/ / т
3 3 S )( IS 20 г;
Фиг.
(Л
со
22
Изобретение относится к литейному тфоизводству, а конкретнее к точному литью по выплавляемым моделям.
Цель изобретения - сокращение времени ее переналадки.
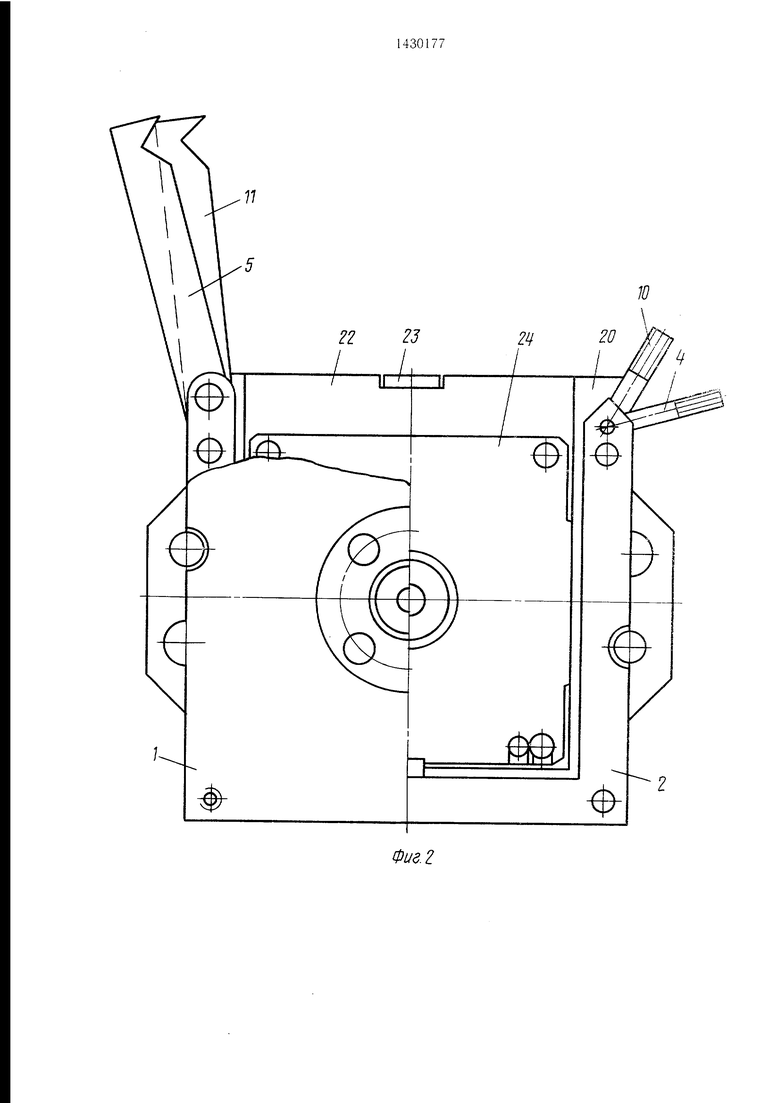
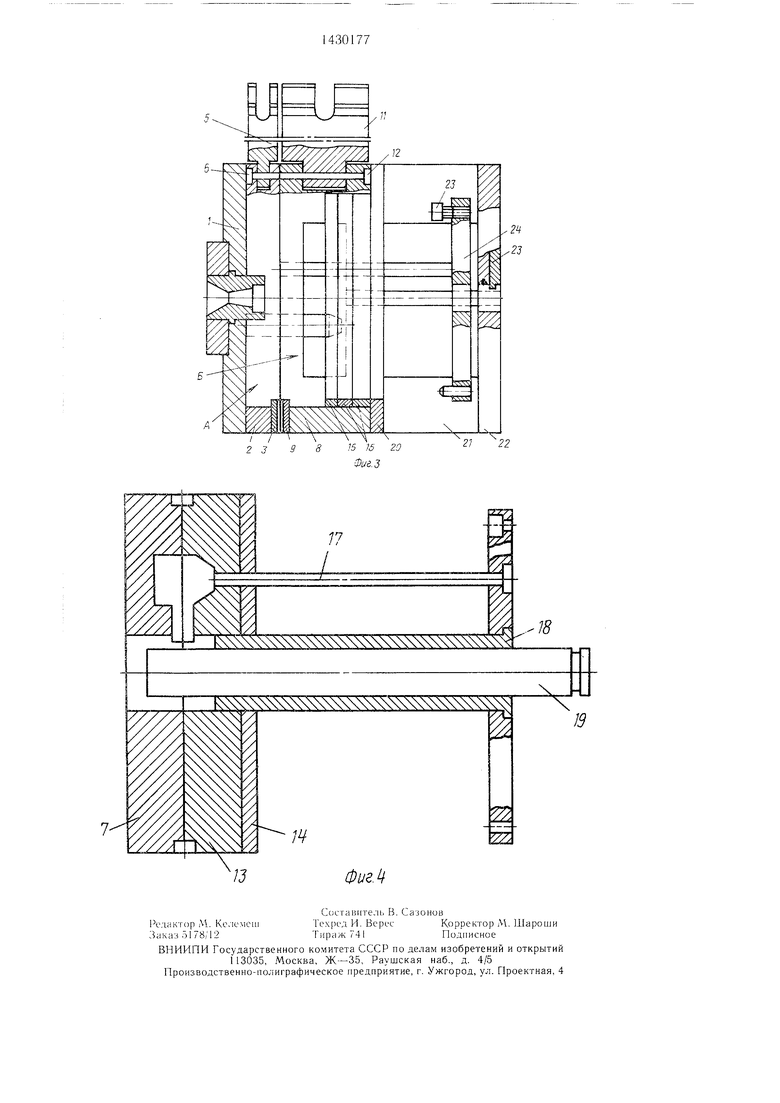
На фиг. 1 изображена пресс-форма; на фиг. 2 - то же, вид сбоку; на фиг. 3 - пресс-форма с обоймами; на фиг. 4 - полуформа.
Пресс-форма содержит опорную плиту 1, подвижную обойму 2 с зажимным уст- ройством 3, откидпы.ми винтами 4 и крышкой 5, являющейся одной из сторон :обоймы 2 и выполненной с возможностью поворота вокруг оси 6, установленную во внутреннюю полость А обоймы 2 полу- :форму 7; неподвижную обойму 8 с вхо- дя1цими в ее состав зажимным уст- роством 9, откидным винтом 10, крышкой 41 поворотной оси 12, и являюп1ейся одной из сторон неподвижной обоймы 8, во внутреннюю полость Е которой уста- нов.пена полуформа 13, подкладная плита 14, регулировочные рамки 15, плита выталкивателей 16 с толкателями 17, центральной втулкой 18 и центральным стержнем 19, промежуточная опорная рамка 20, стойки 21, п;1ита основания 22 с фикса- тором 23; прижимную плиту 24 с прижимными винтами 25.
Перена.шдка пресс-формы и подготовка ее к работе производится без съема ||ресс-()ормы с литейной машины следующим образом.
Д.:|я установки полуформ 7 и 13 в обоймы 2 и 8 необходимо раскрыть пресс- ; форму, для этого откидные винты 4 и 10 откидываются, крышки 5 и 11 поворачиваются па осях 6 и 12 в радиальном направлении, открывая полости А и Б. В полость А устанавливается полуформа 7 и крьппка 5, поворачиваясь вокруг оси 6, замыкает периметр обоймы 2 с помощью откидного винта 4 и пред- варите.льно фиксируется (для предотврап1е- ПИЯ выпадапия полуформы) зажимным устройством 3. Затем в полость 5 устанав- ., 1ивается полуформа 13 с подкладной плитой 14, плитой выталкивателей 16 с толкателями 17, центральным стержнем 19. Плита выталкивателей предварительно кре- пится винтами 25 к прижимной плите 24.
о 5
0 5
0
5
Между подкладной плитой и опорной промежуточной рамкой 20 устанавливаются ре- гулировочнте рамки 15, с помощью которых выбирается требуемая высота полуформы 13. Далее, поворачивая крышку 11 на оси 12, замыкают периметр обоймы 8 с помош.ью откидного винта 10. Полуформа предварительно фиксируется зажимным устройством 9. При установке полуфор.мы 13 в полость Б центральный стержень 19 с втулкой 18 пропускается в отверстие прижимной плиты 24 и вставляется хвостовиком в отверстие плиты основания 22, где фиксируется от осевого перемещения фиксатором 23. Затем пресс-форма смыкается, происходит самоцентрирование полуформ, после чего их окончательно закрепляют зажимными устройствами 3 и 9, плита выталкивателей 16 с толкателями 17 затягивается винтами 25. Пресс-форма готова к работе. Снятие полуформ производится в обратном порядке.
Предлагаемая конструкция пресс-формы позволяет резко сократить время переналадки и подготовки ее к работе, так как не требуется съем пресс-формы с литьевой ма- 1ПИНЫ, полная ее разборка и сборка, а с.мена полуформ с подобранными соответствующими регулировочны.ми ра.мками производится через открытые крышки обойм. При этом исключается необходимость наличия запасных пресс-форм, так как смена полуформ в пресс-формах предлагаемой конструкции производится просто и быстро.
Формула изобретения
. Пресс-форма для выплавляемых моделей, содержащая опорную плиту, подвижную и неподвижную обоймы с полуформами, стойки, плиту основания, плиту толкателей и регулировочные рамки, отличающаяся тем, что, с целью сокращения времени ее переналадки, одна из сторон подвижной обоймы и расположенная с ней в Од1ной плоскости сторона неподвижной обоймы выполнены поворотными в виде откидных крыщек.
2. Пресс-форма по п. 1, отличающаяся тем, что она снабжена откидными винтами, предназначенными для взаимодействия с откидными крыщками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Пресс-форма для литья под давлением | 1991 |
|
SU1792360A3 |
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
Изобретение относится к литейному производству, а и.менно к литью по вы- плавляемы.м .моделям. Цель изобретения - сокращение вре.мени переналадки пресс- фор.мы. Пресс-форма содержит опорную плиту I, неподвижную o6oih: 8, крышку 1 1 неподвижной обоймы, нодвижную обойму 2. крьпику 5 подвижной обой.мы. иодк,1адную плиту 14, регулировочные рамки 15, онориую ра.мку 20, стойки 21,п, 1иту основа П1я 22, нрижимную плиту 24, ме.ханизм выталкивания с центра.чьным стержнем 19 во втулке 18. Подвижная и неподвижная обой.мы выполнены открывающимися, например в виде откидны.х крьппек. Это дает воз.можность, не снимая нресс-формы с . гитье- вой ман1ины, производить смену но,;уформ в обойма.х. 11)н этом требуе.мая высота нолуформы компенсируется соответствующим выбором регулировочных прокладок. 1 з.и. ф-лы, 4 ил.
Фиг..
/ /
239815 15 20
Фиг.З
ч /ЛЛ1
Фиг. 14
; 22
i
18
ч
/9
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
