Предлагается способ изготовления литейных форм, при котором повышается точность отливок и упрощается конструкция пресс-формы (не требуется толкателей лля выталкивания выплавляемых моделей, ч затем готовых стержней, отделяемых от стенок ящика методом расплавления тонких оболочек-моделей).
Для этого лицевые поверхности моделей и стержневых ящиков армируют тонким слоем выплавляемой смеси. На этот слой наноситс 1 затем огнеупорная жидкая обмазка, подвергаемая твердению обычными способами.
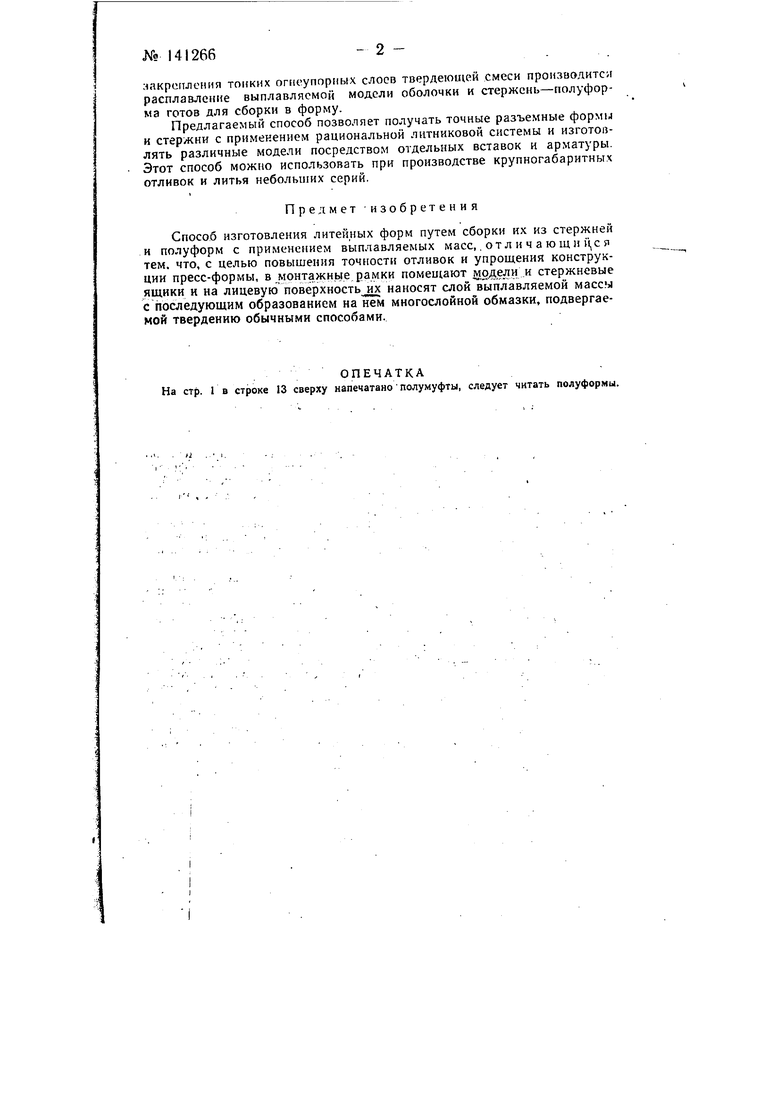
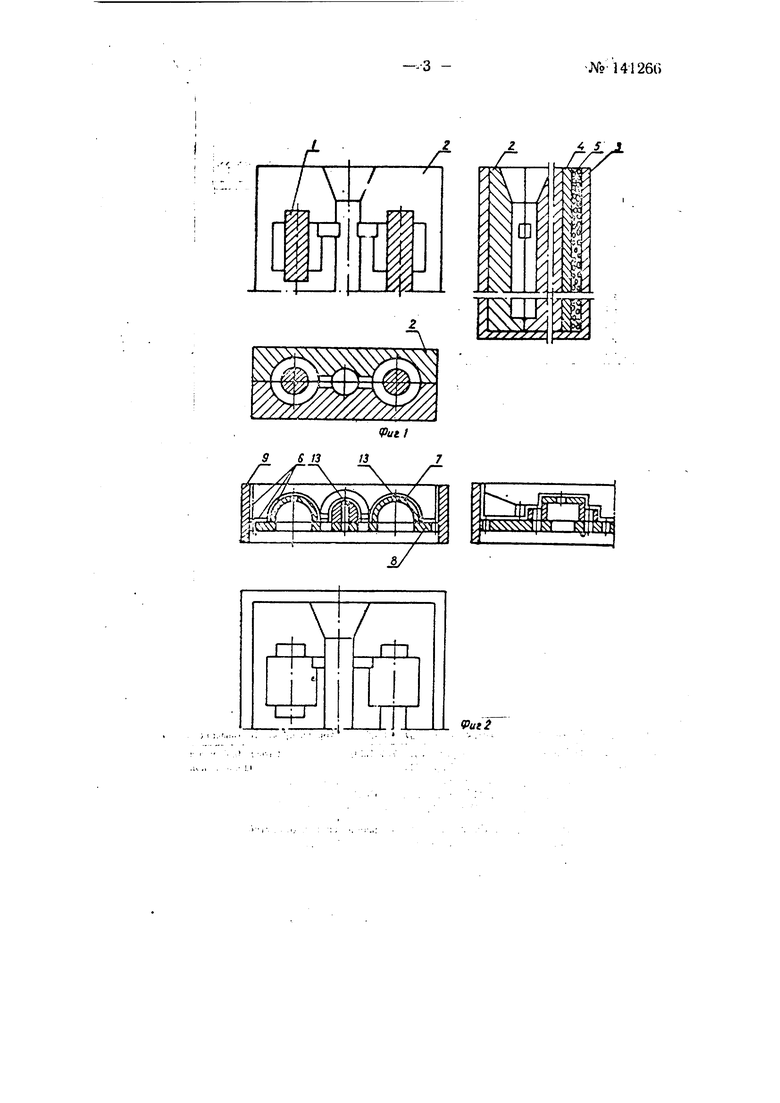
На фиг. 1 показана форма в сборке из стержней, полученных. ;io армированным выплавляемым моделям и полостям с армированными выплавляемыми стенка и;, на фиг. 2 - армированная полость для получения стержня-полум Ц; на фиг. 3 - модель пресс-формы д.чя получения полости с армированными выплавляемыми стенками.
Внутренний стержень / и стержень полуформы 2 в сборе образуют полости для заливки втулок. Они обжигаютс я отдельно или в сборе в опоке 3, будучи прижатыми к одной из стенок опоки плнтой 4 и дробью 5. Армированная полость для получения стержня-полуформы 5 с арматурой модели 7 собраны на плите 8 с рамкой 9. На лицевой поверхности частей арматуры нанесен тонкий слой выплавляемой смеси.
Пресс-форма состоит из двух половин, из которых одна - арматура, а вторая - модель 10; при соединении они образуют тонкостенную полость. Рамки // и 12 являются ограничителями, фиксирующимл положение пресс-формы. Отверстие 13 (фиг. 2) служит для заполнения выплавляемой смесью полости между пресс-формой - моделью н арматурой.
После образования выплавляемой оболочки и извлечения модели на ли цевую поверхность наносится огнеупорная многослойная обмазкл по той же технологии, что и при литье по выплавляемым моделям. После
№ 141266- 2 яакрсгтлсния тонких огнеупорных слоев твердеющей смеси производится расплавление выплавляемой модели оболочки и стержень-полуформа готов для сборки в форму.
Предлагаемый способ позволяет получать точные разъемные форми и стержни с примекеннем рациональной литниковой системы и изготовлять различные модели посредством отдельных вставок и арматуры. Этот способ можно использовать при производстве крупногабаритных отливок и литья небольших серий.
Предмет изобретения
Способ изготовления литейных форм путем сборки их из стержней и полуформ с применением выплавляемых масс,. отл и ч а ющи я тем. что, с целью повышения точности отливок и упрощения конструкции пресс-формы, в монтажн.ые рамки помещают мод стержневые ящики и на лицевую поверхность нх наносят слой выплавляемой массы с последующим образованием на нем многослойной обмазки, подвергаемой твердению обычными способами.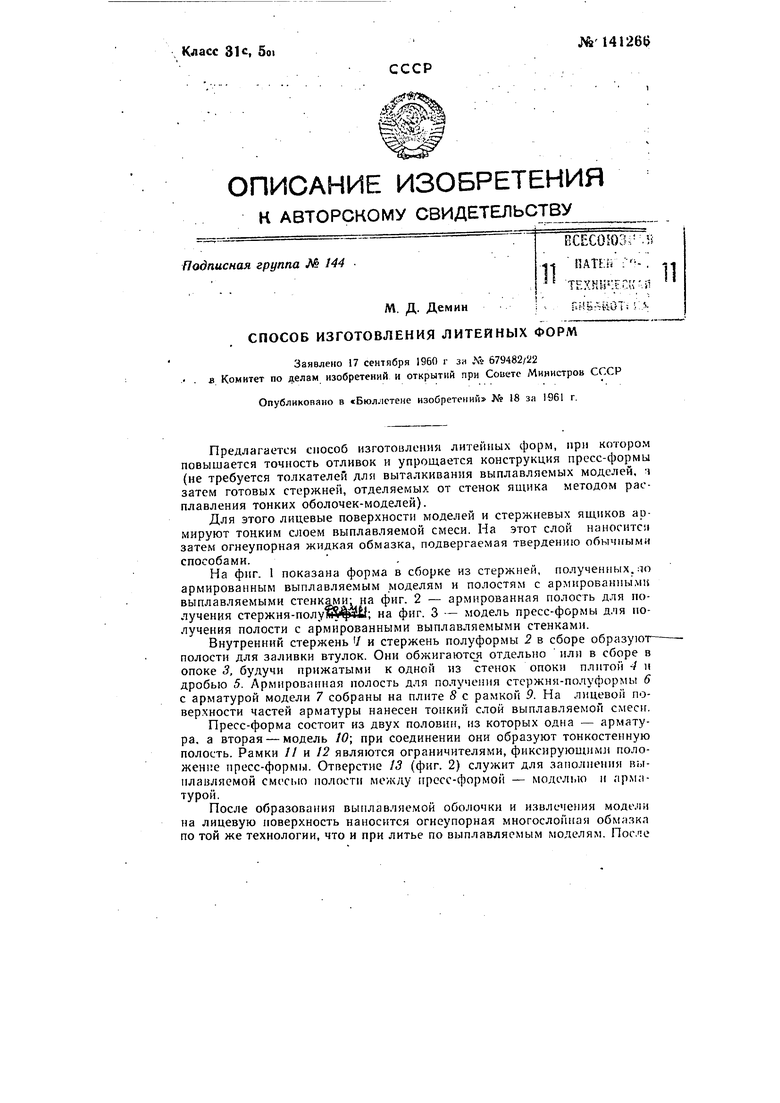

.ОПЕЧАТКА
На стр. 1 в строке 13 сверху напечатано полумуфты, следует читать полуформы.
I M j fra
SL-J
;i ii5iii iК1Ш
4
-If±L
Puell
и
U.r.........J
: х уучлл..лл| II I
J :
Ж
