Направление дбижения о ра а/пывоемо детали.
бдительности шлифования, рэвнЬЛерного изнбса шли
Изобретение относится к ленточному шлИ(}юванию и может быть использовано для абразивной обработки изделий из древесины, древесно-стружеч- ных плит и (материалов.
Целью изобретения является повышение произво обеспечение рёв Ь ёрного фовальной лент4 {. f ., t у
На чертеже изображё на зона обработки плоских изделий шлифовальной замкнутой гибкой ленты.
Способ заключается в следующем. Перед обработкой стол станка 1 yc танавливают на необходимый размер обрабатываемой детали 2. Затем переднюю по ходу подачи часть ширины шли фовальной ленты 3 вместе с опорой 4 поворачивают по стрелке 5. вокруг горизонтальной оси 6 так, чтобы передняя кромка ленты быпа поднята на толщину снимаемого слоя h, и фиксируют ее в этом положении путем закрепления опоры 4 ленты. Горизонтальный участок ленты 3 опирается при этом на неподвижную опору 7. После этого приводится в движение лента 3 и обрабатываемая деталь 2 подается по столу 1 в направлении, перпендикулярном направлению движения ленты 3 При этом наклонным участком ленты 3 снимают с детали 2 необходимый слой материала, а горизонтальным участком ленты 3 производят выхаживание обработанной поверхности, обеспечивал нужную шероховатость поверхност и точность размера детали.
Предлагаемый способ обеспечивает одинаковые условия работы для любо участка ленты, участвующего в срезании снимаемого слоя с обрабатываемо детали, а следовательно, и Одинако- вый износ. При этом полностью исползуется производительность шлифоваль ной ленты. Способ позволяет полност использовать шлифовальную ленту и итенсифицировать процесс обработки. При изменении величины снимаемого слоя предлагаемый способ позволяет устанавливать шлифовальную ленту та
Составитель Редактор Г.Волкова Техред А.Кра
0
5
0
чтобы оно по ширине вся участвовала в обработке, а также обеспечивает необходимую точность обработки и срезание любого слоя материала с обрабатываемой детали за один проход детали через станок.
В зоне обработки переднюю по ходу подачи часть ширины шлифовальной ленты перед обработкой поворачивают вокруг горизонтальной оси так, чтобы передняя кромка ленты бьша поднята иА толщину снимаемого слоя, которой срезают снимаемьш слой с изделия, а задней горизонтальной частью ширины шлифовальной ленты производят.выхаживание обработанной поверхности, при этом ось поворота проходит через переднюю кромку горизонтальной части ленты .перпендикулярно направлению подачи.
Предлагаемый способ за счет вовлечения всей ширины шлифовальной ленты в обработку позволяет достигать скорости подачи обрабатываемой детали 100 м/мин вместо 3-10 м/мйн при известных способах обработки, в том числе и лезвийным инструментом. При этом обеспечивается высокие точность обработки и качество обработанной поверхности.
Фор.мула изобретения
Способ ленточного шлифования, при котором обрабатываемое изделие подают в направлении, перпендикулярном направлению перемещения шлифовальной ленты, а последнюю вводят в контакт нерабочей стороной с подвижным элементом, отличающийся тем, что, с целью повьшхения производительности шлифования путем обеспечения равномерного износа шлифовальной ленты, последнюю со стороны наружной кромки, припегающей к зоне подачи обрабатываемого изделия, разворачивают вокруг оси, расположенной перпендикулярно направлению подачи и проходящей через переднюю кромку горизонтальной части ленты.
Корректор Н.Король
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1987 |
|
SU1430238A1 |
| Устройство для ленточного шлифования | 1973 |
|
SU496163A1 |
| Способ ленточного шлифования | 1987 |
|
SU1465276A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Способ ленточного шлифования пересекающихся сопряженных поверхностей | 1978 |
|
SU749643A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Способ плоского шлифования | 1986 |
|
SU1393598A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
Изобретение относится к ленточному шлифованию и может быть использовано для абразивной обработки изделий из древесины. Цель изобретения повышение производительности шлифования путем обеспечения равномерного износа шлифовальной ленты. Стол станка 1 устанавливают на необходимый размер обрабатываемой детали 2. Затем переднюю по ходу подачи часть ширины шлифовальной ленты 3 вместе с опорой 4 поворачивают по стрелке 5 вокруг горизонтальной оси 6 так, чтобы передняя кромка ленты была поднята на толщину снимаемого слоя h, и фиксируют ее в этом положении. Наклонным участком ленты 3 снимают с детали 2 необходимый слой материала, а горизонтальным участком ленты производят вьпсаживание. .1 ил.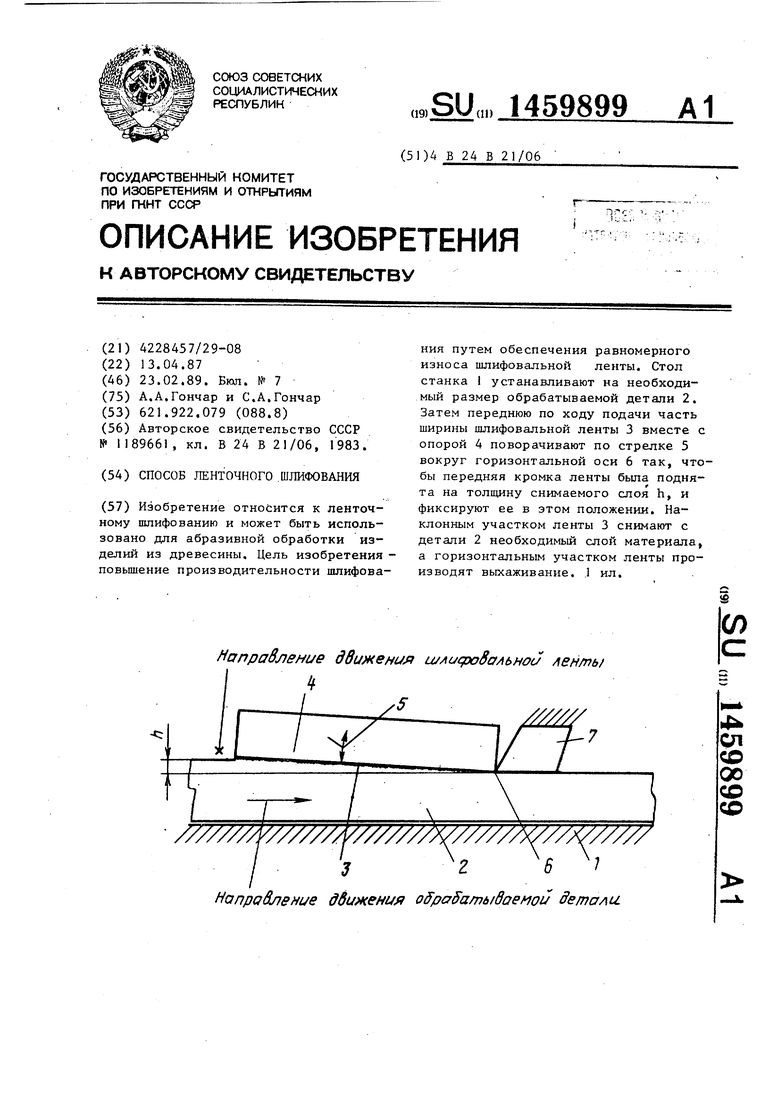
| Ленточно-шлифовальный станок | 1983 |
|
SU1189661A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
