84 Т5
32 а 12 „5 / S
qjus.i
(Л
4
оо
ОО 00
Го
Изобретение относится к металлообработке, может быть использовано при закреплении деталей и является дополнительным к авт. св. № 1206016.
1 Целью изобретения является повышение надежности закрепления посредством обес- печения самоустановки кулачков. На фиг. 1 представлена оправка общий вид; на фиг. 2 - кольцо; на фиг. 3 - кулачок в аксонометрии.
Оправка состоит из корпуса 1, имеющего равнорасположенные продольные пазы 2, в которых размещены кулачки 3, имеющие ; радиусные закругления 4 и 5. Внутри кор- пуса 1 проходит тяга 6, соединяемая со I щтоком пневмоцилиндра (не показано). На правом конце тяги 6 расположен нажимной I элемент 7. На корпусе 1 и нажимном эле- менте 7 выполнены конические поверхности 8 1 и 9, предназначенные для взаимодействия с радиусными поверхностями 4 и 5 кулач- ков 3.
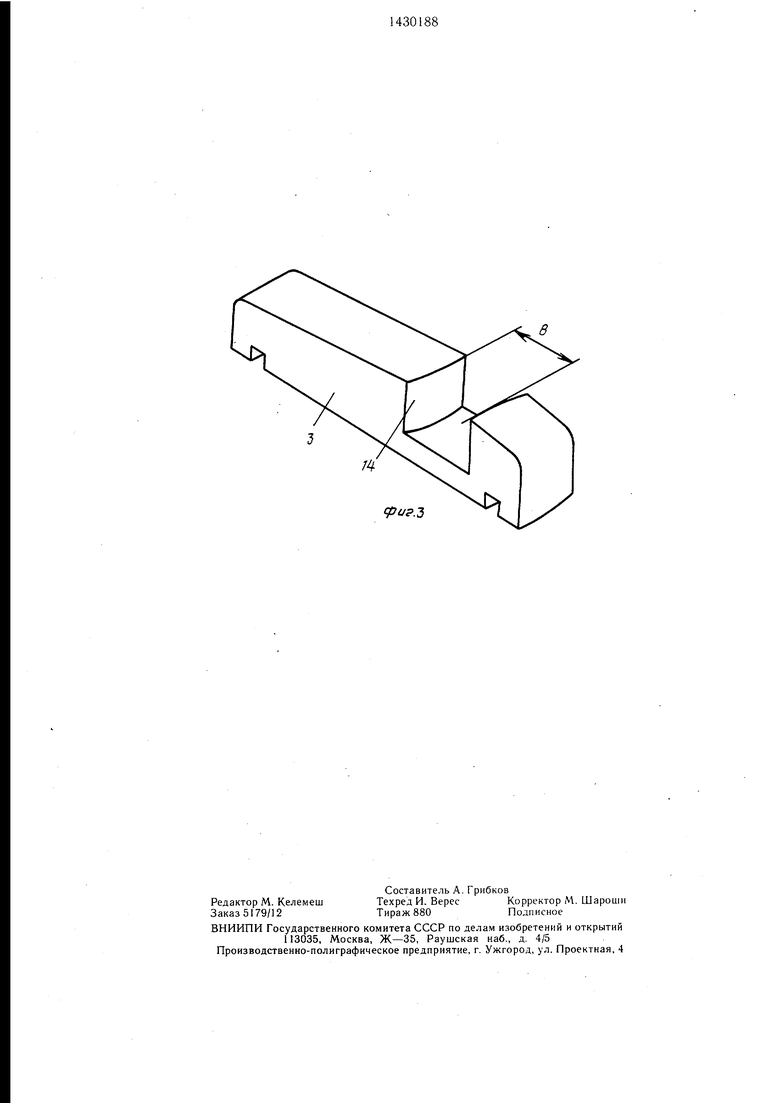
; На центрирующем цилиндрическом пояс- I ке 10 корпуса 1 установлено кольцо 11, ; на боковых поверхностях которого выполне- ны выступы в виде сопряженных между со- i бой скощенных а и торообразных 12 поверхностей, ограниченных параллельными плоскостями б. Боковые поверхности поперечных пазов 13 кулачков 3, выполненные в виде цилиндрических выступов 14, контактируют с торообразными поверхностями 12 кольца И. В кольцевых канавках 15 кулачков 3 расположены пружинные кольца 16. Оправка работает следующим образом. При перемещении тяги 6 вправо кулач- ки 3 перемещаются к центру корпуса 1 оправки под действием пружинных колец 16, после чего на оправку надевается обрабатываемая деталь - втулка. Затем тяга 6 перемещается влево и с помощью нажимного элемента 7 перемещает по коническим поверхностям 8 и 9 корпуса 1 и нажимного
элемента 7 в осевом и в радиальном направлении кулачки 3, которые, проворачиваясь вокруг кольца 11, самоустанавливаются по внутренней поверхности детали, одновременно прижимая ее к базовому торцу и закрепляя.
В сравнении с прототипом предложенная разжимная оправка повыщает надежность закрепления обрабатываемой детали вслед-, ствие самоустановки каждого из кулачков по ее внутренней поверхности, что устраг няет возможность появления вибраций деталей под воздействием усилий резания.
Формула изобретения
Разжимная оправка по авт. св. № 1206016 0 отличающаяся тем, что, с целью повыщения надежности закрепления, на боковых поверхностях кольца выполнены выступы в виде сопряженных между собой скощенных и торообразных поверхностей, ограниченных параллельными плоскостями, на боковых по- верхностях пазов кулачков выполнены цилиндрические выступы, причем диметр торообразных выступов ширине поперечных пазов кулачков, а расстояние между параллельными плоскостями выбрано из
п условия
S 5sina,
где S - расстояние между хордами;
Б - ширина поперечных пазов кулачков; ее - угол, соответствующий коэффициенту трения между закрепляемой заготовкой и оправкой.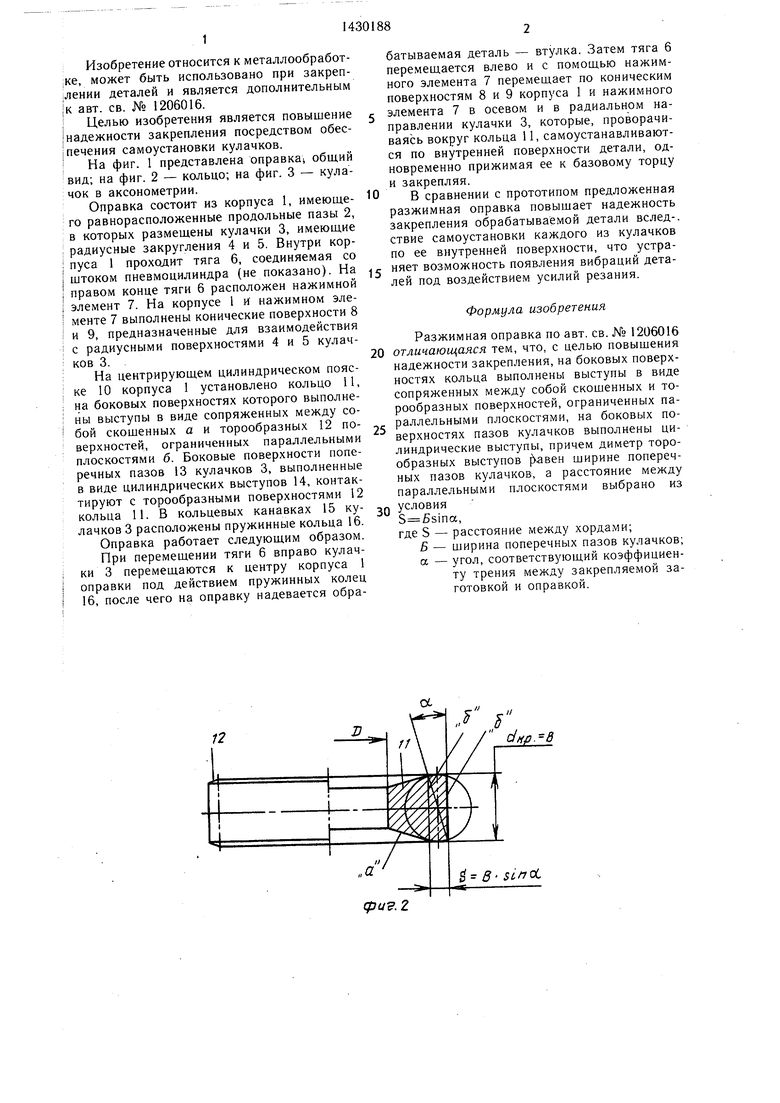
| название | год | авторы | номер документа |
|---|---|---|---|
| Опалубка для центрирования и зажима деталей | 1986 |
|
SU1379014A1 |
| Оправка | 1987 |
|
SU1502221A1 |
| Зажимное устройство | 1991 |
|
SU1816554A1 |
| Кулачковая оправка | 1990 |
|
SU1750854A1 |
| Оправка | 1987 |
|
SU1504008A1 |
| Цанговая оправка | 1986 |
|
SU1393540A1 |
| Зажимная оправка | 1987 |
|
SU1407698A1 |
| Оправка | 1987 |
|
SU1442330A2 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Оправка | 1988 |
|
SU1565602A1 |
Изобретение относится к металлообработке и может быть использовано при закреплении деталей. Цель изобретения - повышение надежности закрепления посредством обеспечения самоустановки кулачков. В пазах 2 корпуса 1 установлены кулачки 3 с поперечными пазами 13, боковые поверхности которых выполнены в виде цилиндрических выступов 14. Кольцо 11 установлено на центрирующем цилиндрическом пояске 10 корпуса 1 и размещено в поперечных пазах 13 кулачков 3. На боковых поверхностях кольца 11 выполнены выступы в виде сопряженных между собой скошенных и торообразных поверхностей, ограниченных параллельными хордами. Кольцо 11 установлено в пазах 13 кулачков 3 и обеспечивает самоустановку каждого из кулачков 3 по фактическому профилю внутренней поверхности обрабатываемой детали при перемещении тяги 6 влево, что обеспечивает надежное закрепление детали. 3 ил.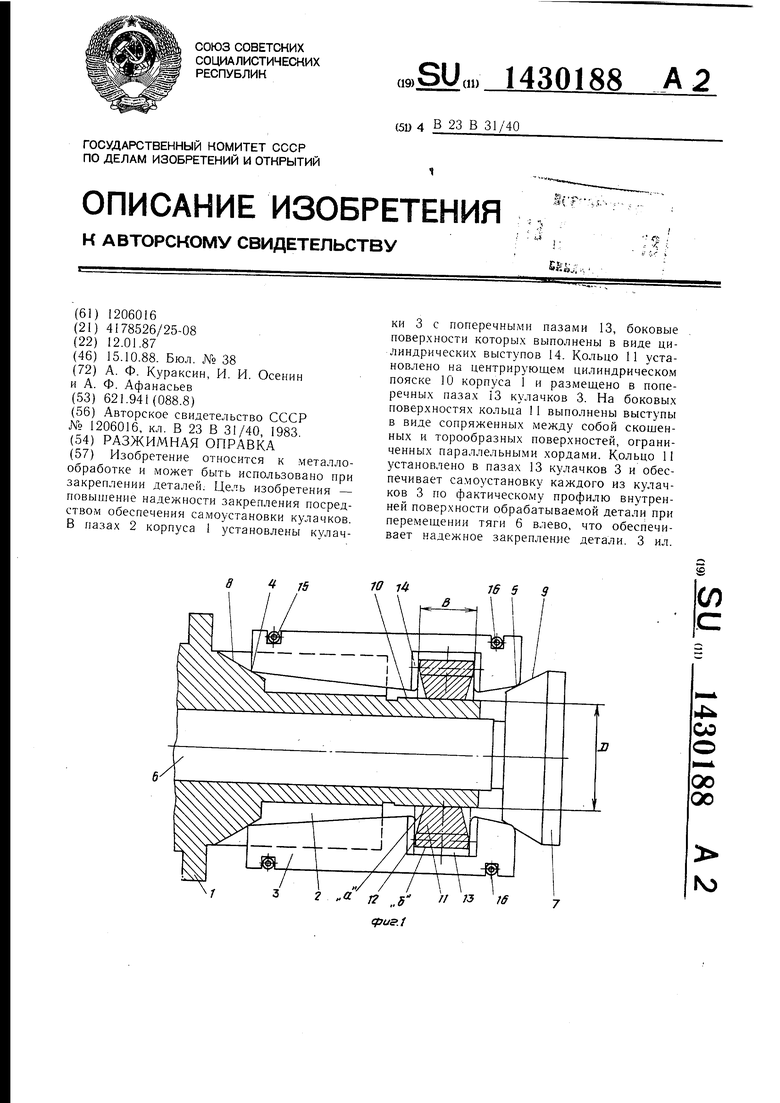
J2
8
cpup.-Z
| Оправка | 1983 |
|
SU1206016A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
