Обычно применяемые опорные планки роликовых станов холодной прокагки труб имеют горизонтальный калибрующий участок. Обжатие металла сопровождается возникновением больших усилий, которые передаются через ролик рабочей клети стана. Детали, воспринимающие это усилие, упруго деформируются. Причем упругая деформация пропорциональна усилию прокатки. При прохождении роликом калибрующего участка усилие прокатки постепенно снижается, в результате чего также постепенно снимается упругая деформация, и металл дополнительно обжимается. Но поскольку ролик имеет ручей постоянного радиуса, равный радиусу готовой трубы, калибр, образованный несколькими роликами, имеет форму правильного круга только в конце переходного конуса. Во всех остальных сечениях калибр имеет неправильную форму. Это приводит к неравномерной деформации, особенно при прокатке тонкостенных труб. Металл по периметру трубы неравномерно удлиняется, в результате чего происходит коробление стенок трубы (волнистость) и увеличивается разностенность труб.
Описываемая калибровка опорных планок станов устраняет указанные недостатки.
Сущность изобретения заключается в том. что калибрующий участок опорных планок выполняется с наклонным, обратным (по направлению) наклону обжимных участков.
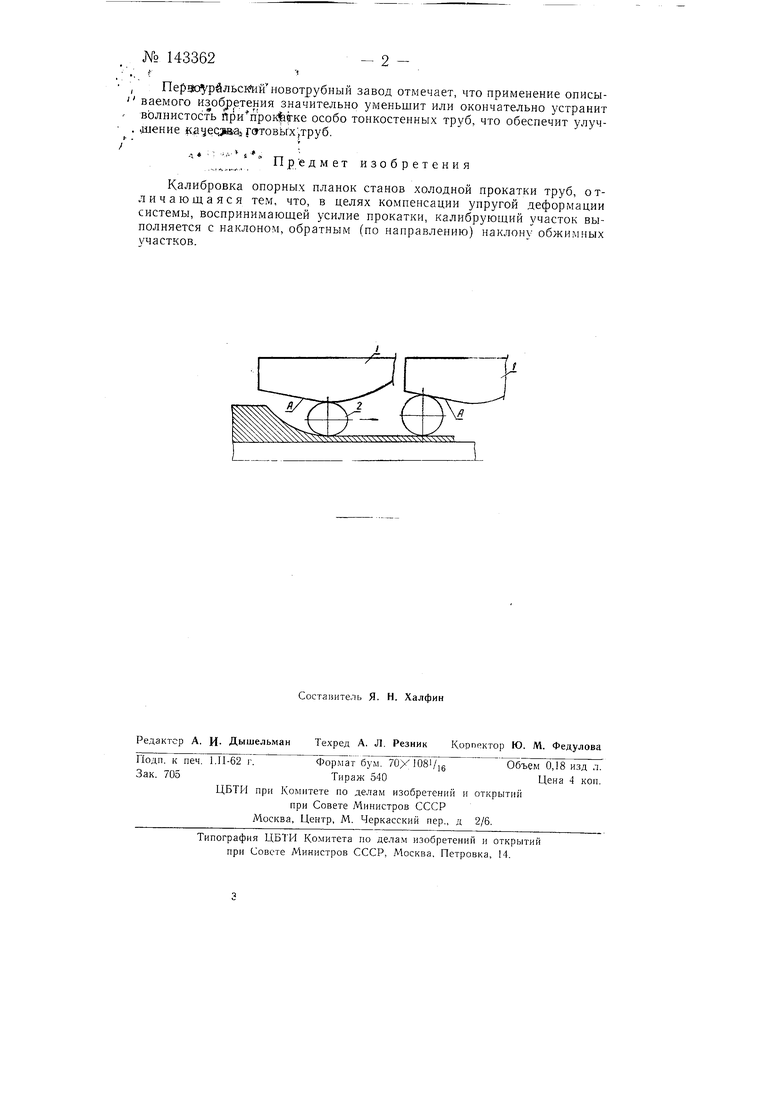
На чертеже изображена принципиальная схема холодной прокатки труб с наклонным калибрующим участком опорных планок.
Калибрующий участок А опорной планки / выполнен наклонным, в результате чего происходит компенсация упругой деформации системы. На чертеже для наглядности упругая деформация всей системы перенесена на ролик 2. Такое выполнение опорных планок роликовых станов повыщает качество прокатки труб.
, Першурйльсйийновотрубный завод отмечает, что нрименение описы ваемого изобретения значительно уменьшит или окончательно устранит
волнистость особо тонкостенных труб, что обеспечит улуч. «шение к.. готовыхjTpyб.
л
Предмет изобретения
Калибровка опорных планок станов холодной прокатки труб, отличающаяся тем, что, в целях компенсации упругой деформации системы, воспринимающей усилие прокатки, калибрующий участок выполняется с наклоном, обратным (по направлению) наклону обжимных участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Опорная планка роликового стана холодной прокатки труб | 1991 |
|
SU1811924A1 |
| Опорная планка роликового стана периодической прокатки труб | 1977 |
|
SU680774A1 |
| Технологический инструмент роликового стана | 1987 |
|
SU1468621A1 |
| Способ холодной прокатки труб | 1960 |
|
SU137096A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Способ прокатки заготовок на роликовом стане | 1972 |
|
SU450602A1 |
| ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2014918C1 |
| Способ холодной двухрядной прокатки труб | 1971 |
|
SU345726A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
