(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для восстановления упругости пружин | 1987 |
|
SU1579935A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |


Использование: изготовление раздувом полых изделий из полимерных изделий. Сущность изобретения: выдувная форма снабжена механизмом для фиксации по крайней мере одного толкателя выталкивающего механизма. При этом механизм для фиксации толкателя выполнен в виде байо- нетного соединения и закрепленной на пол- уформе планки с окном в виде параллелограмма. При этом втулка с Г-об- разным пазом соединения закреплена на неподвижной плите, а толкатель размещен во втулке и оснащен расположенным в пазу соединения пальцем, выполненным за одно целое с расположенным в окне упором. В процессе закрывания формы механизм для фиксации толкателя удерживает его в крайнем задвинутом положении, в котором обес- печиваетсябеспрепятственное перемещение подаваемой рукавной заготовки. 1 з. п. ф-лы, 13 ил.
Изобретение относится к переработке пластмасс, в частности к оснастке для изготовления раздувной тары. ,
Целью предложенного изобретения расширение технологических возможностей и повышение надежности.
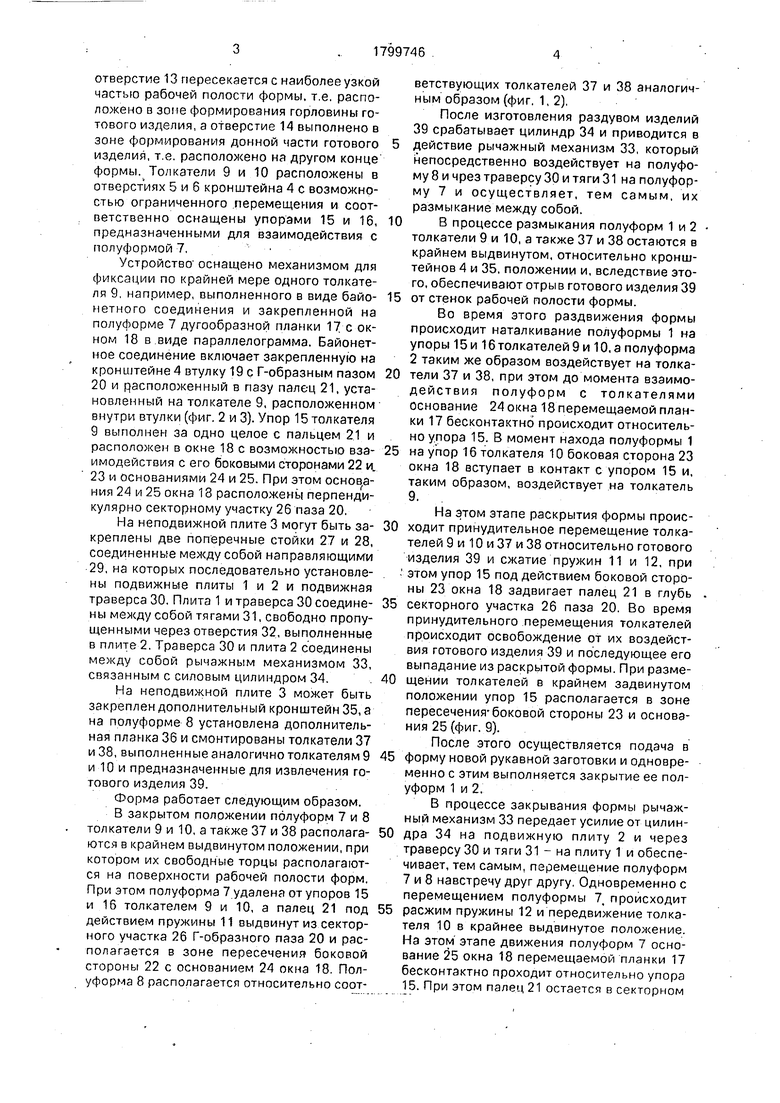
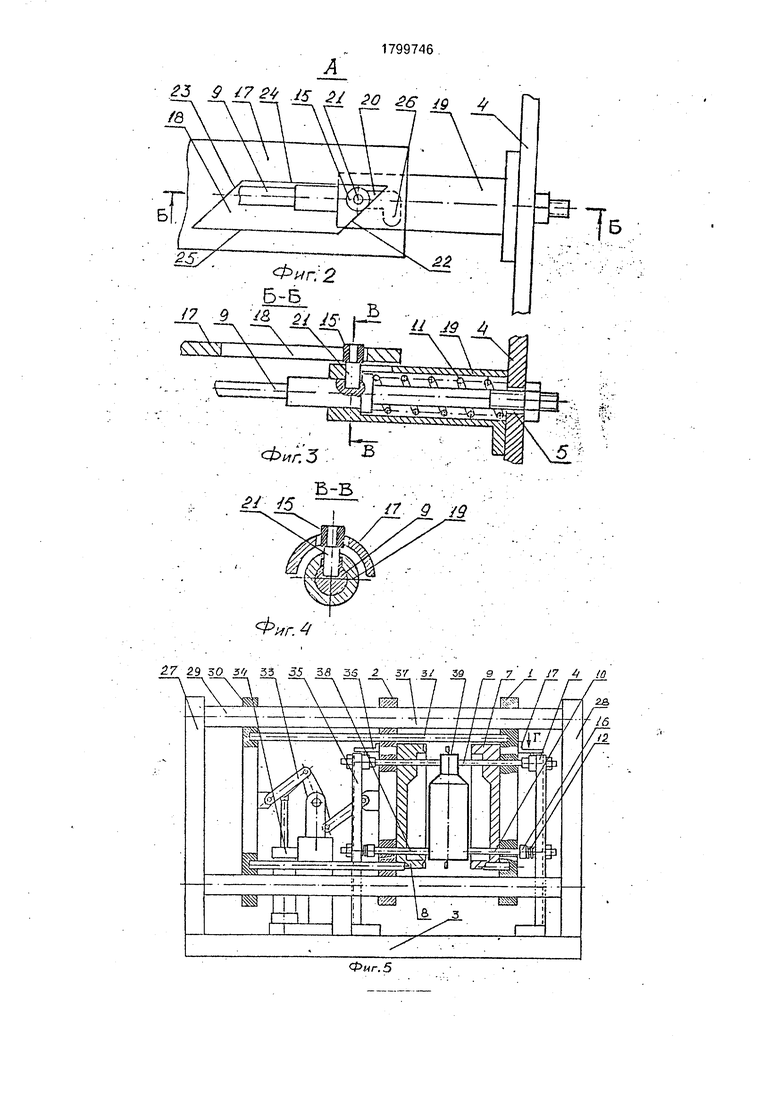
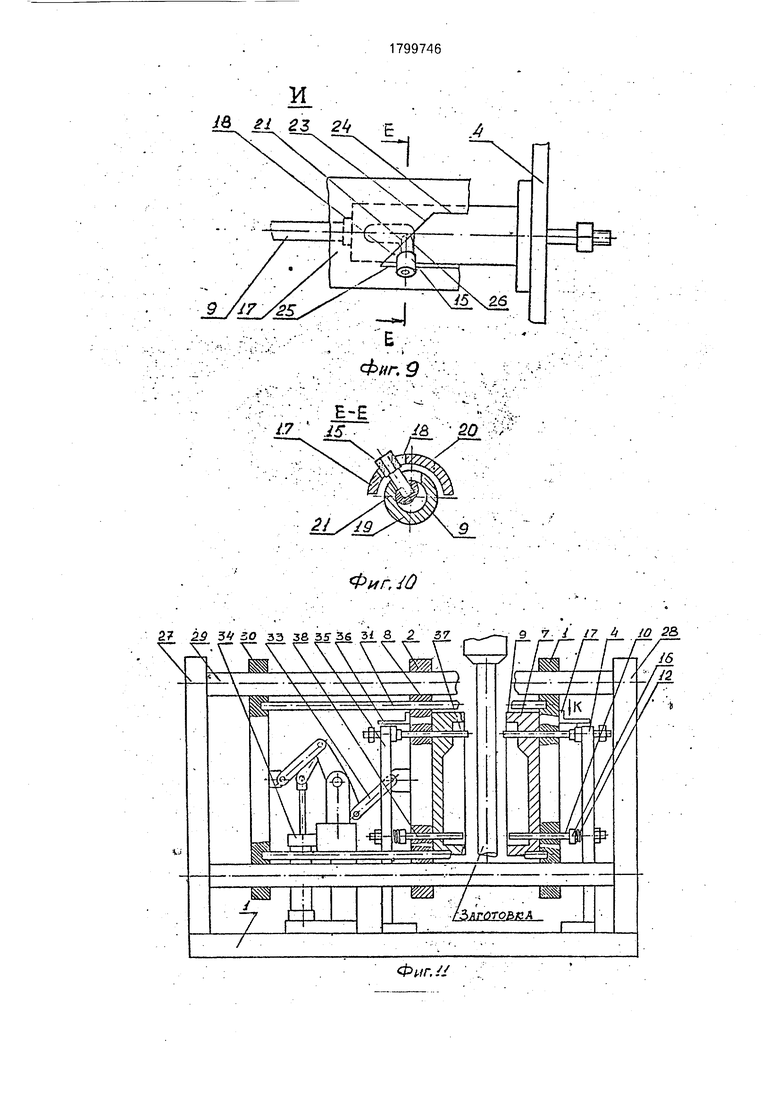
На фиг. 1 изображена предложенная раздувная форма, продольный разрез в закрытом положении; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 2; на ифг. 4 - сеч ение по В-В на фиг. 3; на фиг. 5 - выдувная форма в неполностью раскрытом положении, продольный разрез; на фиг. 6-. вид Г на фиг. 5; на фиг. 7 - сечение по Д-Д на фиг. 6; на фиг. 8 - выдувная форма в раскрытом положении, продольный разрез; на фиг. 9 - вид И на фиг. 8; на фиг. 10 - сечение по Е-Е на фиг. 9; на фиг. 11 - выдувная форма в положении окончательной загрузки заготовки, продольный разрез; на фиг. 12 - вид К. на фиг. 11; на фиг. 13 - сечение по M-М на фиг, 12.
Выдувная форма для изготовления полых изделий, содержит две подвижные плиты 1 и 2, неподвижную плиту --3 с закрепленными на ней кронштейном 4, имеющем сквозные отверстия 5 и 6, полуформы 7 и 8, соответственно закрепленные на плитах 1 и 2, по меньшей мере, два толкателя 9 и 10 (фиг. 1).
Толкатели 9 и 10 установлены одними концами в отверстиях 5 и 6 кронштейна 4 и подпружинены относительно него пружинами 11 и 12. Другие концы толкателей 9 и 10 пропущены через отверстия 13 и 14, выполненные, например, в полуформе 7. При этом
vj о чэ
4 О
отверстие 13 пересекается с наиболее узкой частью рабочей полости формы, т.е. расположено в зоне формирования горловины готового изделия, а отверстие 14 выполнено в зоне формирования донной части готового изделия, т.е. расположено на другом конце формы. Толкатели 9 и 10 расположены в отверстиях 5 и 6 кронштейна 4 с возможностью ограниченного .перемещения и соответственно оснащены упорами 15 и 16, предназначенными для взаимодействия с полуформой 7.
Устройство оснащено механизмом для фиксации по крайней мере одного толкателя 9, например, выполненного в виде байо- нетного соединения и закрепленной на полуформе 7 дугообразной планки 17с окном 18 в виде параллелограмма. Байонет- ное соединение включает закрепленную на кронштейне 4 втулку 19 с Г-образным пазом 20 и расположенный в пазу палец 21, установленный на толкателе 9, расположенном внутри втулки (фиг. 2 и 3). Упор 15 толкателя 9 выполнен за одно целое с пальцем 2.1 и расположен в окне 18 с возможностью взаимодействия с его боковыми сторонами 22 и. 23 и основаниями 24 и 25. При этом основ а- ния 24 и 25 окна 18 расположены перпендикулярно секторному участку 26 паза 20.
На неподвижной плите 3 могут быть закреплены две поперечные стойки 27 и 28, соединенные между собой направляющими 29, на которых последовательно установлены подвижные плиты 1 и 2 и подвижная траверса 30. Плита 1 и траверса 30 соединены между собой тягами 31, свободно пропущенными через отверстия 32, выполненные в плите 2. Траверса 30 и плита 2 соединены между собой рычажным механизмом 33, связанным с силовым цилиндром 34.
На неподвижной плите 3 может быть закреплен дополнительный кронштейн 35, а на полуформе 8 установлена дополнительная планка 36 и смонтированы толкатели 37 и 38, выполненные аналогично толкателям 9 и 10 и предназначенные для извлечения готового изделия 39.
Форма работает следующим образом.
В закрытом положении пблуформ 7 и 8 толкатели 9 и 10, а также 37 и 38 располагаются в крайнем выдвинутом положении, при котором их свободные торцы располагаются на поверхности рабочей полости форм. При этом полуформа 7 удалена от упоров 15 и 16 толкателем 9 и 10, а палец 21 под действием пружины 11 выдвинут из секторного участка 26 Г-образного паза 20 и располагается в зоне пересечения боковой стороны 22 с основанием 24 окна 18. Полуформа 8 располагается относительно соответствующих толкателей 37 и 38 аналогичным образом (фиг. 1, 2).
После изготовления раздувом изделий 39 срабатывает цилиндр 34 и приводится в
действие рычажный механизм 33, который непосредственно воздействует на полуфо- му 8 и чрез траверсу 30 и тяги 31 на полуформу 7 и осуществляет, тем самым, их размыкание между собой.
0 В процессе размыкания полуформ 1 и 2 толкатели 9 и 10, а также 37 и 38 остаются в крайнем выдвинутом, относительно кронштейнов 4 и 35, положении и, вследствие этого, обеспечивают отрыв готового изделия 39
5 от стенок рабочей полости формы.
Во время этого раздвижения формы происходит наталкивание полуформы 1 на упоры 15 и 16 толкателей 9 и 10. а полуформа 2 таким же образом воздействует на толка0 тели 37 и 38, при этом до момента взаимодействия полуформ с толкателями основание 24 окна 18 перемещаемой планки 17 бесконтактно происходит относительно упора 15. В момент находа полуформы 1
5 на упор 16 толкателя 10 боковая сторона 23 окна 18 вступает в контакт с упором 15 и, таким образом, воздействует на толкатель 9.
На этом этапе раскрытия формы проис0 ходит принудительное перемещение толкателей 9 и 10 и 37 и 38 относительно готового изделия 39 и сжатие пружин 11 и 12, при
- этом упор 15 под действием боковой стороны 23 окна 18 задвигает палец 21 в глубь
5 секторного участка 26 паза 20. Во время принудительного перемещения толкателей происходит освобождение от их воздействия готового изделия 39 и последующее его выпадание из раскрытой формы. При разме0 щении толкателей в крайнем задвинутом положении упор 15 располагается в зоне пересечения-боковой стороны 23 и основания 25 (фиг. 9).
После этого осуществляется подача в
5 форму новой рукавной заготовки и одновременно с этим выполняется закрытие ее полуформ 1 и 2.
В процессе закрывания формы рычажный механизм 33 передает усилие от цилин0 дра 34 на подвижную плиту 2 и через траверсу 30 и тяги 31 - на плиту 1 и обеспечивает, тем самым, перемещение полуформ 7 и 8 навстречу друг другу. Одновременно с перемещением полуформы 7, происходит
5 расжим пружины 12 и передвижение толкателя 10 в крайнее выдвинутое положение. На этом этапе движения полуформ 7 основание 25 окна 18 перемещаемой планки 17 бесконтактно проходит относительно упора 15. При этом палец 21 остается в секторном
участке 26 паза 20 и удерживает толкатель 9 в крайнем задвинутом положении; в котором обеспечивается беспрепятственное пе- р,емещение подаваемой рукавной заготовки. В момент смыкания полуформ 7 и 8 боковая сторона 22 окна 18 входит в контакт с упором 15 и обеспечивает выдвижение пальца 21 из секторного участка 26 паза 20. После выдвижения пальца 21 пружина 11 возвращает толкатель 9 в крайнее выдвинутое положение, в котором его свободный торец располагается вблизи защемленной м ежду полуформами 7 и 8 заготовки. Аналогичным образом выполняется перемещение другой пары толкателей 37 и 38.
Таким образом, в предложенной форме достигается фиксация верхних толкателей 9 и 37 в положении, исключающем возможное их воздействие в подаваемой в промежуток между смыкаемыми полуформами 7 и 8 ру- кавной заготовки.
Формула из обретения 1.Выдувная форма для изготовления полых изделий из полимерных материалов, содержащая подвижные плиты, неподвиж-
2750-29 3/ 3435 35 3& 3.73632 2 8 39 7 J 17 9 Ю 4
--ч -- -1 --1 -Ь, -- --it-- :-- г-- --i -т , f-Z- ,- i--
ную плиту со сквозными отверстиями, полуформы, закрепленные -на подвижных плитах, и механизм выталкивания изделий из формы, включающий пропущенные по крайней мере через одну полуформу толкатели, подпружиненные относительно неподвижной плиты и установленные в ее отверстиях, и упоры, выполненные на толкателях с возможностью взаимодействия с полуформой, отличающаяся тем, что, с целью расширения технологических возможностей и повышения надежности в работе формы, она снабжена механизмом для фиксации . по крайней мере одного толкателя.
28
Фиг. I
Ж
М/123 2Ь Е
А
Фиг,1й
.// .
Фиг. /3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3954370 | |||
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4650412, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для извлечения полимерных изделий из выдувных пресс-форм с отделением облоя | 1986 |
|
SU1380988A1 |
| Солесос | 1922 |
|
SU29A1 |
