(54) ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ
1 ТРУБ
ным скосом, образующая рабочей поверхности очерчена дугой, центр радиуса которой расположен в вертикальной плоскости, проходящей через начало калибрующего участка, а величина его определена выражением
„ k J P 2дР
- длина рабочей поверхности
Где Ь
ро6 планки, составленная из участков редуцирования обжатия и калибровки; дР - величина обжатия заготовки за проход.
Выполнение рабочей поверхности опорной планки по дуге, т.е. по плавной кривой, обеспечит рациональный обжатий, повысив тем самым величину деформации за тфоход.
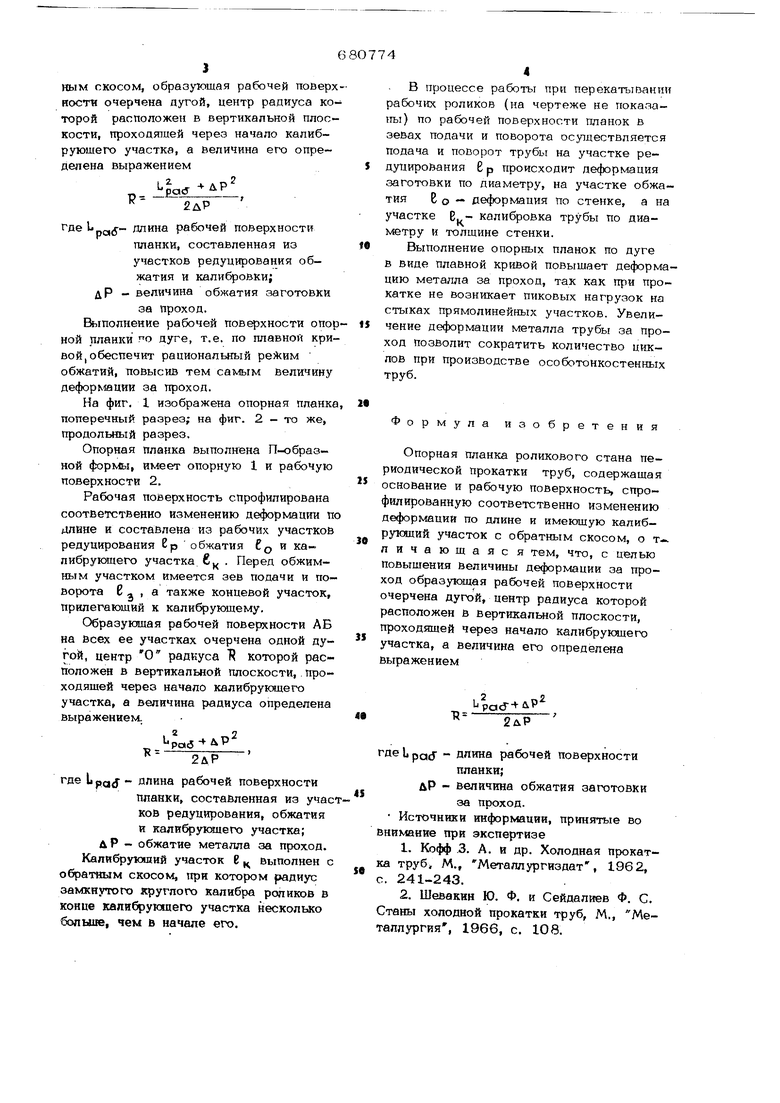
На фиг. I изображена опорная планка поперечный разрез; на фиг. 2 - то же, продольный разрез.
Опорная Планка выполнена П-образ- ной формы, имеет опорную 1 и рабочую поверхности 2.
Рабочая поверхность спрофилирована соответственно изменению деформации по длине и составлена из рабочих участков редуцирования Ер обжатия 6 и калибрующего участка . Перед обжимным участком имеется зев подачи и поворота 6 2 , а также концевой участок, прилегающий к калибрующему.
Образующая рабочей поверхности АБ на всех ее участках очерчена одной дугой, центр О радиуса 1 которой расположен в вертикальной плоскости, проходяшей через начало калибрукицего участка, а величина радиуса определена выражением.
лР
рсяб
1
2дР
где Lpatf - длина рабочей поверхности
планки, составленная из учасков редуцирования, обжатия и кали укяцего участка; дР - обжатие металла за проход. Калибрующий участок 6 , выполнен с обратным скосом, тфи котором радиус замкнутого круглого калибра роликов в конце калибрующего участка несколько больше, чем в начале его.
В процессе работы при перекатывании рабочих роликов (на чертеже не показаны) по рабочей поверхности планок в зевах подачи и поворота осуществляется подача и поворот трубы на участке редуцирования 6 р происходит деформация заготовки по диаметру, на участке обжатия В о деформация по стенке, а на участке В.,- калибровка трубы по диаметру и толщине стенки.
Выполнение опорных планок по дуге
в виде плавной кривой повышает деформацию металла за проход, так как при прокатке не возникает пиковых нагрузок на стыках прямолинейных участков. Увеличение деформации металла трубы за проход позволит сократить количество циклов при производстве особотонкостенных труб.
Формула изобретения
Опорная планка роликового стана периодической прокатки труб, содержащая основание и рабочую поверхность, спрофилированную соответственно изменению деформации по длине и имеющую калиб- руклдий участок с обратным скосом, о тличающаяс я тем, что, с целью повышения величины деформации за проход образующая рабочей поверхности очерчена дугой, центр радиуса которой расположен в вертикальной плоскости, проходящей через начало калибрукяцего участка, а величина его определена выражением
} расГ- -Д Р
Т 2дР
где L paff дпина рабочей поверхности
планки; лР - величина обжатия заготовки
за проход.
Источники информации, принятые во внимание при экспертизе
1.Кофф .3. А. и др. Холодная прокатка труб М., Металлургиздат, 1962, с. 241-243.
2.Шевакин Ю. Ф. и Сейдалиев Ф. С. Станы холодной прокатки труб, М., Металлургия, 1966, с. 108.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Опорная планка роликового стана холодной прокатки труб | 1991 |
|
SU1811924A1 |
| ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2014918C1 |
| Технологический инструмент роликового стана | 1987 |
|
SU1468621A1 |
| Инсрумент стана холодной прокатки труб | 1975 |
|
SU535120A1 |
| Инструмент для холодной прокатки труб | 1983 |
|
SU1152675A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Способ периодической холодной прокатки труб | 1984 |
|
SU1189520A1 |
.
IP
la
