Изобретение относится к трубопрокатному инструменту иможет быть использовано при холодной периодической прокатке особо-и тонкостенных трубе использованием опорной планки. Преимущественно эта планка может быть использована при про- катке труб, толщина стенки которых меньше или равна величине упругой деформации в системе рабочий инструмент - обойма кле ти.
Целью изобретения является повышение качества и точности геометрических размеров труб и тем самым повышение выхода годного.
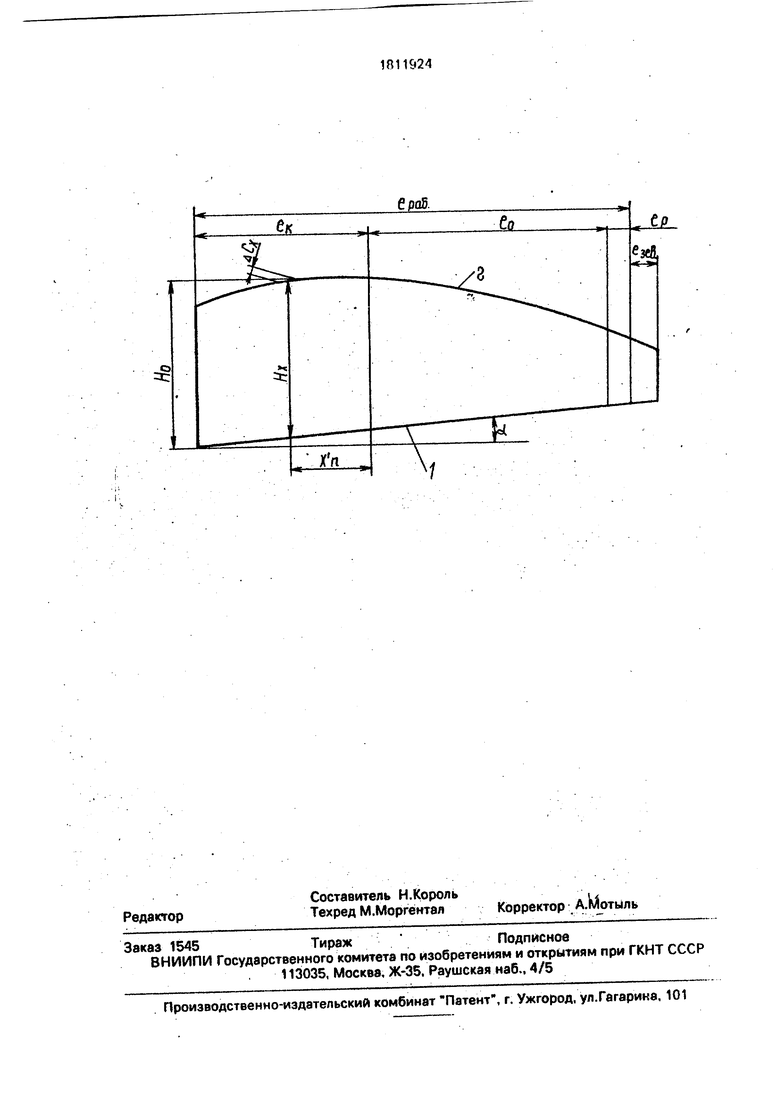
На чертеже представлена опорная планка, вид сбоку.
Опорная планка в поперечном сечении выполнена П-образной формы и имеет основание 1, наклоненное под углом а к горизонту и криволинейную рабочую/ поверхность 2 протяженностью 1раб. Рабочая поверхность имеет по длине последова- тельно расположённые участки редуцирования lp., обжимной участок 10. и калибрующий участок I. Перед участком редуцирования имеется холостой зев подачи и
ПОВОрОТа - зев.
Криволинейная образующая редуцирующего и обжимного участков спрофилирована соответственно . изменению деформации по длине, т.е. от начала участка редуцирования до конца обжимного участка планка имеет увеличивающуюся от основания до криволинейной образующей высоту Нх.
Протяженность калибрующего участка при этом составляет 30-40% протяженности рабочей поверхности планки раб.
Коэффициент, учитывающий упругую деформацию системы, зависит от типоразмера стана и прокатываемых на нем труб. ;Для малого размера труб, прокатанных на стане 3-8, принимают коэффициент ДС 0,05-0,12; для труб диаметром от 8 до 15, прокатанных на стане 8-15, - ДС 0,15-0,2; для труб диаметром от 15 до 30 мм, прокатанных на стане 15-30, - АС 0,2-0,3; для труб диаметром 30-60 мм, прокатанных на стане 30-60, АС 0,25-0,35 и для труб от 60 до 120 мм, - ДС 0,35-0,45.
ел С
00
о
го N
Высота планки на калибрующем участке по его длине, т.е. в любом его сечении при этом определяется следующей зависимостью:
Hx Ho-Xn tg«- ДСХ. где Но - начальная высота планки на калибрующем участке;
Хп -расстояние от начальной высоты планки до рассматриваемого селения;
а - угол наклона основания планки к горизонту.
В процессе работы при перекатывании рабочих роликов (не показаны) по рабочей поверхности планки в зеве подачи и повороте 1Эев осуществляется подача и поворот заготовки, на участке редуцирования 1р происходит деформация по диаметру, на обжимном участке 1о - деформация с изменением толщины стенки.
Далее на калибрующем участке 1к осуществляется калибрование диаметра и толщины стенки,.
Благодаря тому, что уменьшение высоты планки на калибрующем участке по его длине определяется строго регламентированным математическим выражением АСХ
X
АС{-р- )п, учитывающим реальный ха- п- .
рактер изменения деформации по длине этого участка в сочетании с удлинением его протяженности, составляющей 30-40% длины рабочей поверхности планки, На этом участке от его начала к концу происходит плавная и равномерно уменьшающаяся деформация как по диаметру, так и по толщине стенки.
Это обусловлено тем, что после деформации трубы в конце обжимного участка давление снижается не только на валки, но и на трубу, а это приводит к повышению точности размеров труб, так как однотипные участки готовой трубы, деформируясь плавно, равномерно по периметру и длине с одновременно уменьшающейся деформацией.
Это относится в первую очередь к прокатке особотонкостенных труб, толщина
0
5
0
5
0
стенки которых меньше или равна величине упругой деформации.
Предлагаемая опорная планка позволяет повысить точность геометрических размеров,, а тем самым и выход годного на 29-36%.Совокупное использование конкретной протяженности калибрующего участка и его образующей, определяемой через математическое выражение, учитывающее реальный характер изменения деформации, позволяет производить плавную непрерывно уменьшающуюся деформацию, снижая волнистость труб, повышая их качество и точность.
Формула изобретения Опорная планка роликового стана холодной прокатки труб, содержащая основание и рабочую поверхность с криволинейной образующей по длине последовательно расположенных редуцирующего, обжимного и калибрующего участков, последний из которых имеет в направлении его конца уменьшающуюся от основания до криволинейной образующей высоту планки, отличающаяся тем, что, с целью повышения качества и точности геометрических размеров труб и увеличения тем самым выхода годного, протяженность калибрующего участка составляет 30-40% протяженности рабочей поверхности, а уменьшение высоты планки на калибрующем участке по его длине определено следующей зависимостью:
Хп
5 с AG(
)п,
где АС - коэффициент, учитывающий упругую деформацию системы рабочий инструмент-обоймаклети( АС 0,05-0,45); Хп -расстояние от начала калибрующего участка до рассматриваемого изменения высоты планки;
IK - протяженность калибрующего участка;
п -коэффициент, учитывающий уменьшение высоты планки (п 1,5).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2014918C1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Опорная планка роликового стана периодической прокатки труб | 1977 |
|
SU680774A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Способ изготовления труб | 1988 |
|
SU1600877A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Способ холодной пилигримовой прокатки труб | 1988 |
|
SU1613209A1 |
Использование: при производстве осо- ботонкостенныХ и тонкостенных труб на роликовых станах холодной периодической прокатки. Суть изобретения: протяженность калибрующего участка опорной планки составляет 30-40% протяженности рабочей поверхности, Уменьшение высоты планки по длине калибрующего участка определено математической зависимостью. 1 ил.
| Авторское свидетельство СССР № 755343, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Опорная планка роликового стана периодической прокатки труб | 1977 |
|
SU680774A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
