//
IJ/S
Изобретение относится к технологическому и подъемно-транспортному оборудованию при изготовлении обмоток электрических машин и может быть использовано в электромашиностроении.
Целью изобретения является повышение производительности и качества изгртовления обмоток зэ счет равно- мерного устранения зазоров между витками .
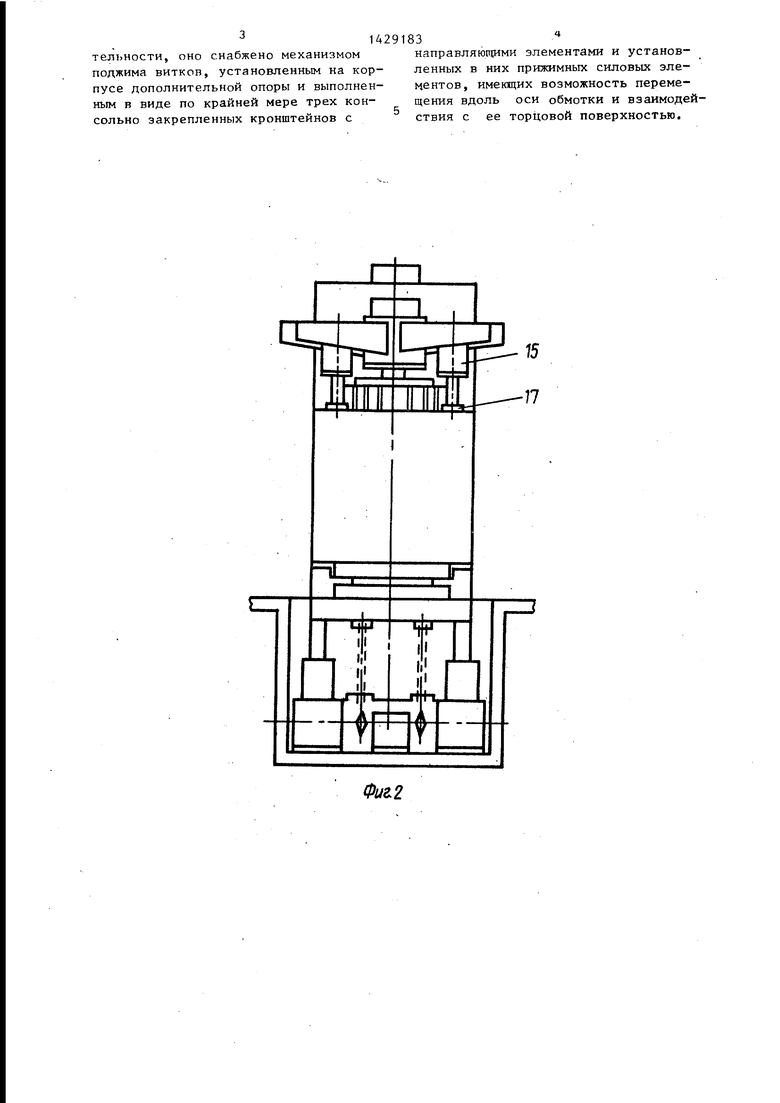
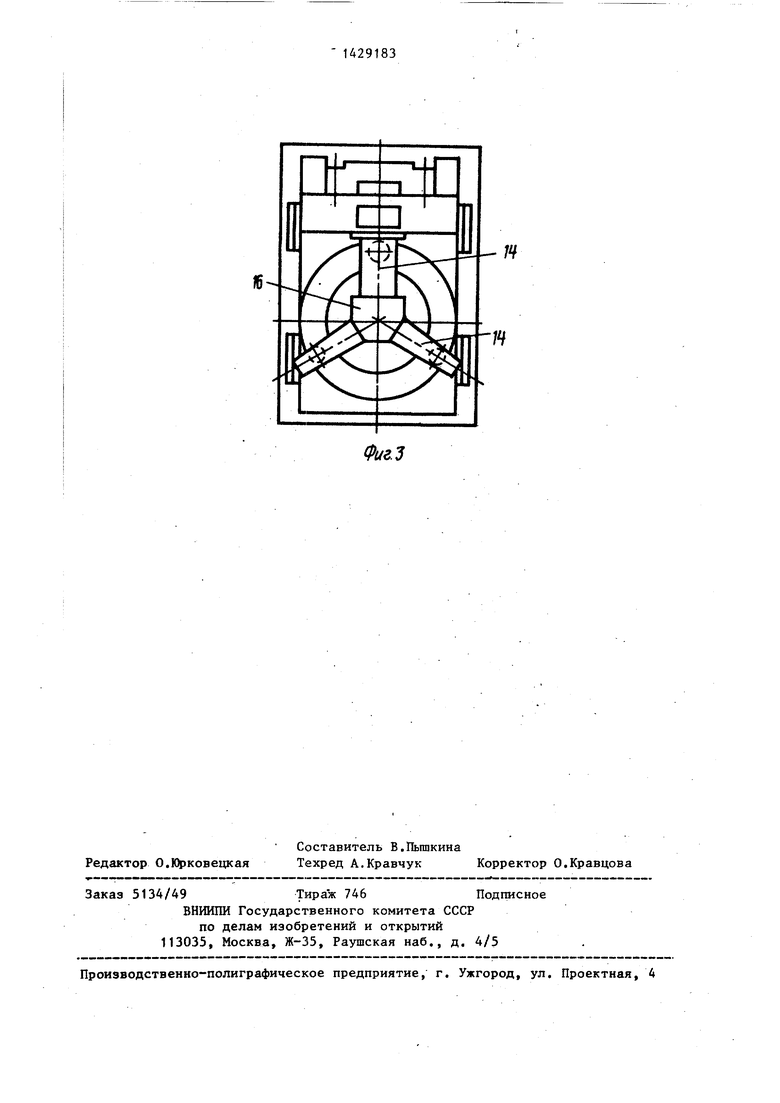
На фиг. 1 изображено устройство для кантования крупногабаритных обмоток, общий вид«9 на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху.
Устройство содержит основание 1, поворотную раму 2, опирающуюся на ролики 3, закрепленные в шарнирных опорак 4. На основании 1 расположен привод 5 поворота поворотной рамы 2. Поворотная рама 2 снабжена грузонес - щей опорой 6 с фиксаторами 7, фиксирующими универсальную разжимную оп- равку 8, служащую каркасом для обмотки 9. Так же на поворотной раме 2 установлена дополнительная опора 10 с опорной цапфой 11. Дополнительная опора 10 выполнена в виде кон- сольной балки и снабжена приводами 12 и 13 вертикального и горизонтального перемещений. На дополнительной опоре 10 установлены направляющие элементы 14, в которых размещены прижимные силовые элементы 15, Прижимные силовые элементы 15 взаимосвязаны с приводом 16, который обеспечивает их радиаль- ное перемещение по направлякядим элементам 14 относительно опорной дап- фы 11, Рабочие поверхности 17 прижимных силовых элементов 15 установлены с возможностью контактирования с торцом обмотки 9.
Устройство работает следующим об- разом.
Устанавливают кантователь в исходное положение. Перемещают посредством приводов 12 и 13 дополнительную опору 10 в крайнее положение, освобождая . тем самым пространство для установки обмотки 9 на грузонесущую опору 6 (исходное положение - горизонтальное расположение обмотки).
Обмотка 9, намотанная на универ- сальную разжимную оправку 8, устанавливается на грузонесущуго опору 6 при помощи внутрицеховых транспортных средатв. При этом оправка 8 центрируется на грузонесущей опоре 6 фиксаторами 7. Затем перемещают дополнительную опору 10 и устанавливают ее опорной цапфой 11 напротив свободног хвостовика оправки В. Дополнительная опора 10, получив перемещение от привода 12, входит опорной цапфой 11 в контакт с хвостовиком оправки 8 и жестко фиксирует ее в кантователе.
После фиксации оправки В с обмоткой 9 в опорах 6 и 10 перемещают по направляющим-элементам 14 прижимные силовые элементы 15 посредством при- вода 16 и, установив над поверхность торца обмотки 9, включают их. Рабочие поверхности 17 прижимных силовых элементов 15, перемещаясь, упираются в торец обмотки 9 с расчетным усилием, поддерживаемым автоматически и контролируемьт по приборам (не показаны) .
Включают привод 5 поворота поворотной рамы 2. Поворотная рама 2 поворачивается совместно с обмоткой 9. Прижимные силовые элементы 15 включены и на протяжении всего цикла кантования осуществляют поджим с расчетным усилием на торец обмотки 9. Зазоры между витками обмотки 9, которые образовались при намотке и появляются при кантовании в результате смещения витков, немедленно ликвидируются посредством непрерывно действующих на торцовую поверхность обмотки 9 рабочих поверхностей 17 прижимных силовых элементов 15.
По окончании кантования призкимные силовые элементы 15 отключаются и их рабочие поверхности 17, перемещаясь, освобождают обмотку 9. Дополнительная опора 10 отводится в сторону, и обмотка 9 снимается с кантователя. Кантователь поворачивают в .исходное положение и подготавливают для кантования следуилцей обмотки.
Формула изобретения
Устройство для кантования крупногабаритных электрических обмоток, содержащее поворотную раму, связанную с приводом, установленную на основании и снабженную грузонесущей опорой с фиксаторами и дополнительной опорой в.виде подвижной консольной балки с цапфой, отличающееся тем, что, с целью повьщения качества обмоток за счет равномерного устранения зазоров между витками fi производительности, оно снабжено механизмом поджима витков, установленньм на корпусе дополнительной опоры и выполненным в виде по крайней мере трех кон- сольно закрепленных кронштейнов с
направляюп(ими элемента ш и установ- ленных в них прижимных силовых элементов, имекщих возможность перемещения вдоль оси обмотки и взаимодействия с ее торцовой поверхностью.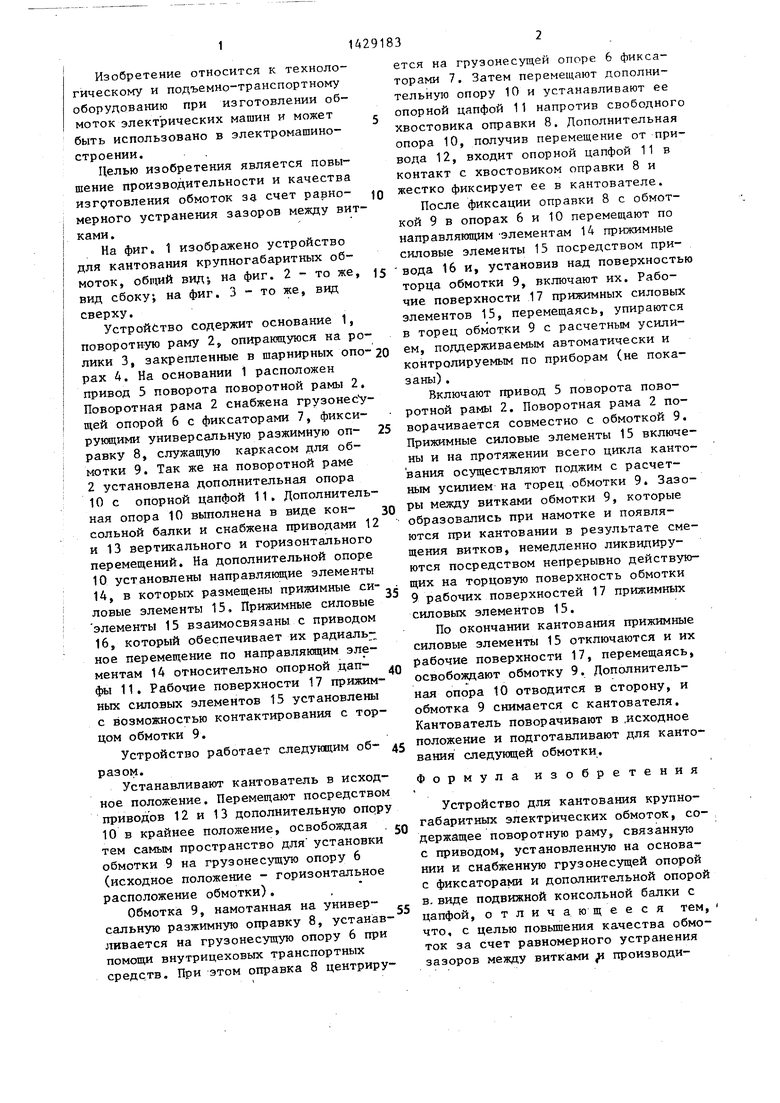
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1982 |
|
SU1054247A1 |
| КАНТОВАТЕЛЬ-МАНИПУЛЯТОР | 1991 |
|
RU2063372C1 |
| Устройство для кантования строительных изделий | 1976 |
|
SU772868A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИ ИКСmmBVr.C-J'^^^-SlT^»/: | 1971 |
|
SU315556A1 |
| Кантователь | 1983 |
|
SU1154175A1 |
| СПОСОБ ПОДГОТОВКИ ОБМОТКИ ТРАНСФОРМАТОРА К ПРЕССОВАНИЮ | 2010 |
|
RU2449400C1 |
| КАНТОВАТЕЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2107651C1 |
| Кантователь | 1979 |
|
SU796121A1 |
| Стенд для кантования изделий | 1975 |
|
SU567578A1 |
| Крановый захват-кантователь | 1986 |
|
SU1386536A1 |
Изобретение относится к технологическому и подъемно-транспортному оборудованию при изготовлении обмоток электрических мапшн и м.б. использовано в электромашиностроении. Цель изобретения - повьшение производительности и качества изготовления обмоток за счет равномерного устранения зазоров между витками. Обмотку 9 устанавливают на г узонесущую опору 6. Перемещают дополнительную опору 10 и устанавливают ее опорной цапфой 11. После фиксации оправки 8 с обмоткой 9 в опорах 6, 1-0 силовые элементы 15 перемещают-по направляющим элементам до установки их над торцом обмотки 9. Рабочие поверхности 17 прижимных силовых элементов 15, перемещаясь, упираются в торец обмотки 9 с расчетным усилием, поддерживаемым автоматически и контролируемым по приборам. Зазоры между витками обмотки 9, которые образуются при намотке и появляются при кантовании в результате смещения витков, устраняются посредством непрерьюного воздействия на торец обмотки 9 поверхностей 17 силовых элементов 15. 3 ил. (Л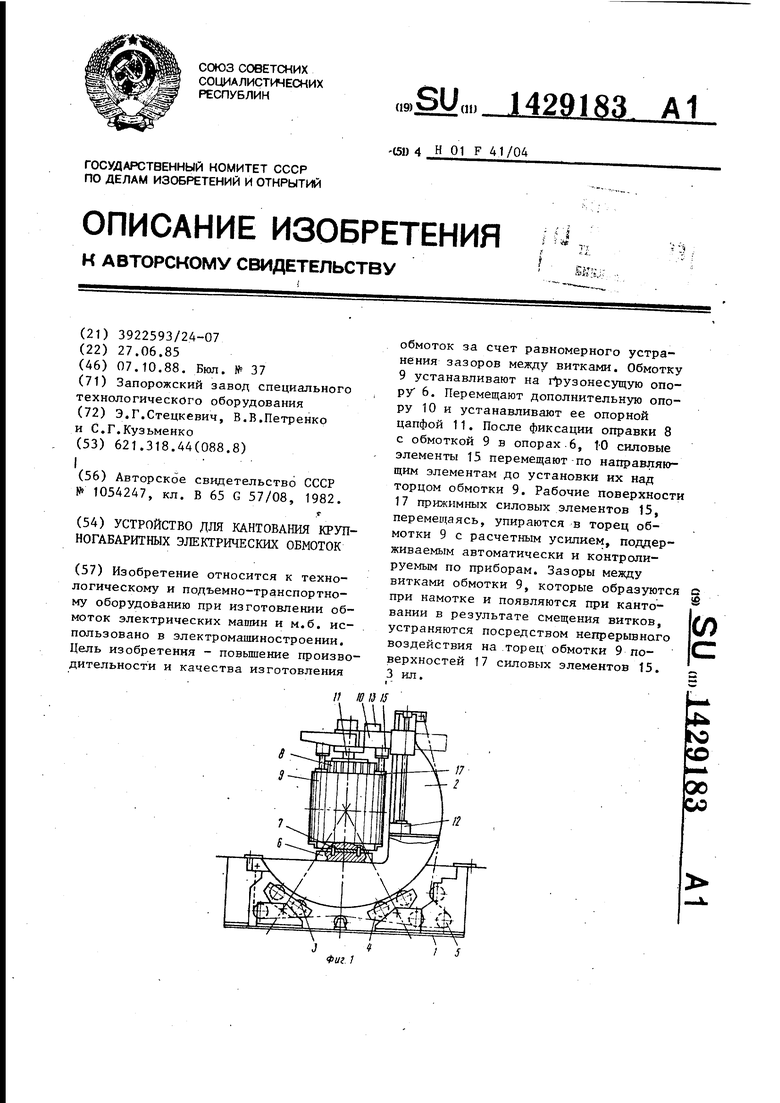
Фие.З
| Кантователь | 1982 |
|
SU1054247A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| « | |||
