сл
00
о
1чЭ
оо
со
Изобретение относится к станкостроению, в частности к агрегатным металлорежущим станкам.
Цель изобретения - упрощение конструкции и повыщение надежности приспособления.
На фиг. 1 показано приспособление, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - анкерная вилка, увеличенный вид.
Приспособление агрегатного станка содержит стационарные стойки 1 и 2, на которых размещен барабан 3 с расположенными на его гранях обрабатываемыми деталями 4, забазированными и зажатыми по диаметру в тисках 5, одна из позиций станка служит для автоматической загрузки и разгрузки деталей, причем на загрузочной позиции 6 расположен загрузочный магазин 7 с отсекателями 8 и толкателем 9, обеспечивающим передвижение заготовки 10 в приспособление и обработанной детали 4 из приспособления.
Приспособление снабжено механизмом осевого поджима к гидроцилиндром 11 расположенным оппозитно толкателю 9 и выполненным в виде цилиндра с захватами 12 И профильным пазом 13, взаимодействующим со стационарным пальцем 14, причем цилиндр с захвата.ади при выталкивании деталей осуществляет поджим заготовки 10 через очередную деталь к торцу толкателя.
Магазин 7 снабжен направляющей планкой 15. Толкатель 9 связан со штоком гидроцилиндра 16, расположенного на стойке 2.
На стойке 1 размещен разгрузочный магазин 17 с направляющей планкой 18, в лунках 19 которой размещаются детали 4.
Зажим детали 4 в тисках 5 осуществляется от механического ключа 20, расположенного на стойках 1, 2 и имеющего накидную щестерню 21.
Поворот барабана 3 производится от привода 22, закрепленного на стойке 2. Зажим и фиксация барабана 3 производятся от приводов, расположенных на стойке 1. Обработка деталей 4 производится на рабочих позициях с направлением инструмента по втулкам 23, расположенным в стойках 1 и 2.
Приспособление работает следующим образом.
На рабочих позициях приспособления при зажатом и зафиксированном в стойках 1 и 2 барабане 3 производится механическая обработка заготовок 10 с направлением инструмента по втулкам 23. По окончании обработки по заданному циклу происходит поворот барабана 3 на следующую позицию. Обработанная деталь 4, пройдя последовательно все рабочие позиции, поступает на загрузочную позицию станка, где производится ее отжим в тисках 5 от механического ключа 20, с по.мощью на.кидной щестерни 21. Во время обработки очередная заготовка 10 из магазина 7 поступает на направляющую планку 15. После отжима детали от гидроцилиндра 16 толкатель 9 перемещает заготовку 10 из положения «а в тиски 5. Заготовка 10 обработанную деталь 4 из положения «б переводит в положение «в, обработанная в пре0 дыдущем цикле деталь 4 из положения «в переходит в положение «г, толкатель 9 приходит в свое крайнее левое положение, а котором он выполняет роль упора для осевого поджима. Затем гидроцилиндр 11 перег мещает вправо цилиндр с захватами 12, который своим торцом Т через деталь в положении «в поджимает деталь в положении «б к упору. Затем поджатая в осевом направлении деталь 4 зажимается в тисках 5 от электромеханического ключа 20
0 с помощью накидной шестерни 21. Барабан 3 с вновь зажатой заготовкой 10 в тисках 5 поворачивается на следующую позицию, фиксируется, зажи.мается и начинается следующий цикл.
Когда цилиндр с захватами 12 двигается вперед для осевого поджима детали 4, он при этом поворачивает вокруг своей оси благодаря имеющемуся в нем профильному пазу 13, контактирующему с пальцем 14,
д закрепленным на стойке 1. При своем повороте цилиндр выталкивает обработанную деталь 4 в разгрузочный магазин 17 на горизонтальную планку 18, в следующем цикле вновь обработанная деталь сдвигает в разгрузочный магазин 17 обработанные детаc ли 4 еще на один щаг, т.е. обработанные детали 4 перемещаются принудительно в разгрузочном магазине.
Выступы В и Г захватов цилиндра, величина угла поворота а, занижение «Д и глубина лунки 19 имеют определенные кон0 структивные соотношения, обеспечивающие выталкивание детали 4 таким образом, что выступ А при возврате не перемещает деталь 4 назад в исходное положение.
45
Формула изобретения
Приспособление агрегатного станка барабанного типа для обработки деталей формы тел вращения, содержащее стационарные стойки, на которых размещен барабан с расположенными на его гранях средствами крепления обрабатываемых деталей, магазин с отсекателями и толкателем, отличающееся тем, что, с целью .упрощения конструкции и повыщения надежности, приспособление снабжено механизмом
осевого поджима деталей, расположенным оп- позитно толкателю, и пальцем, закрепленным на стойке, причем механизм осевого поджима выполнен в виде гидроцилиндpa с закрепленным на его штоке цилиндром с захватами, соответствующими профилю детали и выполненными с различными по высоте выступами и винтовым пазом на цилиндрической поверхности, взаимодействующим с пальцем.
Вид Я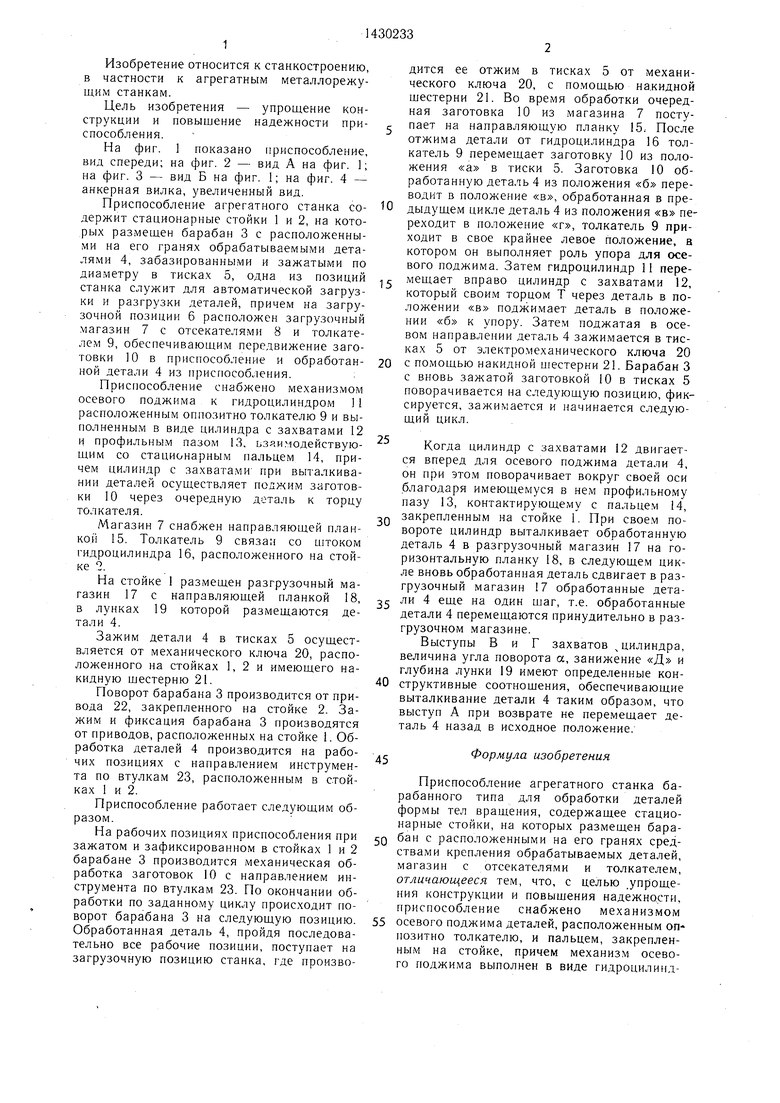
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| Загрузочное устройство | 1982 |
|
SU1085754A1 |
| Устройство для зажима и подачи деталей | 1983 |
|
SU1151417A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Устройство для изменения направления движения изделий | 1984 |
|
SU1222504A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |


Изоб|)етенис относится к области станкостроения, в частности к агрегатным .ме- таллорежунш.м станка.м. Це.чью изобретения яв.:1яется уироиюнио конструкции и повышение надежности ир11СП(к ()б.пения. Приспо- собл,ение снабжено механи.ямом осевого поджима с гидроцилиплром II. расположенным ОИП031ГГНО толкателю 9 и вынолненным в виде цилиндра с за.чватами 12. Захваты имеют профиль, соответствующий профилю детали. На цилиндре выполнен профильный паз 13, в котором расноложен стационарный палец 14. В результате осевого перемещения и взаи.мо- действия с пальцем 14 цилиндр с захватами 12 проворачивается вокруг своей оси и выта. пчивает захватами деталь 4. находящуюся в положении 2, на отводящий поток, в то же время осуществляется поджим заготовки 10 к торцу толкателя 9 через деталь 4, находящуюся в позиции в. 4 ил.
сриг. 4
| Приспособ,1енис мол | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
