20
00
00 о 00
Фиг.{
Изобретение относится к строительной индустрии, а именно к конвейерным линиям и установка.м для производства железобетонных стоек различных типов и назначения.
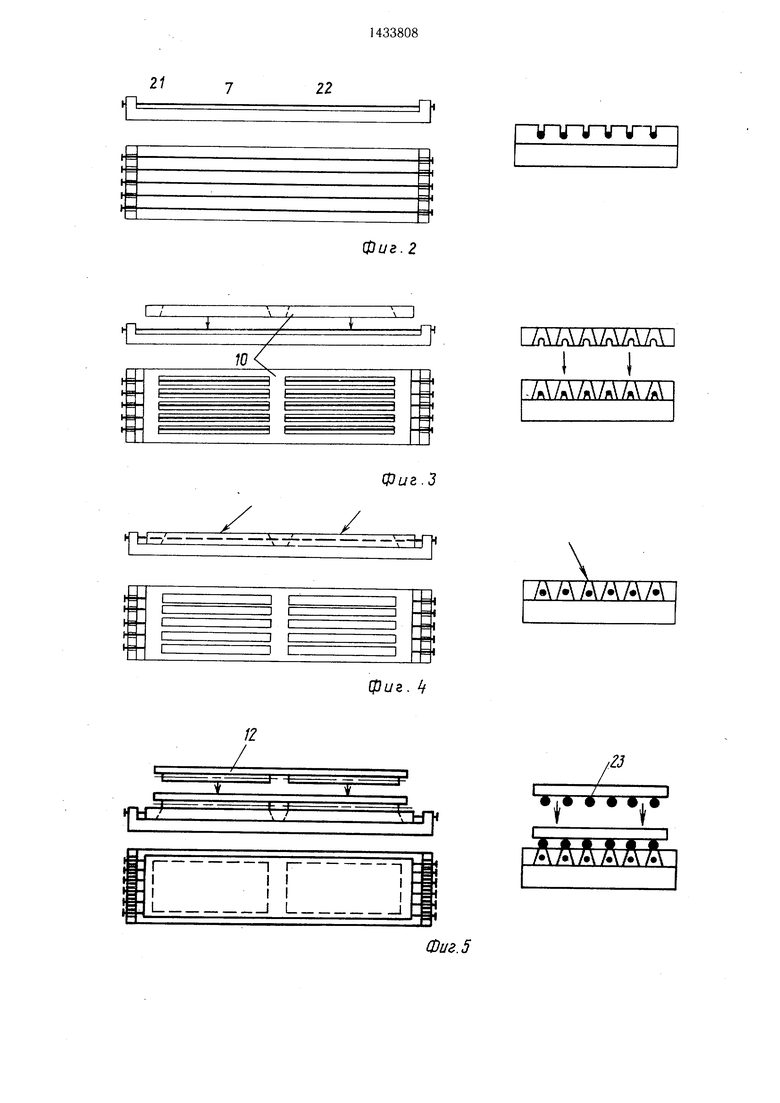
Целью изобретения является повышение , производительности и предотвращение но- iломки изделий при распалубке. I На фиг. 1 изображена конвейерная ли- :ния, вид сверху; на фиг. 2 - установка арматуры; на фиг. 3 - установка съемной рамки; на фиг. 4 - укладка бетонной смеси; на фиг. 5 - установка пригруза; на фиг. 6 - :выпрессовка съемной рамки; на фиг. 7 - ;подъем пригруза и съемной рамки. 1 Конвейерная линия по изготовлению |железобетонных стоек (фиг. 1) состоит из следующих постов: обрезки 1 преднапряжен- |ной арматуры, сдвижки 2 изделий на приемное устройство 3 при помощи толкателя 4, чистки 5 и смазки б поддонов 7 :форм, установки 8 арматуры, установки 9 :съемной рамки 10, укладки и уплотнения 11 :бетопной смеси, установки при1 руза 12, вы- ;прессовки и передачи 13 съемной рамки 10 :на линию возврата, включающую посты чистки 14 и смазки 15 съемных рамок 10, |поста 16 контроля и ремонта отформован- 1ных изделий, передачи 17 поддонов 7 с изде- |лиями с линии в камеры 18 тепловой обработки и из камеры на линию 19 кон- Ийнеризации или пакетирования изделий 20. При.меняются плоские поддоны 7, оснащенные торповыми силовыми упорами 21 с прорезями для укладки преднапряженной арматуры 22 (ф иг. 2). Съемная рамка 10 состоит из продольных и поперечных балок, причем в нижней части поперечных балок сделаны прорези, охватывающие преднапря- женную арматуру, а между торцовыми балками установлены разделительные вклады- щи, образующие грани изготавливаемых стоек 2.
На фиг. 2-7 показана технологическая последовательность формования железобетонных стоек. После чистки и смазки поддонов 7 форм на постах 5 и 6 и установки арматуры на посту 8 (фиг. 2) собирают форму - на поддопе 7 устанавливают съемную рамку 10 (фиг. 3) и закрепляют ее на нем. Поддон 7 со съемной рамкой 10 проходит посты укладки и уплотнения бетонной смеси II (фиг. 4), которую распределяют между распределительными вкладыща- ми. На уплотненные и заглаженные верхние поверхности изделий 2 сверху рамки 10
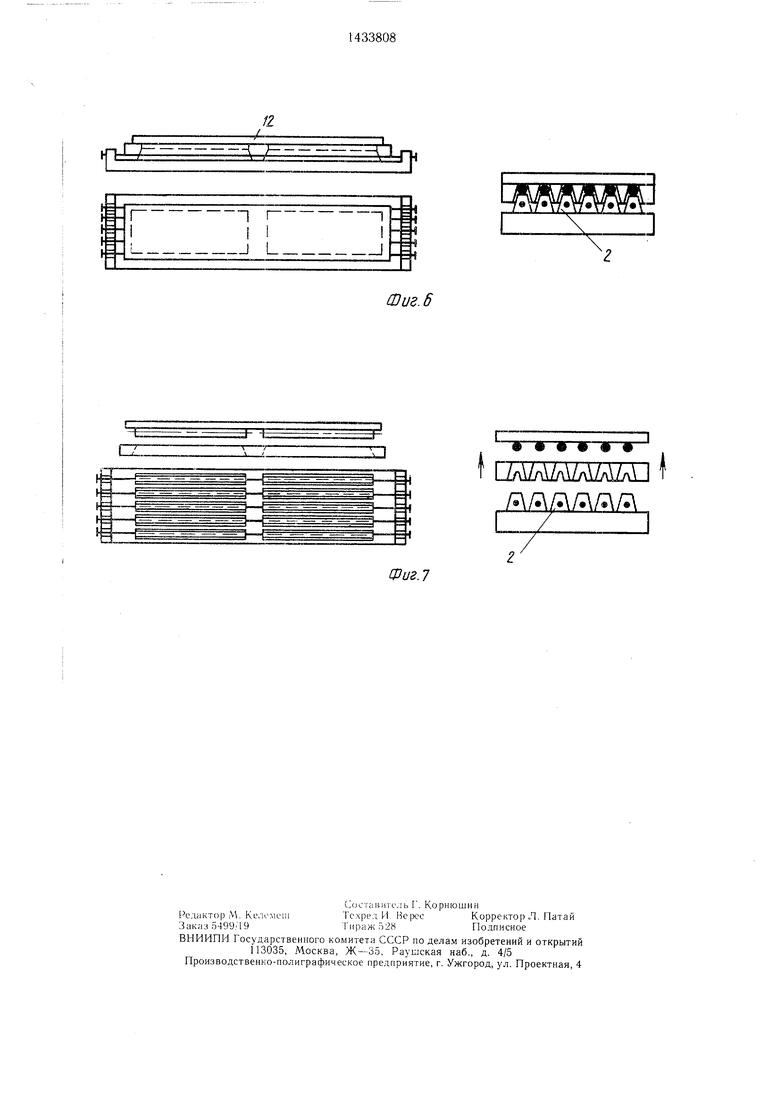
устанавливают пригруз 12 с упругими элементами 23 (фиг. 5), принимающими свежеотформованные стойки 2 к поддону, затем производят выпрессовку съемной рамки формы на небольщую высоту, обеспечиваюи.1ую отрыв от бетона до высоты пригруза 12 (фиг. 6), после чего съемная рамка подхватывает пригруз 12 и вместе с ним поднимается на заданную высоту (фиг. 7), пропуская поддоны со свежеотформованными изделиями 2 на пост 16 контроля и ремонта, а затем - в камеру 18 тепловой обработки. Съемную рамку направляют на- линию возврата рамки с постами чистки 14 и смазки 15 рамок, а изделия - на лиНИИ передачи 19, обрезки арматуры 1 и сдвигают на посту 3 по поддону на приемную платформу и пост контейнеризации или пакетирования изделий 20.
Необходимость прижима свежеотформованных изделий к поддону при снятии р,змки диктуется относительно больлюй вочной площадью ра.мки (а следовательно, и большим сцеплением бетонной смеси с ней) при малой собственной массе, что приводит к увеличению бетонной смеси вместе с рамкой при ее подъеме и разрущению свежеотформованных изделий.
Предложенная линия имеет преимущество по сравнению с известными за счет снижения металлоемкости, повышения качества изделий при полно.м практически
отсутствии бракованных изделий, получаемых при съеме стоек из формы с изложницами, снижения трудозатрат.
Формула изобретения
Конвейерная линия для изготовления лезобетонных стоек, содержащая установленные в технологической последовательности посты для подготовки форм, фор.мо- вания, тепловой обработки, распалубки и съема изделий, отличающаяся тем, что, с
целью повыщения производительности и предотвращения поломки изделий при распалубке, она снабжена пакетировщиком, пост распалубки-выпрессовщиком, выполненным в виде пригрузочной плиты с упругими
элементами для прижима изделий к поддону, формы, находящиеся на посту формования, - съемной рамкой, причем пакетировщик выполнен в виде толкателя, расположенного перед постом для подготовки форм, а пригрузочная плита при распалубке контактирует со съемной рамкой.
21
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Поточная линия для изготовления железобетонных изделий | 1973 |
|
SU555015A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для изготовления строительных изделий автоклавного твердения | 1977 |
|
SU982277A1 |
Изобретение относится к строительной индустрии, а именно к конвейерным линиям и установкам для производства железобетонных стоек различных типов и назначения. Цель изобретения - повышение производительности и предотврашение поломки изделий при распалубке. Конвейерная линия состоит из постов подготовки 5 и 6 поддонов, установки 8 арматуры. Болтовая оснастка выполнена в виде формующей рамки, устанавливаемой до укладки бетонной смеси и снимаемой с поддона немедленно после уплотнения данной смеси. На уплотненные и заглаженные верхние поверхности изделий сверху рамки устанавливается пригруз с упругими Эоче.ментами, прижимающими свежеотформованные стойки к поддону, затем производится выпрессовка формующей ра.мки на высоту, обеспечивающую отрыв от бетона, до высоты пригруза, затем формующая рамка подхватывает пригруз и вместе с ним поднимается на заданную высоту, пропуская поддоны на пост 16 контроля и ремонта изделий, в камеру 18 тепловой обработки, обрезки I арматуры, на пост 20 контейнеризации или пакетирования изделий. 7 ил. с о (Л
vnnnnriri
J(n.
I t
ЖМЯМММ
/
I
t
1
АДДм
Фиг. 5
CD иг. 6
:ij
Ол Л ШМШлУ t AMAAMM
Фиг л
| Проект «Гипростроммаш, ш | |||
| Руль для ветряного двигателя | 1925 |
|
SU3017A1 |
