Изобретение относится к прокатноиу п рои8водству, а именно к прокатке заготовок на роликовом стане с несколькими рядами роликов.
известен снособ прокатки ааготовки на роликовом стане, до которому ее одновременно обжимшот двумя рядами роликов, что повышает дробность деформации за счет последовательного перекатывавия роликов- обоих рядов по одвшу и тому же участку заготовки. Сявхронизация поступательного движевия каретки и сепаратора с роликаш обеспечивается специальным механизмои без перестройви во время деформации полосы. При прокатке, например, квадратного сечения ролики расположены попарно в два ряда, причем оси вращения роликов первого ряда развернуты на 90 по отношению к осям второго ряда, обт разуя тем самым как бы универсальную клеть и ос: ществляя четырех-
стороннее обжатие заготовки,Синхронизация движения клети и сепаратора с роликами осуществляется по первому ряду роликов.
Однако при такой прокатке происходит проскальзывание роликов второго ряда на пирамиде деф01жации заготовки или по опорным пдаикш, что, в конечном счете, приводит к браку продукции и к уменьшению стойкости инструмента.
Увеличение диаметра роликов во вторсж ряду или расположение каждого ряда роликов в отдельном сепараторе для компенсации вытяжки ваготовки в первом ряду может только снизить проскальзывание роликов второго ряда, но не ликви дировать его, так как вытяжка на обжимном и калибрующем участках различна, а синхронизирующий ие-ханизм может обеспечить совпадевие скоростей только или на обжиывом участке или на калибрующем.
Предлагаемый способ отличается от известного тем, что заготоБку обжимают во Бторой и последующих парах калиброванными роликами, имеющими трапецеидальные ручьи, ширина на которых равна ширине готового профиля.
Это предотвращает проскальзывание роликов по заготовке и опорным планкам.
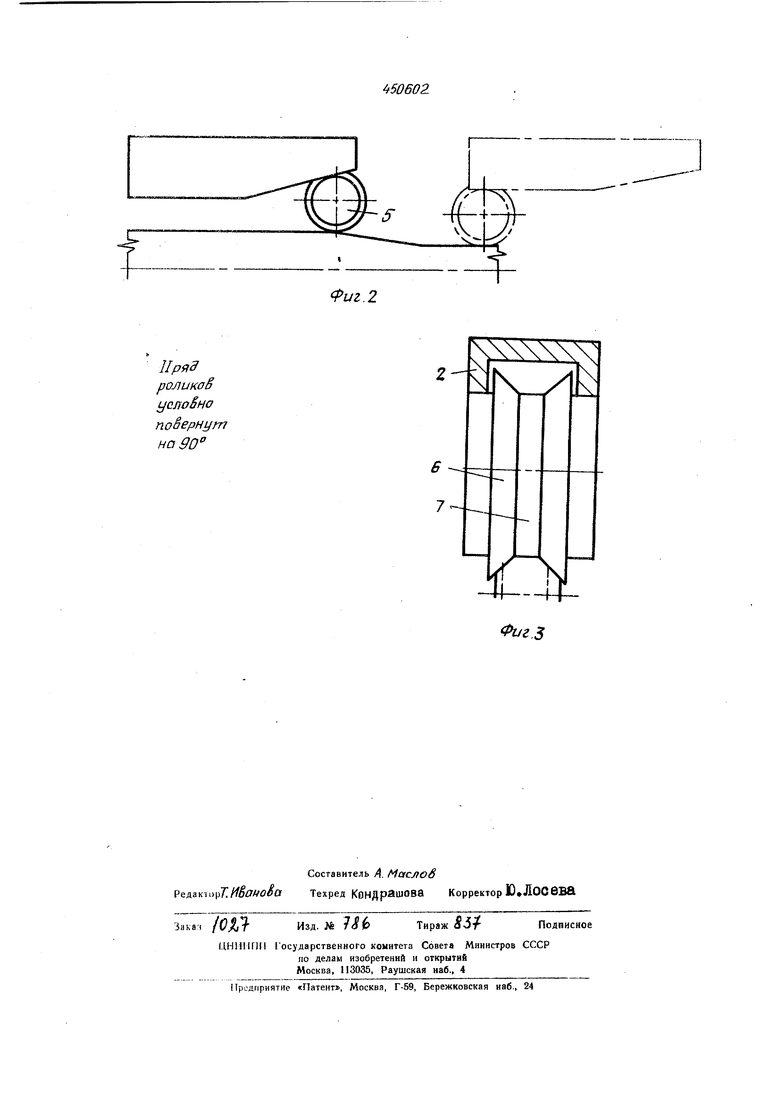
На фиг. I и 2 показана схема проката заготовки по предлагаемому способу; на фиг. 3 - изменение катающего диаметра ролика второго ряда.
Закон деформации заготовки 1 задается опорными планками с обжимным 2 и калибрующим 3 участками. Ролики 4 первого ряда и ролики 5 второго ряда обжимают заготовку с четырех сторон. Ролик 5 имеет дв конуса 6 и расположенный между ними цилиндр 7.
Деформацию заготовки I на обжимном участке 2 вторым рядом осуществляют двухконическим роликом, катающий диаметр калибра которого увеличен на величину вытяжки в первом ряду.
Так как обжимной участок опорной планки выполнен из нескольких наклонных участков с уменьшающимся уклоном, при прокатке катающий диаметр должен также постепенно
уменьшаться, что ипроисходит в данном случае.
Когда ролик второго ряда катится по калибрующему участку опорных планок, обжатие осуществлется цилиндрической бочкой с постоянным катающим диаметром. Тем : самым синхронизируется поступательное движение планок и качение ролика по металлу заготовки с учетом вытяжки в первом ряду роликов. Катающий диаметр цилиндрической бочки ролика второго ряда увеличен на величину вытяжки на калибрующем участке в первом ряду. Чтобы получить полосу правиль ного профиля, длину цилиндрической бочки выбирают равной ширине готового профиля.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Способ прокатки заготовок на роликовом стане несколькими парами роликов, развернутых осями относительно каждой предыдущей пары под углом 90°, отличающийся тем, что, с целью предотвращения проскальзывания роликов по заготовке и опорным планкам, заготовку обжимают во второй и последующих парах калиброванными роликами, имеющими трапецеидальные ручьи.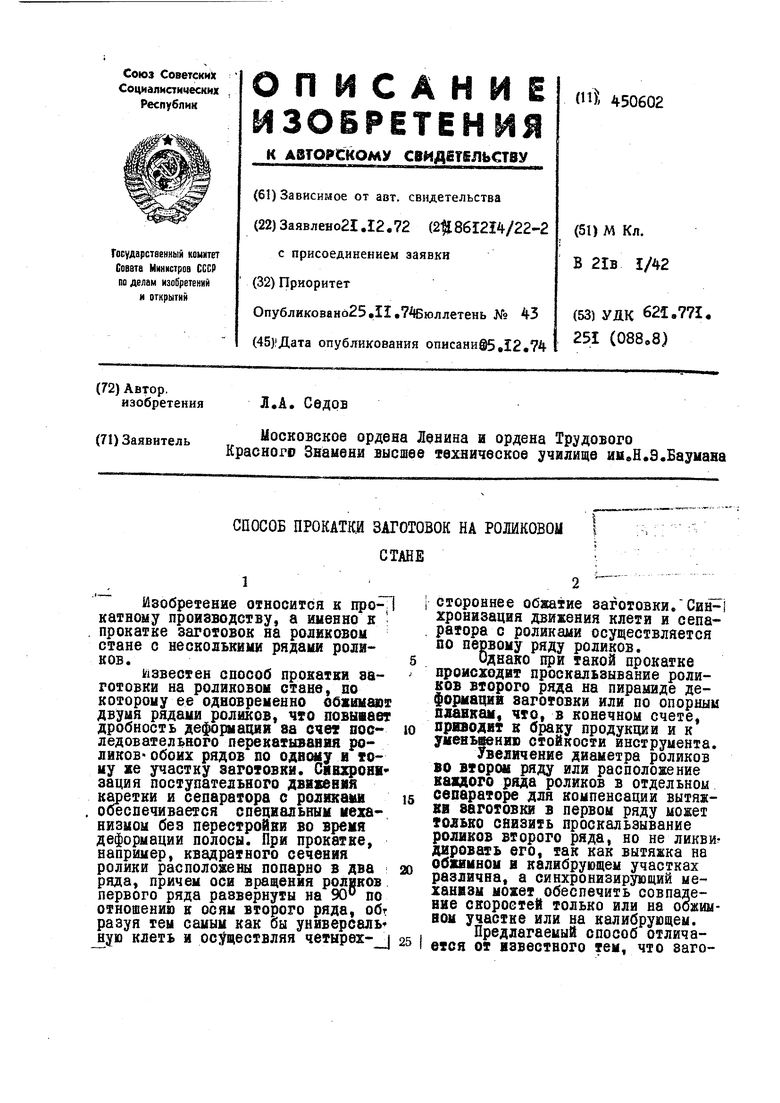

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| Рабочая многониточная клеть роликового стана холодной прокатки труб | 1984 |
|
SU1159666A1 |
| Способ периодической холодной прокатки труб | 1984 |
|
SU1189520A1 |
| Система калибров роликового стана | 1976 |
|
SU614835A1 |
| Калибровка опорных планок станов холодной прокатки труб | 1961 |
|
SU143362A1 |
1ряд Подала Заготовки иг.1
роликаё
услоВно
поёернут
надо
6
7
