4
оо со
Oi 05
Изобретение относится к обработке металлов давлением и может быть использовано для объемной штамповки.
Целью изобретения является расширение технологических возможностей способа.
На фиг. 1 схематично изображена первая стадия обработки заготовки; на фиг. 2 - схема получения детали.
Способ реализуют следуюш,им образом.
Цилиндрическую заготовку 1 помешают в цилиндрическую матрицу 2 и, воздействуя подвижным 3 и неподвижным 4 пуансонами, производят предварительную штамповку заготовки. Затем перемычку удаляют. Полученную заготовку 1 без перемычки размещают на оправке 5 и подвижной матрицей б заготовку раздают на оправке 5 и одновременно производят обжим конических поверхностей матрицами 6 и 7.
Способ реализован при экспериментальной штамповке деталей № 864817 автомобиля КамАЗ - «Муфта конусная. Цри этом деталь получали из латунной (Л 63) заготовки диаметром 15 мм, высотой 3,3 мм. На первом переходе заготовку штамповали в цилиндрической матрице подвижным и неподвижным коническими пуансонами с углом конуса 40. В результате получали цилиндрическую заготовку диаметром 15 мм, высотой 9 мм с двумя коническими полостями и перемычкой между ними толщиной
1,5 мм. Перемычку пробивали пуансоном диаметром 11,75 мм. Затем полученную после пробивки заготовку штамповали двумя коническими матрицами с углом рабочей конической поверхности 36°, одновременно раздавая на оправке. В результате получена деталь, имеющая двустороннюю наружную коническую поверхность с углами 36°, диаметром торцов 12,8 мм, максимальным диаметром в экваториальной части 15,4 мм, высотой 9 мм и отверстием 12 мм.
Формула изобретения
5
0
5
Способ получения деталей преимущественно типа втулок с двусторонним наружным конусом, углом при вершине, с цилиндрическим отверстием, заключающийся в приложении к заготовке деформирующего усилия в штамповке детали, отличающийся тем, что, с целью расширения технологических возможностей, штамповку осуществляют в два этапа: первоначально формируют цилиндрический полуфабрикат с двусторонней конической полостью и перемычкой, после чего перемычку удаляют, а на втором этапе щтампуют, прилагая усилие осадки к торцам полуфабриката и усилие подпора со стороны отверстия, производят при этом переформовку наружной поверхности полуфабриката и раздачу отверстия.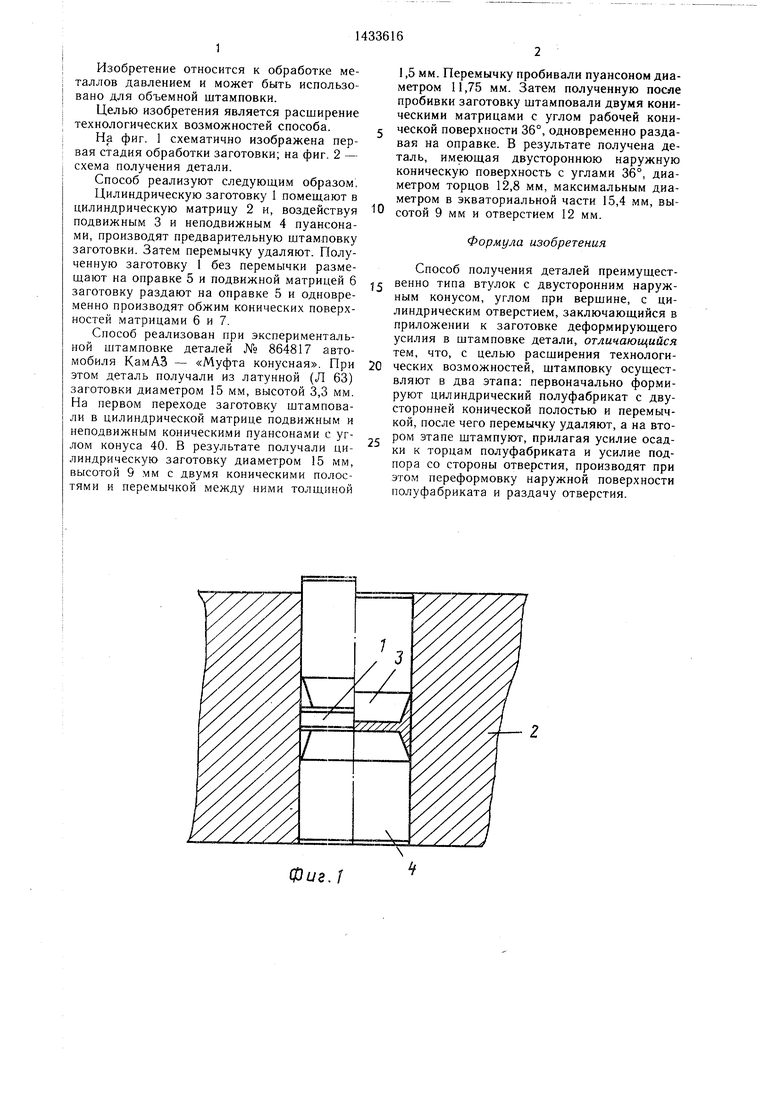
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с конусными кромками | 1990 |
|
SU1801053A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |

Изобретение относится к области обработки металлов давлением и в, частности, к способам штамповки полых деталей. Цель изобретения - расширение технологических возможностей способа путем получения деталей с острыми кромками и болылим углом при вершине. Первоначально заготовку деформируют, получая полуфабрикат с цилиндрической поверхностью и двусторонней конической полостью и перемычкой. Затем перемычку удаляют, а деталь получают, прилагая усилие осадки к торцам полуфабриката и усилие подпора со стороны отверстия, производя при этом переформовку наружной поверхности полуфабриката и раздачу отверстия. 2 ил.
Фиг.
Фив. 2
| Способ получения полых изделий | 1976 |
|
SU795697A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
