сл
4ib
00 СО 00
Изобретение относится к сварке, конкретно к конструкции устройств для автоматической сварки неповоротных стыков труб, и может быть использовано в различных отраслях машиностроения при проведении монтажной сварки трубопроводов.
Целью изобретения является упрощение конструкции устройства.
На чертеже представлено устройство, общий вид.
Устройство содержит основную план- щайбу 1, в которой размещена сварочная головка (не показана), вращаемую относительно основания 2 посредством паразитных шестерен 3 и 4 приводом 5, привод 6 пере.мещения дополнительной планшайбы, стакан 7, жестко связанный со свариваемым изделием, поворотную ось 8, установ- „ченную в стакане 7 и жестко связанную с главными направляющи.ми 9, относительно которых неремен ается дополнительная плапн1айба 10, установленная в основании 2, дополнительные направляющие 11 перемещения основания 2 вдоль.оси X, направляющие 12 перемещения основания 2 вдоль оси У и зажим 13 свариваемых труб.
Допо;1ни гельная планщайба 10 выполнена в виде шестерни и приводится во вращение приводом 5. Планщайба 1 может быть выполнена разъемной. В качестве приводов 5,6 могут быть использованы приводы постоянного тока (например, с дви1а- телями постоянного тока ДР-1,5 Р). Модуль и 4iic;io зубьев шестерен 3,4 одинаковы. Зажим 13 может быть выполнен в виде (лкидного винта.
Устройство работает следующим образом .
Устанавливают свариваемую трубу в отверстие плангпайбы 1, после чего закрепляют зажимом 13, при этом стык изделия распо.лагается в плоскости вран1ения элек т рода с некоторым эксцентриситетом относительно планшайбы 1. Выставляют электрод на заданный диа.метр сваривае.мой трубы (в исходном состоянии ось 8 и ось до- 11олните, планщайбы 10 совмещены), производят установочное врао1,ение нлан- 1пайбы 1 и при необходимости установочное перемещение дополнительной планшайбы 10 относительно оси 8, располагая элект)од приблизительно по нормали к поверхности свариваемого стыка. После предварительной настройки включают устройство. Привод Б врапхает дополнительную нланшайбу 10
и через паразитные шестерни 3 и 4 вращает основную планшайбу 1, при этом главные направляющие 9 разворачиваются параллельно оси электрода и вращаются с той
же скоростью, что и электрод. Зажигают осциллятором дугу между электродом и изделием и производят сварку. В процессе сварки напряжение дуги сравнивается с заданным в блоке автоматического слежения за длиной дуги (не показан), а сигнал рассогласования подается на привод 6 коррекции длины дуги, который перемещает основание 2 по направляющим 11, 12 вместе с планшайбой 1 относительно направляющих 9 в направлении оси электрода, приводя
сигнал рассогласования к нулю и стабилизируя длину дуги и напряжение.
Использование изобретения позволяет упростить конструкцию устройства, вынести привод коррекции длины дуги из зоны сварки и расширить технологические возможности устройства путем сварки близкорасположенных трубок, не имеющих базы для точного центрирования.
25
Формула изобретения
1.Устройство для автоматической сварки неповоротных стыков труб, содержащее основную нланщайбу со сварочной головкой, дополнительную планшайбу с привоДо.м вращения, кинематически связанную с основной планшайбой, и блок слежения за длиной дуги, связанный с дополнительной планщайбой, отличающееся тем, что, с целью упрощения конструкции, оно снабжено основанием, главными направляюихими, парой взаимно перпендикулярных дополнительных направляющих и приводом перемещени.я основания, основание установлено в догю;1нительных направляющих с воз.можностью плосконара;1лельного перемеп ения по двум координатам и в главных направляющих с возможностью линейного перемещения но одной координате и кинематически связано с приводом перемеп1е- пия, основная и дополнительная план1най- бы закреплены на основании с возможностью
вращения, а сварочная головка жесгко закреплена на основной планшайбе.
2.Устройство но п. 1, отличающееся тем, что оно содержит паразитные 1иестерни, установленные на основании и кинематически связанные с основной и дополнительной
планшайбами.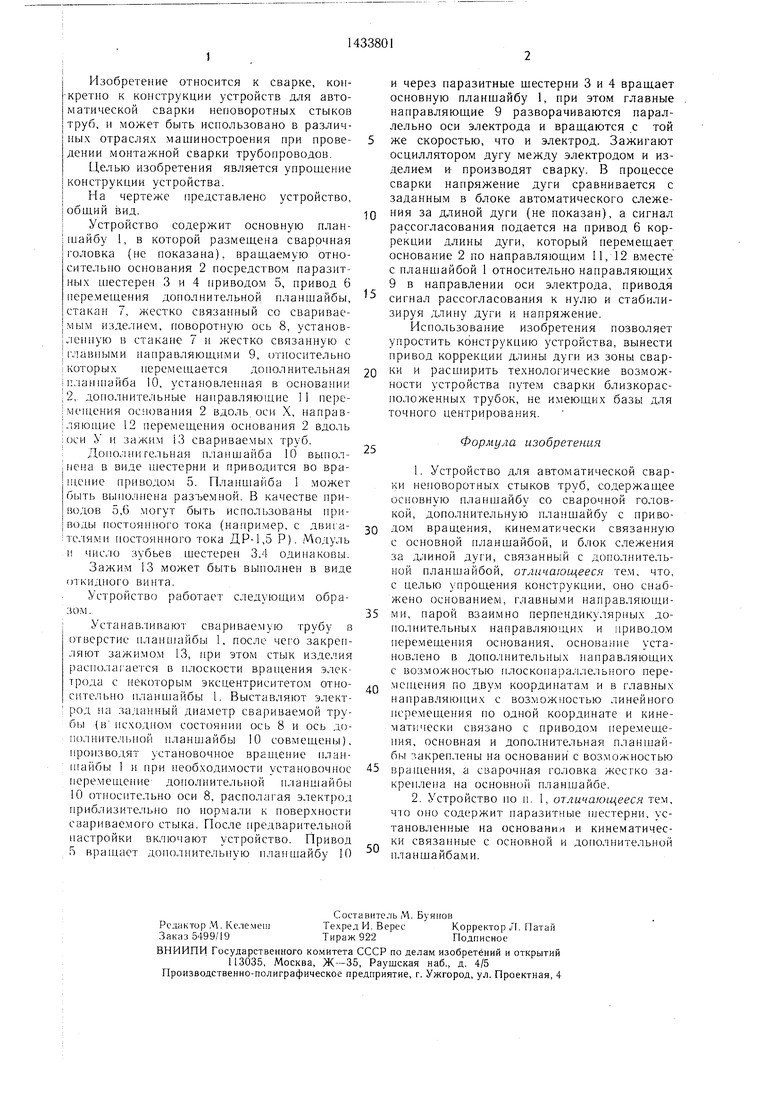
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1973 |
|
SU395202A1 |
Изобретение относится к сварке, более конкретно к конструкции устройства для автоматической сварки неповоротных стыков труб, и может быть использовано в различных отраслях .машиностроения при проведении .монтажной сварки трубопроводов. Цель - упрощение конструкции устройства. Устройство содержит основание 2, на котором закреплены основная планшайба 1 со сварочной головкой и дополнительная нлапшайба 10. При изменении длины дуги по сигналу блока слежения за длиной дуги дополнительная планшайба 10 с помощью привода 6 .может перемещаться в главных направляющих 9 и одновременно перемещать в дополнительных направляющих И, 12 основание 2 с основной планшайбой 1, восстанавливая заданную длину дуги. 1 з.п. ф-лы, 1 ил.
| Устройство для сварки неповоротных стыков труб | 1969 |
|
SU328667A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1970 |
|
SU308624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
