Известны станки для шлифования фасок на изделиях тила поршневых пальцев, поступающих по одному из бункера на приводные опорные ролики, монтированные на каретке, совершающей возвратно-поступательное движение относительно инструментальных головок, однако в указанных станках не обеспечивается надежное закрепление пальца при его обработке за один проход двумя шлифовальными кругами, последовательно расположенными с обоих его торцов.
Для устранения этого недостатка в предлагаемом станке применены упорный и прижимной ролики, образуюшие вместе с опорными роликами зажимной механизм, причем прижимной ролик укреплен на подиружиненном конце двуплечего рычага, второй конец которого находится под воздействием копира в процессе перемещения каретки.
Удаление пальца из зажимного механизма после обработки производится разгружающей рамкой, которой сообщается качательное движение от ломающегося рычага при нажатии на него каретки.
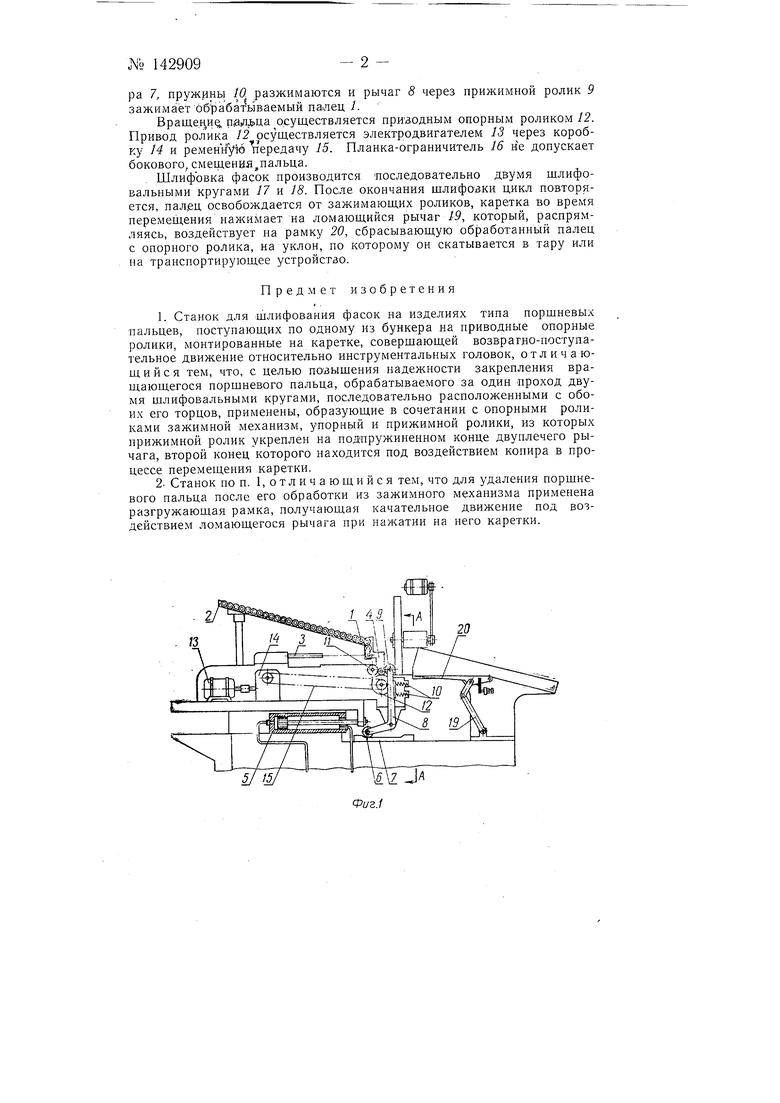
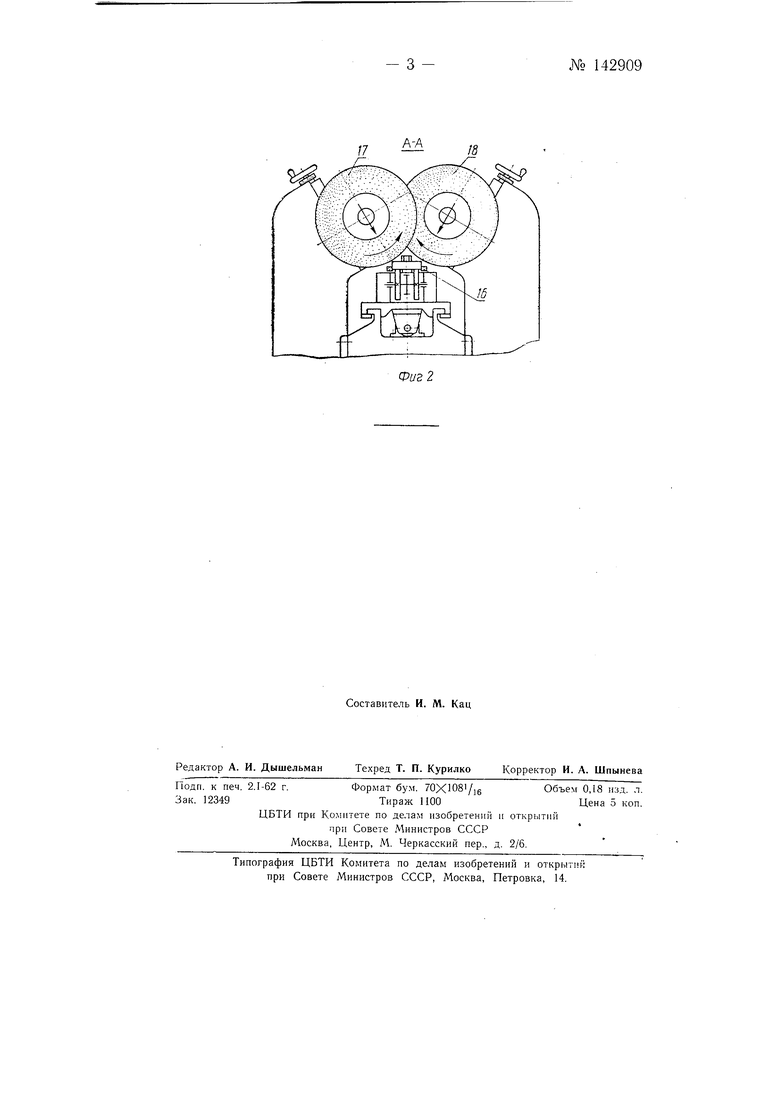
На фиг. 1 схематически изображен предлагаемый станок; на фиг. 2 - разрез по А-А на фиг. 1.
Подлежащие обработке пальцы / закладываются в магазин 2, откуда после включения станка толкатель 3 подает их по одному в зону обработки 4, отсекая при этом остальные заготовки.
После поступления пальца в зону обработки, гидропривод 5 отводит каретку назад, в конце холостого хода каретки копирный ролик 6 наезжает на выступ копира 7 и разворачивает двуплечий рычаг 5, который отводит прижимной ролик 9 и сжимает пружины 10. В это же место отводится и упорный ролик //. Обрабатываемый палец / ложится на опорный ролик 12. В начале рабочего хода, когда каретка начинает перемещаться вправо, ролик 6 копира съезжает с выступа копиpa 7, пружины /О разжимаются и рычаг S через прижимной ролик 9 зажимает обрабатываемый палец /.
Вращеод( осуществляется приходным опорным роликом 12. Привод ролика /2 осуществляется электродвигателем 13 через коробку 14 и ременной ередачу 15. Планка-ограничитель 16 не допускает бокового, смещения,пальца.
, Шлифовка фасок производится -последовательно двумя шлифовальными кругами 17 и 18. После окончания шлифозки цикл повторяется, палец освобождается от зажимающих роликов, каретка во время перемец;еиия нажимает на ломающийся рычаг 1-9, который, распрямляясь, воздействует на рамку 20, сбрасывающую обработанный палец с опорного ролика, на уклон, по которому он скатывается в тару или на транспортирующее устройство.
Предмет изобретения
1. Станок для шлифования фасок на изделиях типа поршневых пальцев, поступающих по одному из бункера на приводные опорные ролики, монтированные на каретке, совершающей возвратно-поступательное движение относительно инструментальных головок, отличающийся тем, что, с целью повышения надежности закрепления вращающегося поршневого пальца, обрабатываемого за один проход двумя шлифовальными кругами, последовательно расположенными с обоих его торцов, применены, образующие в сочетании с опорными роликами зажимной механизм, упорный и прижимной ролики, из которых прижимной ролик укреплен на подпружиненном конце двуплечего рычага, второй конец которого находится под воздействием копира в процессе перемещения .каретки.
2- Станок по п. 1, отличающийся тем, что для удаления порщневого пальца после его обработки из зажимного механизма применена разгружающая рамка, получающая качательное движение под воздействием ломающегося рычага при нажатии на него каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обдирочно-шлифовальный станок | 1979 |
|
SU814693A1 |
| Многопозиционный станок | 1984 |
|
SU1258674A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921802A1 |
| Станок для шлифования выпуклых фасок на деталях типа роликов | 1975 |
|
SU703308A1 |
| ВЕРТИКАЛЬНЫЙ РУЧНОЙ КОПИРОВАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1967 |
|
SU222898A1 |
| Полуавтомат плоскошлифовальный | 1987 |
|
SU1563943A1 |
| Станок для фацетирования круглых стекол | 1956 |
|
SU104811A1 |
| Станок для обработки изделий криволинейной формы | 1974 |
|
SU679376A1 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| Механизм подачи на шлифовальных станках | 1980 |
|
SU1060444A1 |
- /3
