4
СО
со со
Изобретение относится к технологическому оборудованию для изготовления трансформаторов, дросселей и их компонентов, в частности витого ленточного магнитопровода, и может быть использовано в электротехнике.
Цель изобретения - повьппение надежности за счет исключения заклинивания распущенных магнитопроводов,
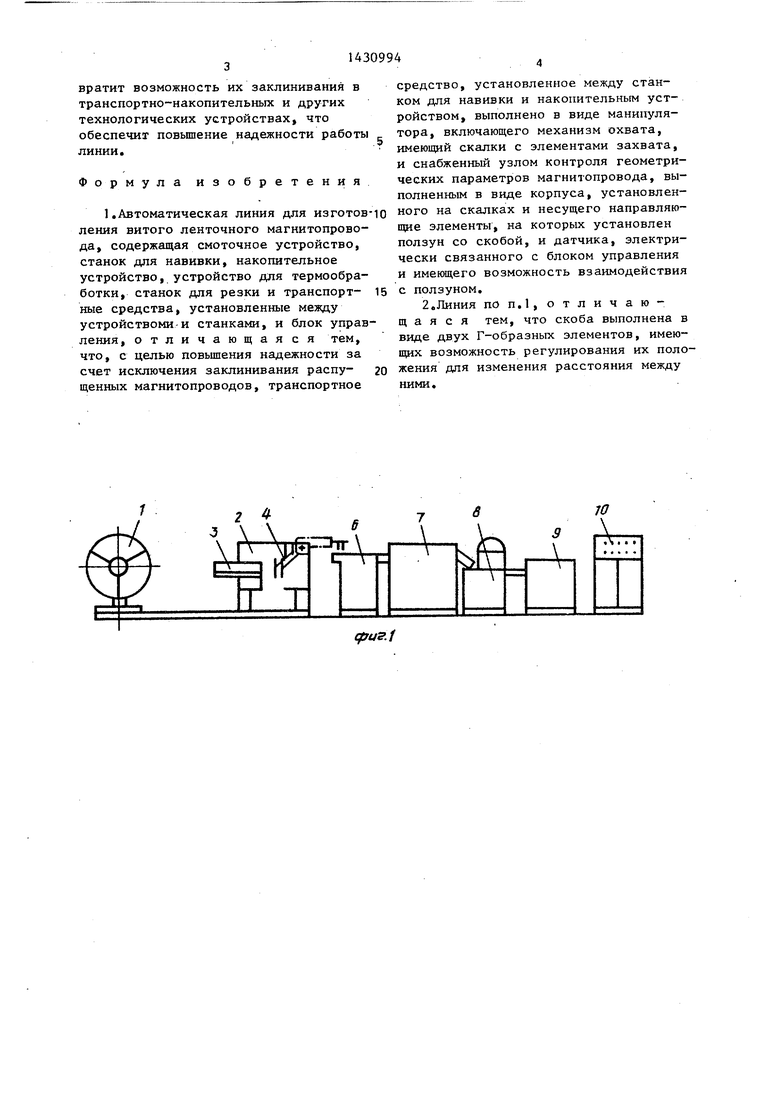
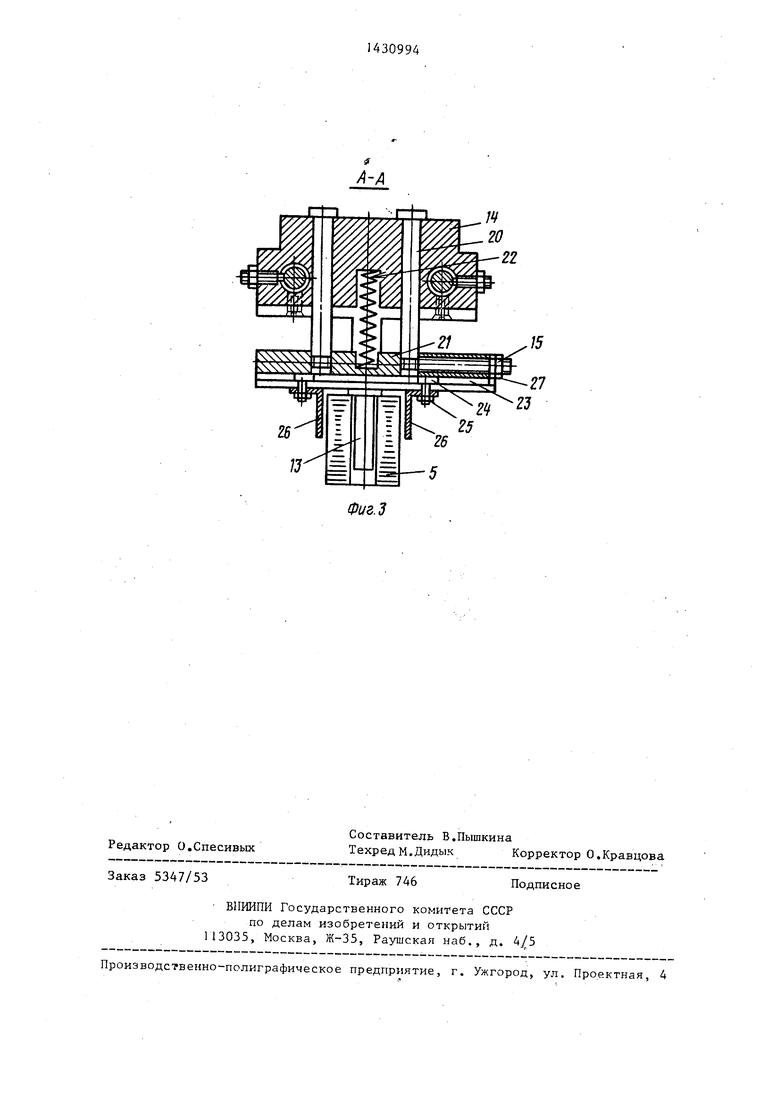
На фиг,1 схематически изображена автоматическая линия; на фиг.2 - узел схвата манипулятора; на фиг.З - разрез А-А на фиг,2.,
Автоматическая линия для изготовле ния витого ленточного магнитопровода содержит смоточное устройство 1, станок 2 для навивки с устройством 3 для заправки ленты на оправку, вклю- чающий шпиндель (не показан), манипулятор 4, установленный на станке 2 для навивки и предназначенный, для передачи магнитопроводов 5 в накопительное устройство 6, устройство 7 для термообработки, станок 8 для резки заготовок магнитопровода 5 абразивным диском на два полукольца, устройство 9 для скрепления витков магнитопровода 5 и блок 10 управления станками-автоматами 2, 7, 8 и манипулятора 4,
На руке манипулятора 4 закреплен узел схвата () содержащий два, .аналогично выполненных, держателя 11 в виде цилиндрических скалок, на которых закреплены ползун 12 неподвижного элемента 13 захвата, корпус 14 узла 15 контроля геометрических параметров магнитопровода 5 и привод 16, Шток 17 привода 16 связан с ползуном 18 подвижного элемента 19 захвата. Элементы 13 и 19 схвата выполнены в виде Т-образньпс рычагов и закреплены соответственно на ползунах 12 и 18.
В корпусе 14 узла 15 контроля геометрических параметров установлены направляющие элементы 20, на которых закреплен ползун 21 (фиГвЗ), поджа- тый пружиной 22. Б Т-образном пазу 23 ползуна 21 винтами 24 с гайками 25 закреплена скоба 26, состоящая из двух Г-образных частей, для регулирования размера между ними. На ползуне 21 закреплен флажок 27 датчика 28, установленного на корпусе привода 16 и электрически связанного с блоком управления.
Линия для изготовления витого ленточного магнитопровода работает следующим образом.
Производят заправку ленты на станке 2 для навивки со смоточного устройства 1 и формируют конец ленты путем отрезки в наладочном режиме. Автоматический цикл начинается с пуска станка 2 для мавивки, при этом обеспечивается принудительная размотка ленты и навивка магнитопровода 5. В конце навивки рука манипулятора 4 подводит узел охвата к позиции навивки магнитопровода 5, одновременно на станке 2 для навивки обеспечивается отрезка ленты, домотка отрезанного конца и сварка последнего витка, пост ле чего выталкиватель станка 2 для навивки сталкивает магнитопровод 5 на узел 15 контроля геометрических параметров магнитопровода 5, установленного на корпусе 14, а именно на элементы 13 и 19 охвата.
Если качество магнитопровода 5 соответствует требуемым геометрическим параметрам, например по ширине, то магнитопровод 5, не задевая скобы 26, зажимается элементом 19 охвата при перемещении ползуна I8 штоком 17 привода 16 и рука манипулятора 4 устанавливает магнитопровод 5 на накопительное устройство 6, которое обеспечивает непрерывную работу устройства 7 термической обработки, станка 8 резки и устройства 9 для скрепления витков.
Если во время сталкивания магнитопровода 5 с оправки станка 2 для навивки качество последнего не соответствует требуемым геометрическим параметрам или произошло его распуще- ние из-за отрьша последнего витка, то магнитопровод 5 или его витки задевают скобу 26, перемещая с направляющими 20 ползун 21 с флажком 27, который входит в щель бесконтактного датчика 28, подающего команду в систему 10 управления станками 2, 7, 8, отключая станок 2 для навивки с целью устранения брака. При этом производится разгрузка магнитопровода 5 манипулятором 4 на промежуточной позиции, между станком 2 для навивки и транспортно-накопительным устройством 6.
Данное техническое решение позволяет исключить попадание бракованных магнитопроводов после навивки в зону их дальнейшей обработки, т.е. предотвратит возможность их заклинивания в транспортно-накопительных и других технологических устройствах, что обеспечит повышение надежности работы линии.
Формула изобретения
1.Автоматическая линия для изготов ления витого ленточного магнитопрово- да, содержащая смоточное устройство, станок для навивки, накопительное устройство, устройство для термообработки, станок для резки и транспорт- ные средства, установленные между устройствоми и станками, и блок управления, отличающаяся тем, что, с целью повышения надежности за счет исключения заклинивания распу- щенных магнитопроводов, транспортное
средство, установленное между станком для навивки и накопительным устройством, выполнено в виде манипулятора, включающего механизм охвата, имеющий скалки с элементами захвата, и снабженный узлом контроля геометрических параметров магнитопровода, выполненным в виде корпуса, установленного на скалках и несущего направляющие элементы, на которых установлен ползун со скобой, и датчика, электрически связанного с блоком управления и имеющего возможность взаимодействия с ползуном.
2,Линия по п.1, отличающая с я тем, что скоба выполнена в виде двух Г-образньгх элементов, имеющих возможность регулирования их положения для изменения расстояния между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1987 |
|
SU1471253A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Способ изготовления разрезных ленточных магнитопроводов | 1985 |
|
SU1350684A1 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Устройство для навивики ленточных магнитопроводов | 1971 |
|
SU505037A1 |
| Устройство для изготовления витого ленточного магнитопровода электрической машины | 1983 |
|
SU1169087A1 |
Изобретение относится к технологическому оборудованию для изготовления трансформаторов, дросселей и их компонентов им.б. использовано в области электротехники. Цель изобретения - повышение надежности работы за счет исключения заклинивания рас-. пущенных магнитопроводов. Поставленная задача решается за счет введения манипулятора 4 с узлом схвата, снабженного узлом 15 контроля геометри- . ческих параметров магнитопровода, выполненным в виде регулируемой скобы § 6, закрепленной на подпружиненном ползуне 21, установленном на направляющих элементах с возможностью взаимодействия с датчиком 28, причем мани-i пулятор 4 установлен на станке для навивки. 1 з.п. ф-лы, 3 ил. (Л
.t
0 LJ
Редактор О.Спесивых
Заказ 5347/53
ВПШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Составитель В.Пышкина
Техред М.Дидык Корректор О.Кравцова
Тираж 746
Подписное
| Поточно-механизированная линия для изготовления витых ленточных магнитопродов | 1974 |
|
SU541208A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
