5
1-1
1(Л
4
СО
о
(jO
00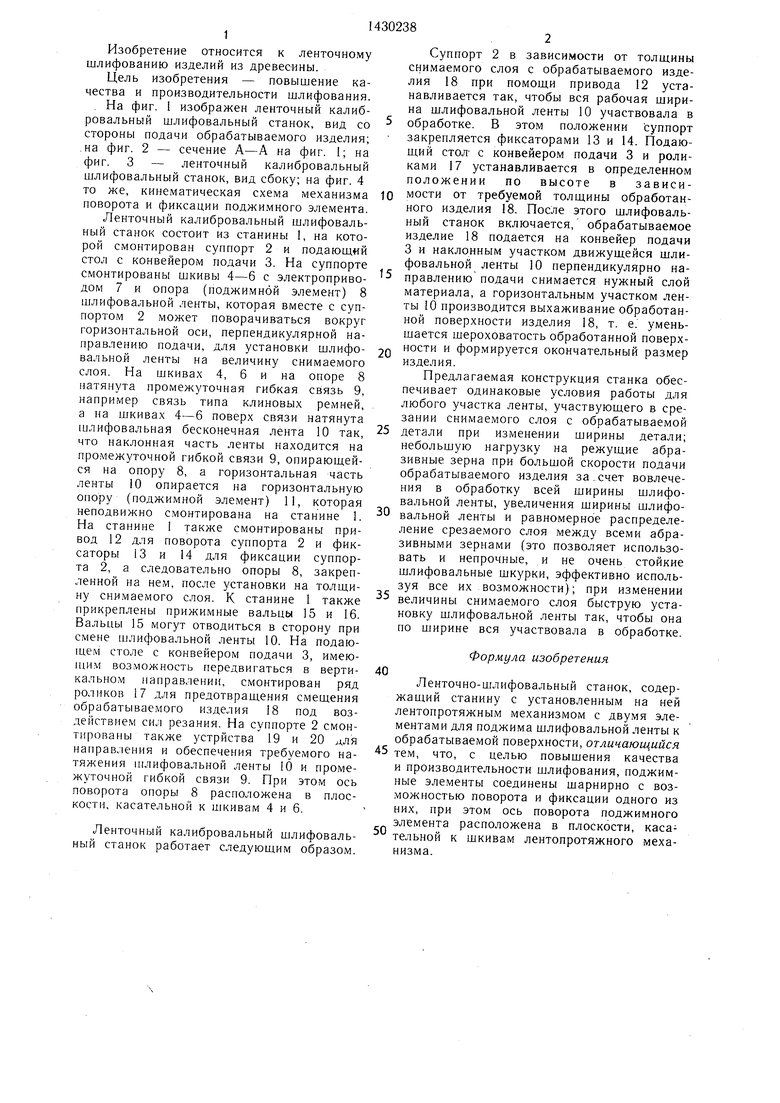
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования | 1987 |
|
SU1459899A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙИЗ ДРЕВЕСИНЫ | 1972 |
|
SU420439A1 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1803307A1 |
| Ленточно-шлифовальный станок | 1987 |
|
SU1565659A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |


Изобретение относится к области ленточного шлифования изделий из древесины. Цель изобретения - повышение качества и производительности шлифования. Устройство содержит лентопротяжный механизм со шкивами 4, 5, 6 и поджимными элементами 8 и 11, соединенными шарнир- но. Ось поворота элемента 8 расположена в плоскости, касательной к пшивам 4 и 6. Поджимной элемент 8 может быть повернут на необходимый угол и зафиксирован. Подача обрабатываемого изделия осуществляется в направлении, перпендикулярном перемещению шлифова,тьпой ленты и оси поворота поджимного элемента 8. Поджимной элемент 11 расположен параллельно плоскости касательной к шкивам 4 и 6. 4 ил.
(fjt.l
Суппорт 2 в зависимости от толщины снимаемого слоя с обрабатываемого изделия 18 при помощи привода 12 устанавливается так, чтобы вся рабочая щири- на шлифовальной ленты 10 участвовала в 5 обработке. В этом положении суппорт закрепляется фиксаторами 13 и 14. Подающий стол- с конвейером подачи 3 и роликами 17 устанавливается в определенном положении по высоте в зависиИзобретение относится к ленточному щлифованию изделий из древесины.
Цель изобретения - повышение качества и производительности шлифования. . На фиг. 1 изображен ленточный калибровальный шлифовальный станок, вид со стороны подачи обрабатываемого изделия; ,на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - ленточный калибровальный шлифовальный станок, вид сбоку; на фиг. 4 то же, кинематическая схема механизма 10 мости от требуемой толш,ины обработан- поворота и фиксации поджимного элемента.ного изделия 18. После этого шлифовальЛенточный калибровальный шлифоваль-ный станок включается, обрабатываемое
ный станок состоит из станины 1, на кото-изделие 18 подается на конвейер подачи
рой смонтирован суппорт 2 и подающий3 и наклонным участком движущейся щлистол с конвейером подачи 3. На суппортефовальной ленты 10 перпендикулярно насмонтированы шкивы 4-6 с электроприво- правлению подачи снимается нужный слой дом 7 и опора (поджимной элемент) 8материала, а горизонтальным участком леншлифовальной ленты, которая вместе с суп-ты 10 производится выхаживание обработанпортом 2 может поворачиваться вокругной поверхности изделия 18, т. е. уменьгоризонтальной оси, перпендикулярной на-шается шероховатость обработанной поверхправлению подачи, для установки щлифо- 20 формируется окончательный размер вальной ленты на величину снимаемогоизделия.
слоя. На шкивах 4, 6 и на опоре 8Предлагаемая конструкция станка обеснатянута промежуточная гибкая связь 9,печивает одинаковые условия работы для
напри иер связь типа клиновых ремней, , любого участка ленты, участвующего в сре- а на шкивах 4-6 поверх связи натянутазании снимаемого слоя с обрабатываемой
илифовальная бесконечная лента 10 так, 25 детали при изменении ширины детали; что наклонная часть ленты находится нанебольшую нагрузку на режущие абразивные зерна при большой скорости подачи обрабатываемого изделия за .счет вовлечения в обработку всей ширины шлифовальной ленты, увеличения ширины шлифо- 30 вальной ленты и равномерное распределе- ление срезаемого слоя между всеми абразивными зернами (это позволяет использовать и непрочные, и не очень стойкие шлифовальные шкурки, эффективно испольпро.межуточной гибкой связи 9, опирающейся на опору 8, а горизонтальная часть ленты 10 опирается на горизонтальную опору (поджимной элемент) 11, которая неподвижно смонтирована на станине 1. На станине 1 также смонтированы привод 12 для поворота суппорта 2 и фиксаторы 13 и 14 для фиксации суппорта 2, а следовательно опоры 8, закрепленной на нем, после установки на толщи-зуя все их , возможности); при изменении ну снимаемого слоя. К станине I также величины снимаемого слоя быструю уста- прикреплены прижимные вальцы 15 и 16.новку шлифовальной ленты так, чтобы она
по ширине вся участвовала в обработке.
Вальцы 15 могут отводиться в сторону при смене шлифовальной ленты 10. На подающем столе с конвейером подачи 3, имеющим возможность передвигаться в вертикальном направлении, смонтирован ряд роликов 17 для предотвращения смешения обрабатываемого изделия 18 под воздействием сил резания. На суппорте 2 смонтированы также устрйства 19 и 20 для направления и обеспечения требуемого натяжения шлифовальной ленты 10 и промежуточной гибкой связи 9. При этом ось поворота опоры 8 расположена в плоскости, касательной к шкивам 4 и 6.
Формула изобретения
40
Ленточно-шлифовальный станок, содержащий станину с установленным на ней лентопротяжным механизмом с двумя элементами для поджима шлифовальной ленты к обрабатываемой поверхности, отличающийся 45 тем, что, с целью повышения качества и производительности шлифования, поджимные элементы соединены шарнирно с воз- .можностью поворота и фиксации одного из них, при этом ось поворота поджимного
элемента расположена в плоскости, касаЛенточный калибровальный шлифоваль-тельной к шкивам лентопротяжного механый станок работает следующим образом.низма.
Суппорт 2 в зависимости от толщины снимаемого слоя с обрабатываемого изделия 18 при помощи привода 12 устанавливается так, чтобы вся рабочая щири- на шлифовальной ленты 10 участвовала в обработке. В этом положении суппорт закрепляется фиксаторами 13 и 14. Подающий стол- с конвейером подачи 3 и роликами 17 устанавливается в определенном положении по высоте в зависимости от требуемой толш,ины обработан- ного изделия 18. После этого шлифовальФормула изобретения
40
Ленточно-шлифовальный станок, содержащий станину с установленным на ней лентопротяжным механизмом с двумя элементами для поджима шлифовальной ленты к обрабатываемой поверхности, отличающийся 45 тем, что, с целью повышения качества и производительности шлифования, поджимные элементы соединены шарнирно с воз- .можностью поворота и фиксации одного из них, при этом ось поворота поджимного
15 J8
г-
фи.7
сриг.5
rf
--шнгей
8
| Патент США № 3570190, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
