По основному авт. св. № 92838 известен способ изготовления выплавляемых моделей. Основным недсстатком этого способа является то, что в процессе отделения выплавляемой модели от той половины прессформы, на которой она осталась, или от модели эталона, приходится применять усилия, которые приводят к деформации и искажению размеров выплавляемой модели. Искажение размеров и коробление выплавляемой модели происходят и прИ дальнейшем ее охлаждении и особенно в момент обмазки и обсыпки песком, что приводит к отслоению обмазки от модели.
Предлагаемый способ изготовления выпла.вляемых моделей отличается тем, что, с целью устранения коробления, модель оставляют в пресс-форме или на модели-эталоне, выполняющей роль каркаса, на время получения половины формы.
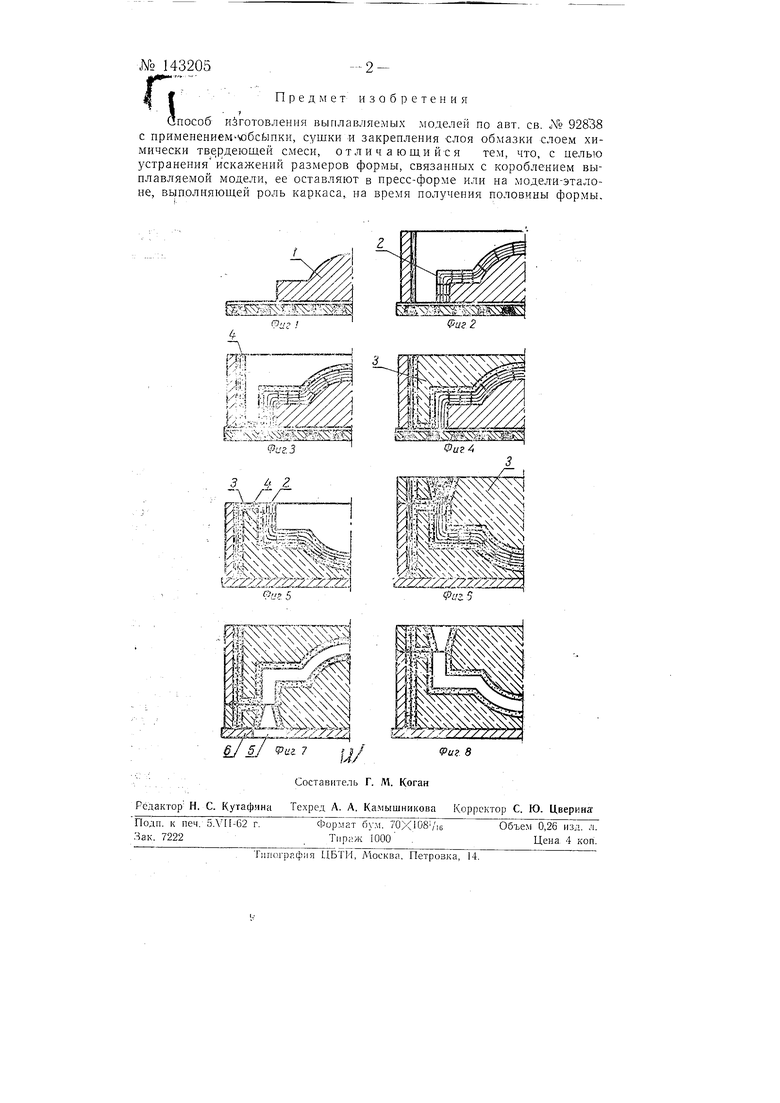
Па фиг. 1-8 показаны различные стадии изготовления каркасной выплавляемой модели по описываемому способу.
Па модели-эталоне / или в пресс-форме может быть получена выплавляемая модель 2. При этом модель 2 не снимается с той половины пресс-формы, на которой остается при разъеме, или с модели-эталона /, на которой получена, а остается на ней, как на каркасе, до тех пор, пока ие будут произведены такие операции, как обмазка и обсыпка первого слоя, сушка обмазки, обмазка второго слоя и закрепление еще не высохшего второго слоя толстым слоем химически твердеющей смеси 3. После затвердения смеси 3 производится отделение модели-эталона / или половины преос-формы от выплавляемой модели 2 и первая полуформа через огнеупорный слой 4 удерживает на себе выплавляемую модель 2, как на каркасе. После отделения модели-эталона 1 производится изготовление второй полуформы таким же путем, как и первой. После затвердения химически твердеющей смеси 3 второй полуформы готовая форма ставится на выплавку модели. Выплавляемая смесь .выходит через отверстие 5 в плите 6. Просушенная и прокаленная форма ставится под заливку металлом.