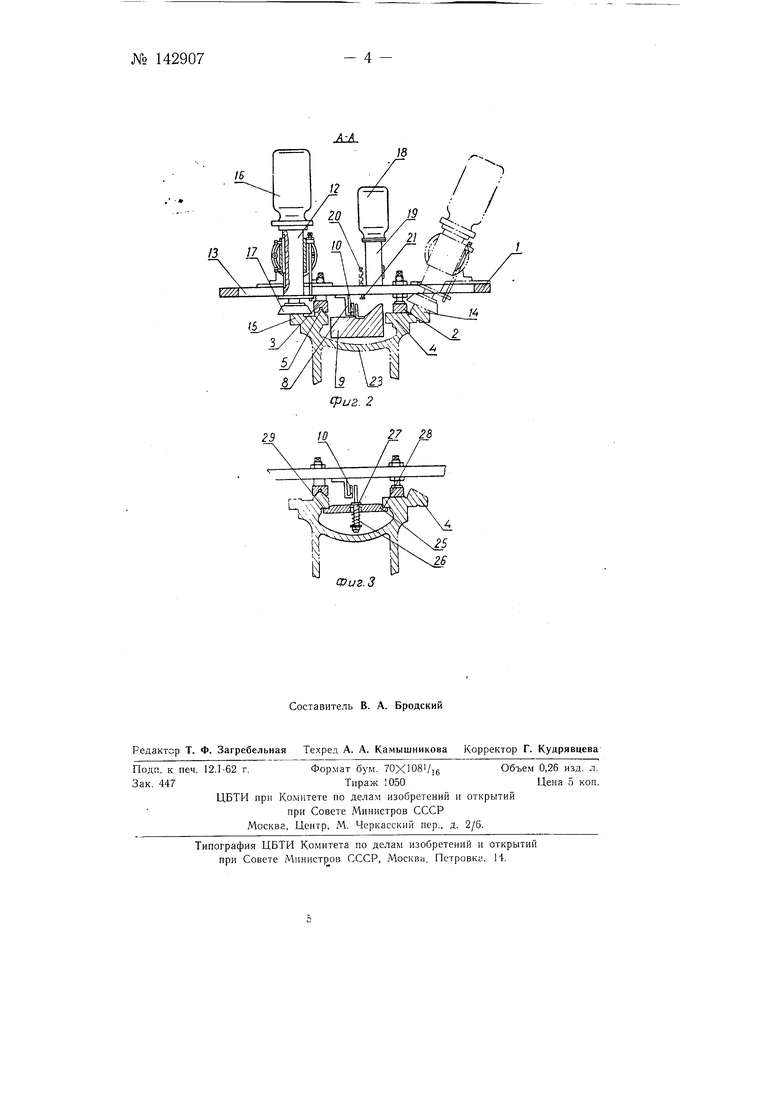
На фиг. 1 изображен описываемый станок; на фиг. 2-разрез по А-А на фиг. 1; на фиг. 3-крепление подпружиненной планки.
Переносный станок для шлифования направляющих станины токарного станка состоит из опорной плиты 1, базирующейся посредством плоской 2 и призматической 3 планок на направляющих 4 и 5 ремонтируемого токарного станка 6, предназначенных для перемещения задней бабки или люнетов; механизма 7 принудительного перемещения; монорельса S/ закрепленного под опорной плитой /; груза 9, свободно подвешенного на роликах 10 к монорельсу 8 и перемещаемого под воздействием упоров //; и шлифовальной головки 12, поворотной в вертикальной плоскости для обработки под углом и переставной в поперечном направлении в пазу 13 плиты /.
№ 142907- 2 Для шлифования направляющих 14 или 15 станка 6 включается электроДв йтёль/ головки 12, шлифовальный круг 17 приводится в соприкосновение, направляющей 14 или 15, подлелсащей обработке, после чего вклнЗчается электродвигатель 18 механизма 7, приводящий через редукт l звездочку 20. При обегании втулочно-роликовой цепью 21 звездоле, 20 и 22 плита 1 вместе с головкой 12 передвигается по направляющий 4 и 5, а щлифовальный круг 17 производит обработку направляющих 14 или 15. В одном из крайних положений, например правом, шлифовальный круг 17 выходит за пределы станины 23, станка 6, а груз 9 упирается в правый упор 11 и перемещается по монорельсу 8 влево, изменяя положение центра тяжести переносного станка, уравновешивая тяжесть плиты 1 с головкой 12 и позволяя кругу 17 обработать конечный участок 24 направляющей 14 или 15. Аналогичным образом производится шлифование в левом крайнем положении круга 17, только груз 9 в этом случае движется вправо.
На переносном станке вместо груза 5 к монорельсу 8 может быть (одвешена на роликах W подпружиненная планка 25, удерживающая нлиту / в крайних положениях. Пружина 26, надетая на щток 27, прижимает планку 25 к опорным поверхностям 28 и 29 направляющих 4 и 5.
Описываемый станок позволяет освободиться от применения тяжелого ручного труда по шабровке направляющих станины токарных станков для устранения их износа, повысить производительность и улучшить качество ремонта .токярных станков.
Предмет изобретения
1.Переносный станок для шлифования направляющих станины токарного станка с несущей поворотную и переставную шлифовальную головку опорной плитой, базирующейся на малоизнашивающихся направляющих задней бабки и снабженной механизмом принудительного возвратно-поступательного перемещения вдоль станины, отличающийся тем, что, с целью обеспечения обработки направляющей по всей ее длине путем выхода шлифовального круга за пределы станины в его крайних положениях, применен закрепленный под опорной плитой монорельс для свободно подвешенного к нему на роликах груза, перемещаемого под воздействием концевых упоров в направлении, противоположном движению переносного станка, и изменяющего при этом его центр тяжести.
2.Переносный станок по п. 1, отличающийся тем, что вместо груза к монорельсу на роликах подвешена подпружиненная планка, упирающаяся в нижние направляющие станины.
15
2910
Фиг.З
t8
27 28