41Ь
СО
со INP
00
Изобретение относится к керамической промьиишиности, в частности к производству фарфора методом литья, и может быть использовано в производстве строительной керамики.
Цель изобретения - уменьшение трудозатрат.
На фиг.1 изображено устройство с литейной формой в собранном виде, орщий вид на фиг,2 - устройство с р|азобранной формойj на фиг.З - дер- ж|атель крышки формы, на фиг.4 - под- площадка.
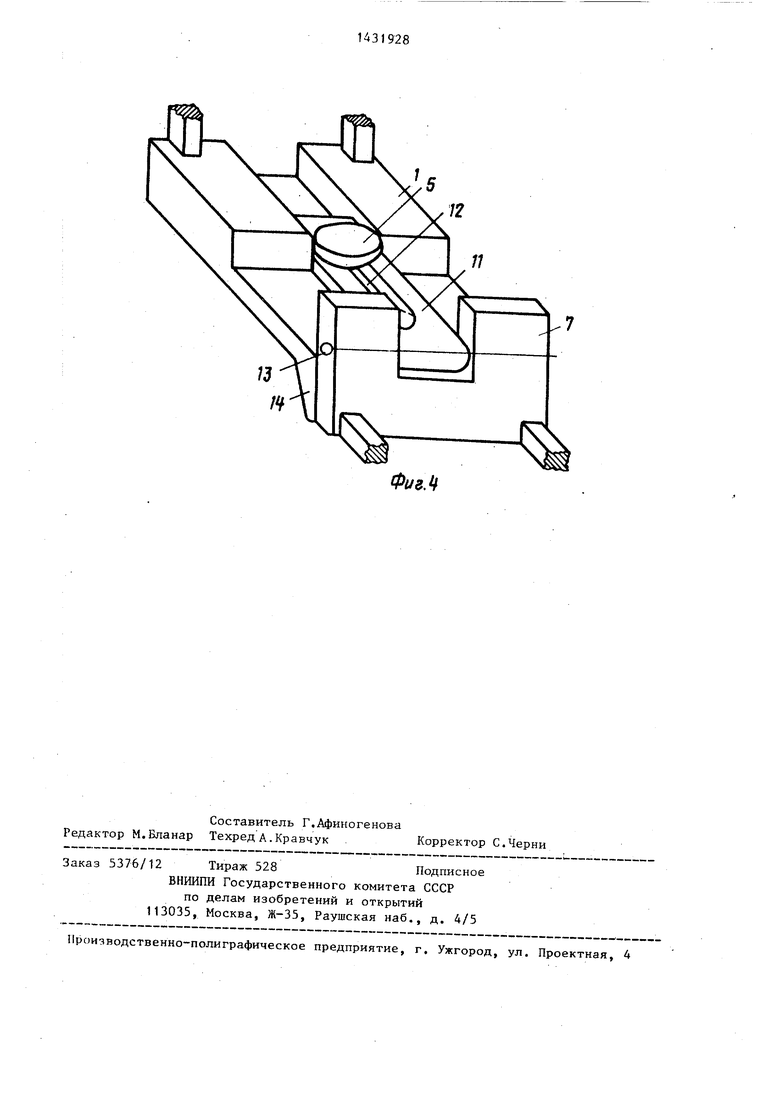
: Устройство содержит основание 1i С; прикрештенными к нему боковыми стойками 2, несущими шарнирно при- крепленные боковые захваты 3, а также нажимную планку 4, центральным пальцем 5 со втулкой 6, подвижную П|ЛО1цадку 7 с црикрепленными к ней брковыми стойками 8, оснащенными в зютулами 9, и нажимную планку 10 ползун 11 с продольным пазом 12, п|рикре.ш1еиным подвижным шарниром 13 к подвижной площадке 7.
Основание 1 снабжено выступом 14 и соосно расположенным пазом 15, а боковые стойки 2 снабжены упорами 16 допя боковых захватов 3.
1итейная форма состоит из двух и более частей, например, двух боковых частей - полуформ 17 и 18 и донышка ф и при разобранной форме отлитое и|зделие 20 стоит на донышке 19. При необходимости форму снабжают крьш:- кЬй 21.
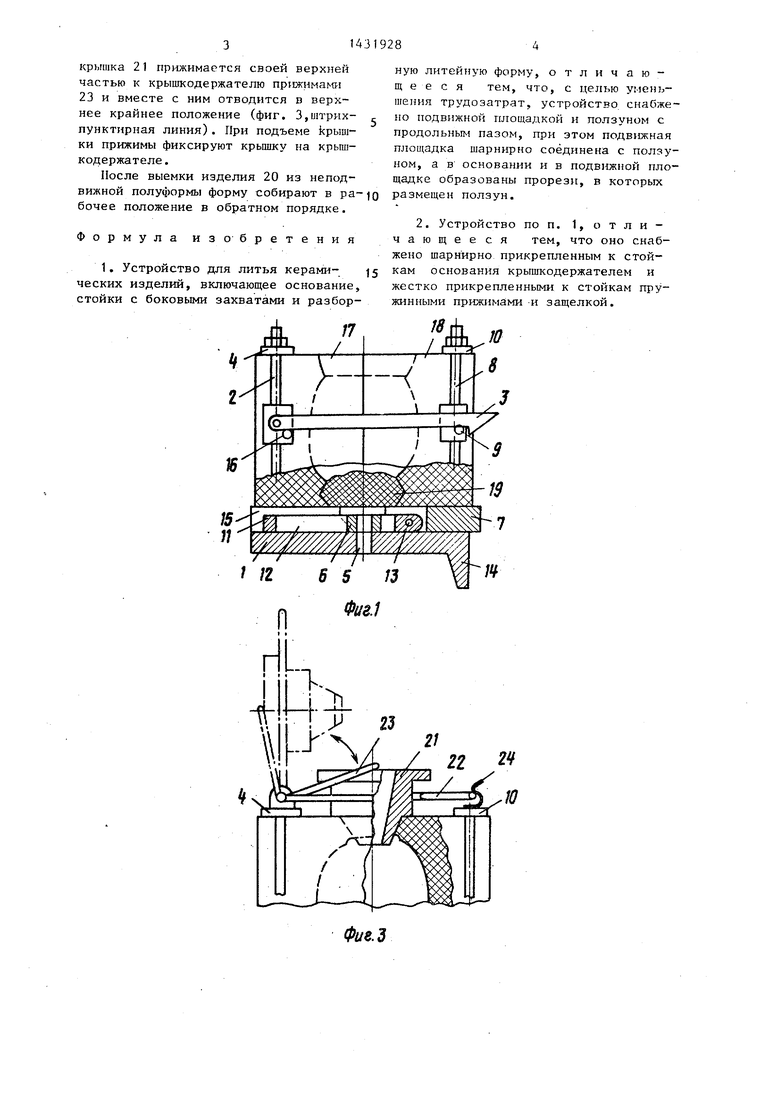
: Для удержания крьш1ки формы устройство снабжено шарнирно прикреп- л енным к наяшмной планке 4 KpfcuuKO- держателем 22 с жестко прикреплен- нъпчи к нему боковыми подпружиненны- прижимами .23, защелкой 24, прикрепленной к нажимной планке 10. При этом прижимы 23 стремятся прижать к,рьш1ку формы к крьшжодержателю 22.
Устройство работает следующим образом.
Разборную форму в собранном виде устанавливают на основание 1, закрепленное на конвейере литейной ма- иины, и расположенную на нем подвижную площадку 7 так, что на левой части основания размещена полуформа 17, а на подвижной площадке 7 - полуформа 18. при этом доньш1ко формы защемлено в круговой выточке обеих полуформ и лежит на торце пальца 5. Поверхности основания и подвижной площадки, на которые устанавливаются полуформы, соответствуют опорным поверхностям полуформ (фиг.1).
Полуформы прикрепляются к опорным поверхностям нажимными планками 4 и
10через стойки 2 и 8 и плотно прижимаются друг к другу боковыми захватами 3, сцепляющимися с выступами 9.
Q При наличии на форме крышки 21 она вставляется в отверстие держателя 22, несколько превышающее ее наружный диаметр в средней части, и ПЛОТНО примыкает к форме за счет
15 боковых подпружиненных прижимов 23, крышкодержатель при этом своим свободным концом удерживается пружинной защелкой 24.
Зазор, образующийся между выступа2Q ющей частью крышки (фиг. 3), сидящей на форме, и крьшшодержателем, позволяет крышке под воздействием силы прижимов 23 сидеть на форме без перекоса.
25 . После залива формы шликером и образования изделий избыточный шликер сливают и изделие подвяливают.
Отлитое изделие вынимают из формы следующим образом.
,- Боковые захваты 3 устройства выводятся из зацепления с выступами 9 стоек 8 с помощью поворота захватов вокруг их шарниров на стойках 2, и подвижная площадка 7 вместе с закрепленной на ней полуформой 18 по ос35 нованию отводится в правое крайнее положение (фиг.2), при этом ползун
11перемещается в пазу 15 основания 1, палец 5 с втулкой 6, размещенные в пазу 12 ползуна 11, направляют и
ограничивают его ход.
После отведения подвижной площадки 7 с полуформой 18 до упора конца паза 12 ползуна 11 во втулку 6 одна из положения, обозначенного штрих-
пунктиром (фиг.2), поворачивается вокруг шарнира 13 на 90° до ее упора в выступ 14 основания, открывая свободный доступ к отлитому изделию 20, стоящему на доньшке 19, при этом
50 захваты 3 зависают на упорах 16.
Таким образом, отвод полуформы 18 с помощью ползуна с подвижным шарниром дает возможность механизировать разборку форм.
55 При наличии на форме крышки (фиг. 3) крышкодержатель 22 вьшодят из зацепления с защелкой 24 и поворачивают вокруг шарнира, при этом
крышка 21 прижимается своей верхней частью к крышкодержателю прижнма№1 23 и вместе с ним отводится в верхнее крайнее положение (фиг. 3,штрих- пунктирная линия). При подъеме kpbim- ки прижимы фиксируют крышку на крьш- кодержателе.
После выемки изделия 20 из неподвижной полуформы форму собирают в paбочее положение в обратном порядке.
Формула изобретения
1, Устройство для литья карами- ческих изделий, включающее основание, стойки с боковыми захватами и разборную литейную форму, отличающееся тем, что, с целью уменьшения трудозатрат, устройство снабжено подвижной площадкой и ползуном с продольным пазом, при этом подвижная площадка шарнирно соединена с ползуном, а в основании и в подвижной площадке образованы прорези, в которых размещен ползун.
2. Устройство по п. 1, о т л и - чающее ся тем, что оно снабжено шарнирно прикрепленным к стойкам основания крышкодержателем и жестко прикрепленными к стойкам прУ- жинными прижима1 Ш -и защелкой.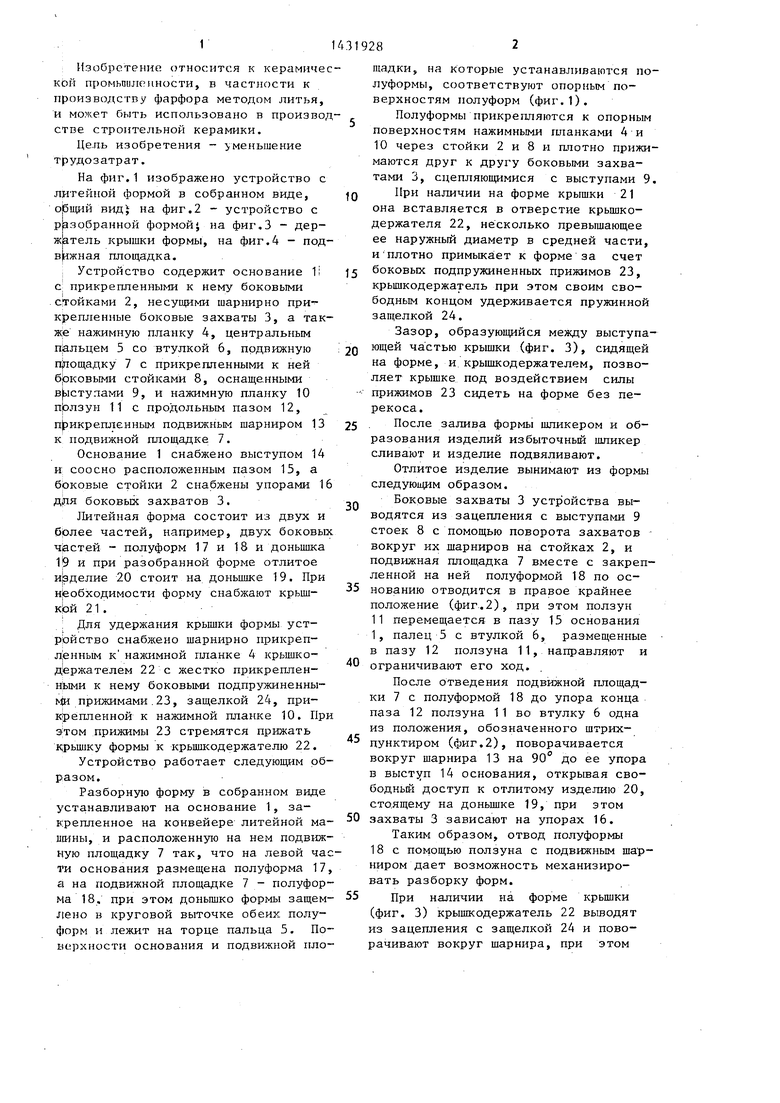
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления керамических изделий методом литья | 1984 |
|
SU1229042A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |
| Устройство для литья керамических изделий | 1985 |
|
SU1278216A1 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Устройство для эмалирования изделий | 1990 |
|
SU1798381A1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
Изобретение относится к керамической промьшшенности, в частности к производству фарфора методом литья, и может быть использовано в производстве строительной керамики. Целью изобретения является уменьшение трудозатрат. Разборная форма устанавливается на основании 1 так, что полуформа 17 находится на основании 1, а полуформа 18 - на подвижной площадке 7. Полуформы крепятся к основанию нажимньми планками через стойки 2 и 8 и прижимаются друг к другу боковыми захватами 3. После залива формы шликером и образования изделия избыточный шликер сливается, а изделие подвяливается. Отлитое изделие вынимается при вьшедении боковых захватов 3 из зацегшения с выступами 9 стоек 8 и отведении подвижной площадки с полумуфтой 1 в правое крайнее .положение. При этом ползун 11 перемещается в пазу 15 основания 1 до его упора во втулку 6. Площадка поворачивается вокруг шарнира 13 на 90° до ее упора в выступ 14, открывая свободньй доступ к изделию. 1 з.п. ф-лы, 4 ил. (С |СЛ
Фие.З
i
Фиг,
| Патент ФРГ № 3123073, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
