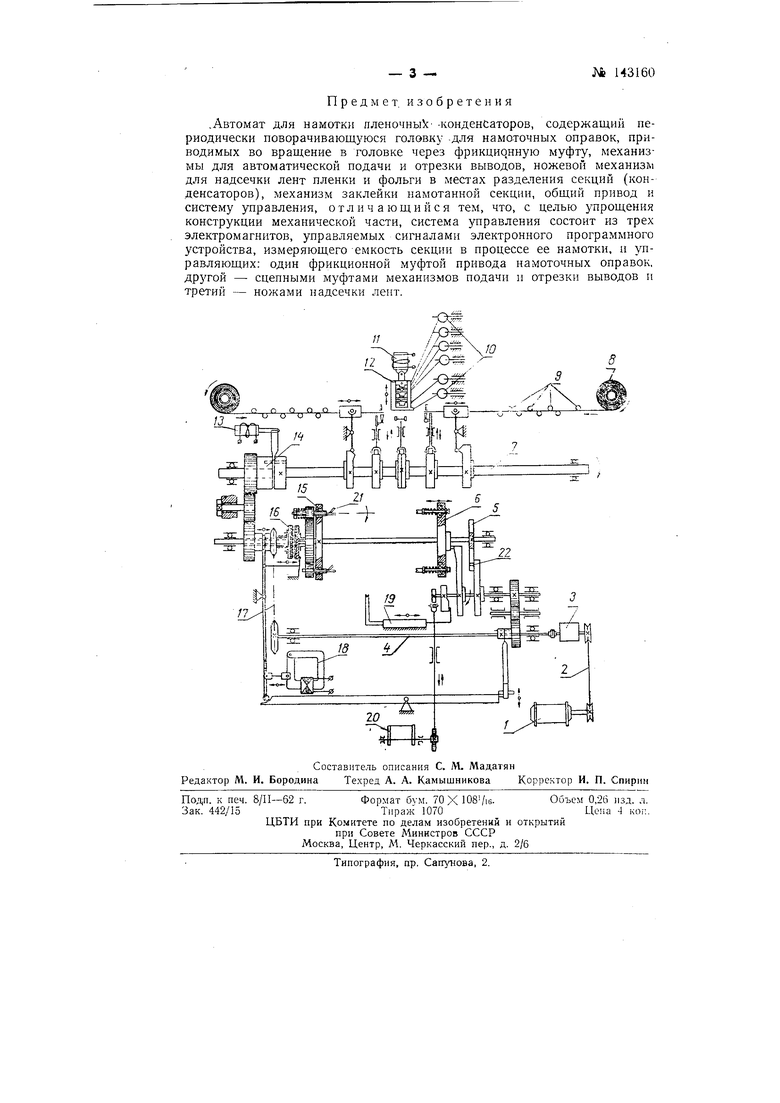
К асс 21g, 10в2№ 143160 ОПИСАНИЕ ИЗОБРЕТЕНИЯ к АВТОРСКОМУ ОВИДЕТЕЛЬОТВУ одписная группа № 97 К. Г. Козлов и А. Е. Васильев АВТОМАТ ДЛЯ НАМОТКИ ПЛЕНОЧНЫХ КОНДЕНСАТОРОВ Заявлено Ш февраля 1961: г. за Кч 697001/24-7 в Комитет по делам изобретений и открытий при Совете Министров СССР Опубликовано в «Бюллетене изобретений Л 23 за 1961 г. Известны автоматы для намотки пленочных электрических конденсаторов со стуненчатым расноложением лент изоляции и фольги, с револьверной головкой для намоточных онравок, с механизмом для автоматической закладки и обрезки выводов, механизмом для перфорации и надрезки лент в местах разделения секций и приспособлением для заклейки намотанных секций; общим приводом и системой управления (см., папример, авторские свидетельства В. Г. Колесникова и В. Д. Коренева за № 117946 от 1957 г. и Г. И. Огиенко за № 124549 от 1958 г. - оба пО классу 21g, Юог)Также известно и измерение емкости конденсаторов в процессе намотки для подачи сигнала на прекращение намотки. Недостатком известных автоматов для намотки пленочных конденсаторов является сложность конструкции их механической части. Автомат для намотки пленочных конденсаторов, выполненный согласно изобретению, лищен этого недостатка. Сущность изобретения заключается в том, что система управления предложенного автомата состоит из трех электромагнитов, управляемых сигналами электронного программного устройства. Электронное программное устройство измеряет емкость секции в процессе ее намотки. Один из управляет работой фрикционной муфты привода намоточных оправок, другой магнит управляет работой сцепных муфт механизмов подачи и отрезки выводов и третий магнит управляет работой ножей надсечки лент. На чертеже изображена кинематическая схема предложенного автомата. Автомат состоит из электродвигателя 1, клинового ремня 2, редуктора , главного вала 4, мальтийского креста 5, поворотного диска 6, вала 7 подачи и резки выводов, двух катущек 8 с проволокой, рихтовочных роликов Я шести рулонов 10 фольгп и пленки, электромагнита // привода ножей надсечки, механизма 12 ножей надсечки, электро.магнита }3 подачи выводов, муфты 14, головки 15 оправки, СССРВСЕСОШИАЯ и Плтш: 0. TEXKJMCEAf И « в-адтгкА
Л 1,43160 - 2 -,
фрикционной муфтв :-/(, Цепн /7; электромагнита 18, фрикциона, механизма 19 съема, механизма 20 заклейки и онравкн 21.
Предложенной автомат предназначен для изготовления лленочных дрнденсатор ,н пр-ойзводит следующие операции: намотку секций но заданмой емкости; изготовление и вставку выводов; заклейку секций; перезаправку- наматйваемых лент пленки и фольги на следуюЩЗЮ секцию и -съем намотанного конденсатора.
Применение автомата позволяет осуществить автоматическое производство пленочных конденсаторов.
В функции работницы, обслуживающей автомат, входит:
1.Установка рулонов фольги и пленки.
2.Заправка лент фольги и пленки один раз перед работой.
3.Настройка на нзжный номинал емкости.
В дальнейшем все операции производятся автоматически. Производительность автомата - 1200 конденсаторов в смену.
Четыре рзлона пленки и два рулона фольги 10 закрепляются на 6 шпинделях. Ленты фольги и пленки проходят через ножи надсечки и заправляются в оправку 21 намотки. Головка 15 оправок включает четыре оправки.
Все операции по изготовлению конденсатора производятся па этих оправках, расположенных диаметрально по отношению друг к другу на диске-головке 15.
Головка периодически поворачивается на четверть оборота с помощью четырехпозиционного мальтийского креста 5 с поводком 22. Оправки 21 приводятся во вращение от главного вала 4 цепью 17, фрикционную муфту 16 и шестерни.
Включение и отключение вращения оправок осуществляется фрикционной муфтой 16 от электромагнита 18 посредством рычага.
В верхнем ноложении оправки на ней производится намотка секции и вставка выводов. Вставка выводов производится по достижении половины заданной номинальной емкости, нри этом электронное программное устройство подает сигнал на исполнительный орган-электромагнит 13, который включает пальцевую муфту 14, и вал 7 делает один оборот. При вращении вала 7 с помощью кулачков производится подача проволоки с одновременной рихтовкой ее роликами 9, вставка вывода в секцию и отрезка вывода.
По достижении полной номинальной емкости по сигналу от электронного нрограммного зстройства включается электромагнит 18, отключающий вращение оправок и электромагнит 11 привода ножей надсечки лент, одновременно, происходит поворот головки с оправками на четверть оборота.
В среднем положении оправки производится перезаправка лент фольги и пленки на следующую оправку, разрыв лепт по месту надсечки н последующая заклейка намотанного готового конденсатора в механизме 20 заклейки.
В нижнем положении оправки производится съем готового конденсатора механизмом 19 съема и укладка его на транспортер, идущий к автомату маркировки конденсаторов.
Электронное программное устройство унравления операциями служит для фиксации и унравления работой автомата посредством исполнительных органов в виде электромагнитов.
Предложенный автомат имеет большое практическое значение, его внедрение позволит осуществить автоматическое изготовление нленочных конденсаторов, значительно увеличить производительность труда и повысить качество конденсаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| Устройство для заклейки конечных витков ленты секций конденсаторов | 1985 |
|
SU1309101A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций рулонных конденсаторов | 1974 |
|
SU523464A1 |